




Cynhyrchubatris lithiwmyn broses “rholio-i-rholio”. Boed yn fatri ffosffad haearn lithiwm, yn fatri sodiwm-ïon neu'n fatri teiran, mae angen iddo fynd trwy'r broses brosesu o ffilm denau i fatri sengl, ac yna i system batri. Gellir rhannu'r broses baratoi ar gyfer batris lithiwm yn fras yn dair cam: cynhyrchu dalennau electrod, synthesis celloedd, a phecynnu cemegol.
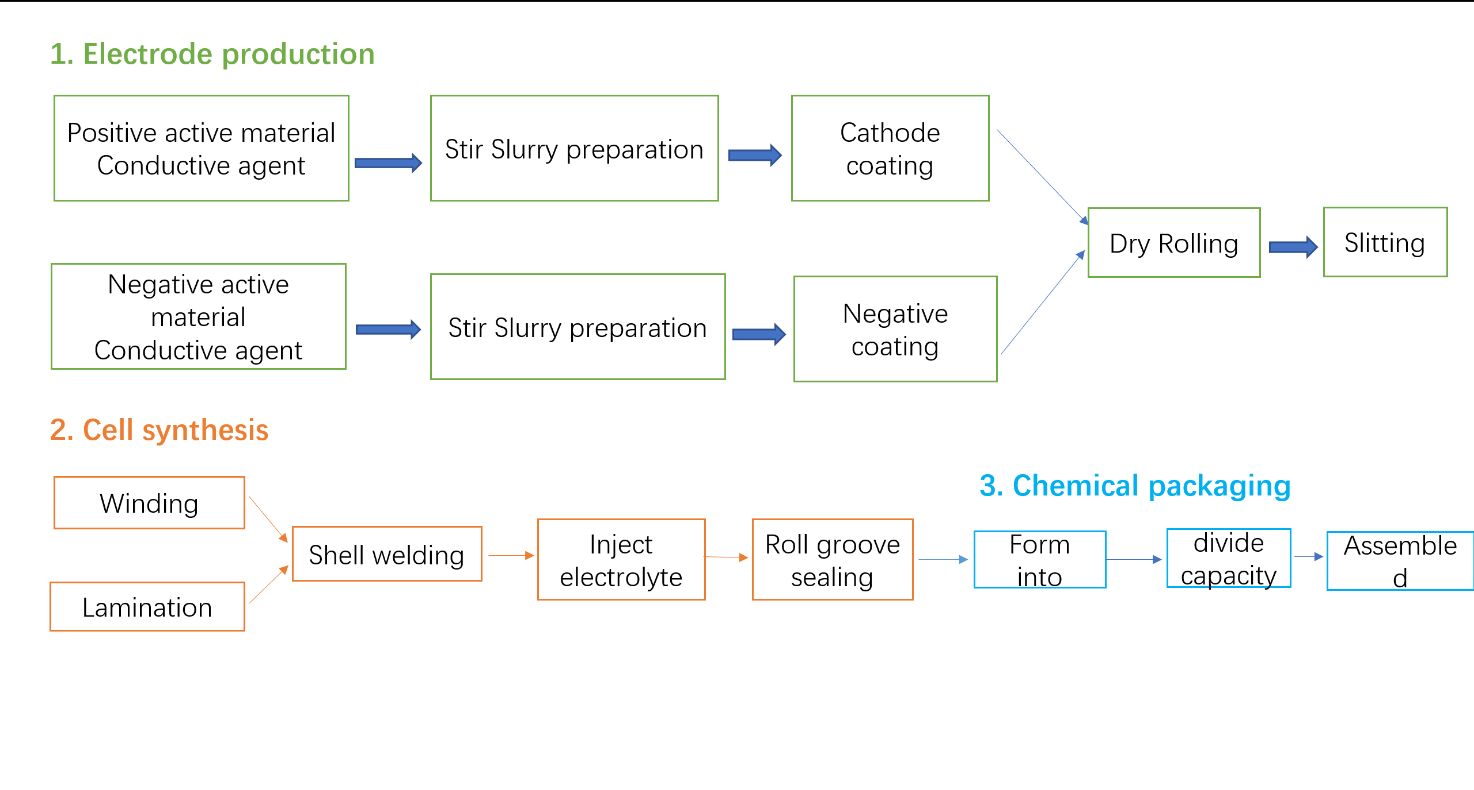
Mae sawl proses allweddol yn y tair prif broses hyn, a fydd yn effeithio'n uniongyrchol ar gapasiti storio pŵer y batri, diogelwch cynnyrch a bywyd gwasanaeth. Felly, mae perfformiad batris a gynhyrchir gan wahanol brosesau cynhyrchu yn amrywio'n fawr. Yn y cysylltiadau hyn,glanhau laserar hyn o bryd yn gallu cymryd rhan mewn mwy na dwsin o brosesau paratoi, a all wella cyfradd ansawdd batris lithiwm yn fawr.
| Proses gymhwyso glanhau laser ar fatri pŵer | |||
| Rhan flaen y batri | Segment celloedd | Segment modiwl | Pecyn batri PECYN |
| Glanhau polion | Glanhau ewinedd selio | Glanhau polion | Glanhau Sêm Weldio CMT Paled |
| Glanhau cyn rholio | Glanhau'r tabiau cyn sodro | Glanhau ffilm las celloedd | Glanhau paent electrofforetig plât gorchudd |
| Glanhau ar ôl rholio | Glanhau Silicon Celloedd | Glanhau haen ocsid seliant cabinet | |
| Glanhau cotio celloedd | Glanhau ocsid y plât gwaelod amddiffynnol cyn weldio | ||
| Glanhau twll chwistrellu | Glanhau Labeli Ffoil | ||
| glanhau bariau bws | |||
Wrth i'r galw am fatris pŵer barhau i gynyddu, mae'r galw amglanhau laserbydd offer hefyd yn cynyddu. Nesaf, byddwn yn canolbwyntio ar rai o'r prosesau ymgeisio a manteision cymharol.

1. Glanhau ffoil copr ac alwminiwm â laser cyn cotio darn polyn
Gwneir electrodau positif a negatif y batri lithiwm trwy orchuddio electrodau positif a negatif y batri lithiwm ar ffoil alwminiwm a ffoil copr. Os cymysgir gronynnau, malurion, llwch a chyfryngau eraill yn ystod y broses orchuddio, bydd yn achosi cylched fer fach y tu mewn i'r batri, ac mewn achosion difrifol, bydd y batri'n mynd ar dân ac yn ffrwydro.
Felly, mae angen glanhau'r ffoil cyn ei gorchuddio i gael arwyneb hollol lân, heb ocsid.
Yn gyffredinol, caiff darnau polyn y batri presennol eu glanhau gan donnau uwchsonig, a defnyddir hydoddiant ethanol fel asiant glanhau cyn cotio. Mae gan y dull hwn y diffygion canlynol:
1. Wrth lanhau rhannau ffoil metel ag uwchsonig, yn enwedig darnau gwaith aloi alwminiwm, gall effaith ceudod tonnau uwchsonig gyrydu'r ffoil alwminiwm yn hawdd, gan arwain at fandyllau mân. Po hiraf yw'r amser gweithredu, y mwyaf yw'r mandyllau.
Yn gyffredinol, y ffoil a ddefnyddir ar gyfer darn polyn y batri lithiwm yw ffoil sero sengl gyda thrwch o 10 μm, sy'n fwy tebygol o rwygo i mewn i dyllau oherwydd problemau proses glanhau.
2. Mae defnyddio hydoddiant ethanol fel asiant glanhau nid yn unig yn hawdd i achosi niwed i rannau eraill o'r batri lithiwm, ond hefyd yn dueddol o "frau hydrogen", sy'n effeithio ar briodweddau mecanyddol y ffoil alwminiwm.
3. Er bod yr effaith glanhau yn waeth na glanhau cemegol gwlyb traddodiadol, nid yw'r glendid cystal â glanhau laser o hyd. Weithiau mae halogion ar yr wyneb o hyd, a fydd yn achosi i'r haen wahanu oddi wrth y ffoil neu gynhyrchu tyllau crebachu.
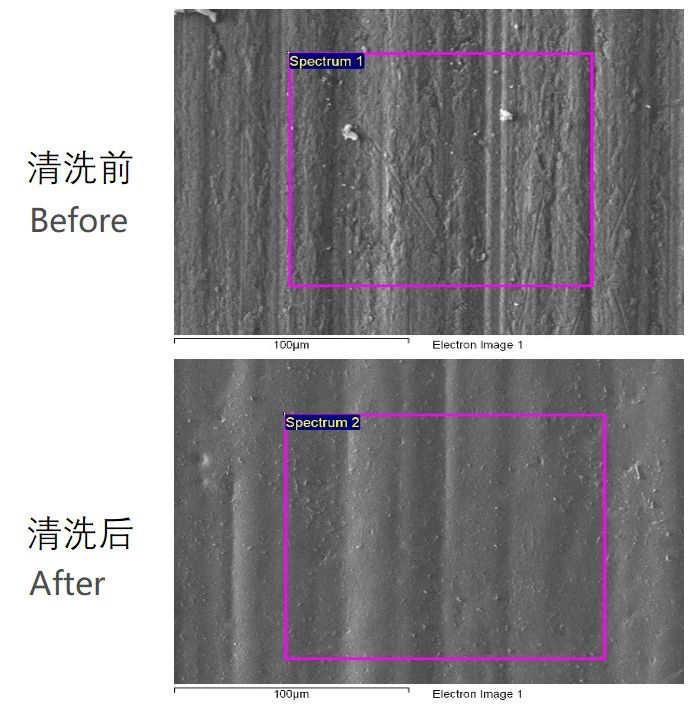
Fel glanhau sych heb nwyddau traul, mae glanhau laser bron yn sero diffygion o ran glendid a hydroffiligrwydd triniaeth wyneb ffoil alwminiwm, gan sicrhau effaith maint a gorchuddio ar y darn polyn i'r graddau mwyaf.
Gall defnyddio ffoil metel glanhau laser nid yn unig wella effeithlonrwydd y broses lanhau ac arbed adnoddau glanhau, ond hefyd sefydlu monitro amser real o ddata'r broses lanhau a phenderfynu meintiol ar ganlyniadau glanhau, a all wella cysondeb cynhyrchu swp o ddarnau polyn yn effeithiol.
2. Glanhau tabiau batri â laser cyn weldio
Stribedi metel yw'r tabiau sy'n arwain yr electrodau positif a negatif allan o gell y batri, a nhw yw'r pwyntiau cyswllt pan gaiff y batri ei wefru a'i ddadwefru. Gall halogion arwyneb fel saim, atalyddion cyrydiad a chyfansoddion eraill yn y broses achosi problemau fel weldiadau gwael, craciau a mandylledd yn y weldiad.
Gall glendid yr arwyneb cyswllt effeithio'n fawr ar ddibynadwyedd a gwydnwch y cysylltiad trydanol.
Mae'r glanhau electrod presennol yn bennaf yn mabwysiadu glanhau â llaw, glanhau cemegol gwlyb neu lanhau plasma:
● Mae glanhau â llaw yn aneffeithlon ac yn gostus;
● Er bod y llinell glanhau dŵr proses wlyb yn gwella'r effeithlonrwydd, mae hyd y llinell yn hir, mae'n meddiannu ardal fawr o'r ffatri, ac mae'r asiant cemegol hefyd yn hawdd i niweidio rhannau batri lithiwm eraill;
● Er nad oes angen cyfrwng hylif ar gyfer glanhau plasma, mae hefyd angen nwy proses fel deunydd traul, a bydd ïoneiddio nwy yn achosi i electrodau positif a negatif y batri gael eu troi ymlaen yn hawdd. Wrth ei gymhwyso, yn aml mae angen troi'r batri sawl gwaith i wahanu'r electrodau positif a negatif ar gyfer glanhau. Nid yw'r effeithlonrwydd gwirioneddol yn uchel.

Gall glanhau laser gael gwared â baw a llwch yn effeithiol, ac ati ar wyneb pen polyn y batri, a pharatoi ar gyfer weldio batri ymlaen llaw.
Gan nad oes angen unrhyw nwyddau traul fel solidau, hylifau a nwyon ar lanhau laser, mae'r strwythur yn gryno, mae'r lle a feddiannir yn fach, ac mae'r effaith glanhau yn nodedig, a all wella'r cylch cynhyrchu yn fawr a lleihau'r gost gweithgynhyrchu;
Gall wneud wyneb y weldio yn arw drwy gael gwared yn drylwyr ar fater organig a gronynnau bach, a gwella dibynadwyedd weldio laser dilynol. Mae'n un o'r dewisiadau gorau ar gyfer glanhau tabiau.
3. Glanhau glud allanol yn ystod y cydosodiad
Er mwyn atal damweiniau diogelwch batris lithiwm, yn gyffredinol mae angen rhoi glud ar gelloedd y batri lithiwm i chwarae rôl inswleiddio, atal cylchedau byr, amddiffyn cylchedau, ac atal crafiadau.
Pan gaiff ffilm allanol y gell heb ei glanhau ei phrofi gan CCD, bydd crychau, swigod aer, crafiadau a diffygion eraill o ran ymddangosiad, a gellir canfod swigod aer â diamedr o ≥ 0.3mm yn aml. Mae posibilrwydd o ollyngiadau a chorydiad rhwd, sy'n lleihau oes y batri ac sydd hefyd â pheryglon diogelwch posibl.

Glanhau lasergall gyrraedd lefel Sa3 yng ngallu glanhau wyneb y gell, ac mae'r gyfradd tynnu yn fwy na 99.9%; ac nid oes straen ar wyneb y gell. O'i gymharu â dulliau glanhau eraill fel glanhau uwchsonig neu falu mecanyddol, gall sicrhau nad yw'r dangosyddion ffisegol a chemegol fel caledwch wyneb celloedd y batri yn newid i'r graddau mwyaf, ac ymestyn oes gwasanaeth y batri.
Yn ogystal â'r enghreifftiau a grybwyllir uchod, mae gan lanhau laser fanteision amgen gwych hefyd mewn prosesau dwsin eraill megis tynnu paent electrofforetig clawr batri a glanhau labeli ffoil.
Os ydych chi eisiau dysgu mwy am lanhau laser, neu os ydych chi eisiau prynu'r peiriant glanhau laser gorau i chi, gadewch neges ar ein gwefan ac anfonwch e-bost atom yn uniongyrchol!
Amser postio: Hydref-19-2022



