




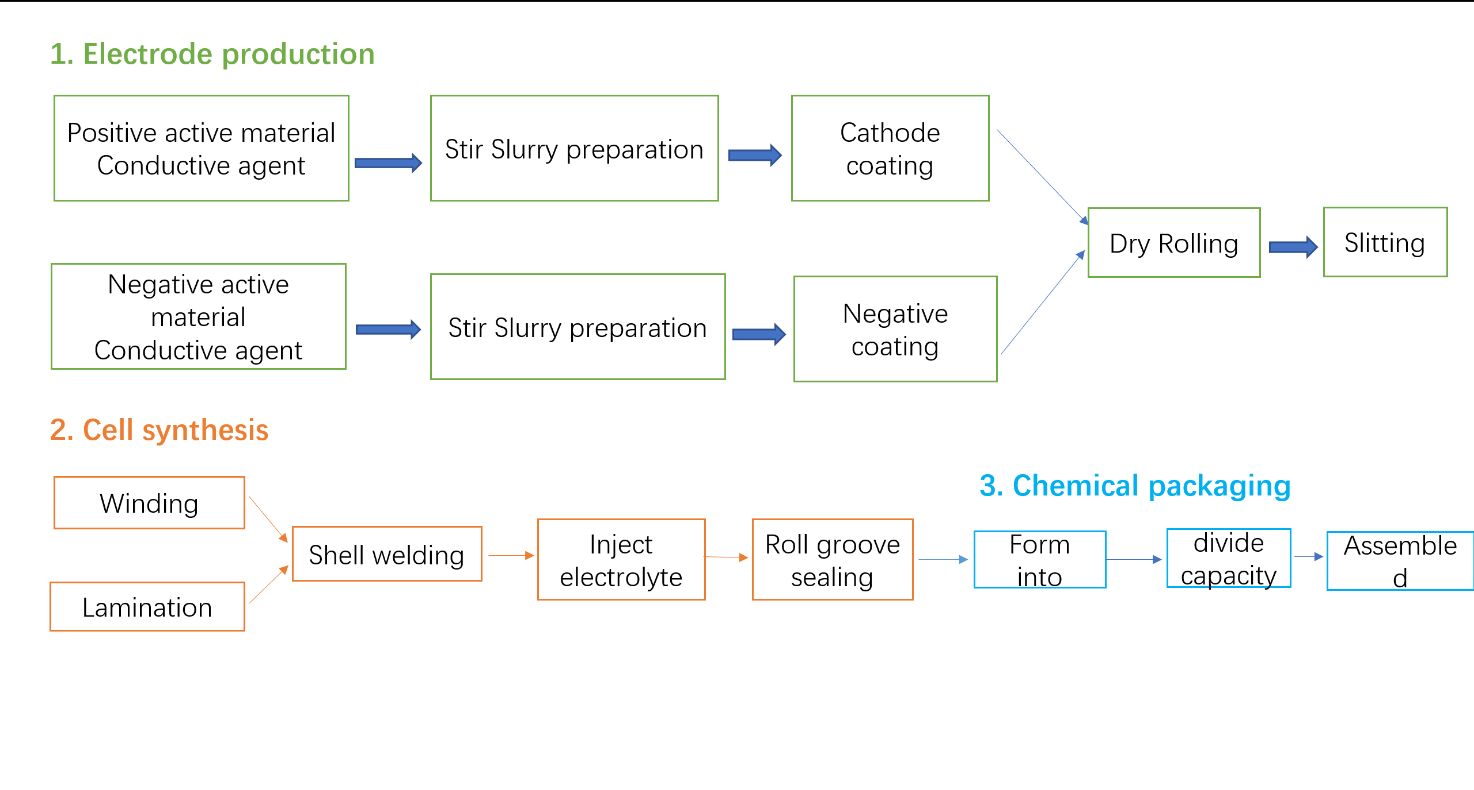
Produktionen avlitiumbatterierär en "rulle-till-rulle"-process. Oavsett om det är ett litiumjärnfosfatbatteri, ett natriumjonbatteri eller ett ternärt batteri, måste det gå igenom bearbetningsprocessen från tunnfilm till ett enda batteri och sedan till batterisystem. Förberedelseprocessen för litiumbatterier kan grovt delas in i tre steg: produktion av elektrodark, cellsyntes och kemisk förpackning.
Det finns flera viktiga processer i dessa tre huvudprocesser, vilka direkt påverkar batteriets lagringskapacitet, produktsäkerhet och livslängd. Därför varierar prestandan hos batterier som produceras genom olika produktionsprocesser kraftigt. I dessa samband,laserrengöringkan för närvarande delta i mer än ett dussin förberedelseprocesser, vilket avsevärt kan förbättra kvaliteten på litiumbatterier.
| Appliceringsprocess för laserrengöring på batteri | |||
| Batteriets främre del | Cellsegment | Modulsegment | PACK-batteripaket |
| Stångrengöring | Rengöring av försegling av naglar | Stångrengöring | Rengöring av svetsfogar för pall-CMT |
| Rengöring före rullning | Rengöring av flikarna före lödning | Rengöring av cellblå film | Elektroforetisk rengöring av täckplattans färg |
| Rengöring efter rullning | Rengöring av cellsilikon | Rengöring av skåpförsegling med oxidlager | |
| Rengöring av cellbeläggning | Oxidrengöring av skyddande bottenplatta före svetsning | ||
| Rengöring av injektionshål | Rengöring av folieetiketter | ||
| rengöring av samlingsskenor | |||
I takt med att efterfrågan på batterier fortsätter att öka, ökar efterfrågan pålaserrengöringutrustningen kommer också att öka. Härnäst kommer vi att fokusera på några av applikationsprocesserna och komparativa fördelar.

1. Laserrengöring av koppar- och aluminiumfolie före polstyckesbeläggning
De positiva och negativa elektroderna i litiumbatteriet tillverkas genom att belägga de positiva och negativa elektroderna på litiumbatteriet med aluminiumfolie och kopparfolie. Om partiklar, skräp, damm och andra medier blandas under beläggningsprocessen kommer det att orsaka en mikrokortslutning inuti batteriet, och i allvarliga fall kommer batteriet att fatta eld och explodera.
Därför behöver folien rengöras före beläggning för att få en helt ren, oxidfri yta.
Befintliga batteripoldelar rengörs vanligtvis med ultraljudsvågor, och en etanollösning används som rengöringsmedel före beläggning. Denna metod har följande brister:
1. Vid ultraljudsrengöring av metallfoliedelar, särskilt arbetsstycken av aluminiumlegering, påverkas ultraljudsvågornas kavitationseffekt av frekvens, rengöringstid och effekt lätt av att korrodera aluminiumfolien, vilket resulterar i fina porer. Ju längre verkningstiden är, desto större blir porerna.
Folien som används för litiumbatteriets polstycke är vanligtvis en enda nollfolie med en tjocklek på 10 μm, vilken är mer benägen att riva sönder hål på grund av problem i rengöringsprocessen.
2. Användningen av etanollösning som rengöringsmedel är inte bara lätt att skada andra delar av litiumbatteriet, utan också benägen för "väteförsprödning", vilket påverkar aluminiumfoliens mekaniska egenskaper.
3. Även om rengöringseffekten är sämre än vid traditionell våtkemisk rengöring, är renheten fortfarande inte lika bra som vid laserrengöring. Ibland finns det fortfarande föroreningar på ytan, vilket kan orsaka att beläggningen separerar från folien eller skapar krymphål.
Som kemtvätt utan förbrukningsmaterial är laserrengöring nära noll defekter vad gäller renhet och hydrofilicitet hos ytbehandlingen av aluminiumfolie, vilket säkerställer att effekten av limning och beläggning på polstycket i största möjliga utsträckning.
Användningen av laserrengöringsmetallfolie kan inte bara förbättra rengöringsprocessens effektivitet och spara rengöringsresurser, utan också etablera realtidsövervakning av rengöringsprocessdata och kvantitativ bestämning av rengöringsresultat, vilket effektivt kan förbättra konsistensen i batchproduktion av polstycken.
2. Laserrengöring av batteriflikar före svetsning
Flikarna är metallremsor som leder ut de positiva och negativa elektroderna från battericellen och fungerar som kontaktpunkter när batteriet laddas och urladdas. Ytföroreningar som fett, korrosionsinhibitorer och andra föreningar i processen kan orsaka problem som dåliga svetsar, sprickor och porositet i svetsen.
Kontaktytans renhet kan i hög grad påverka den elektriska anslutningens tillförlitlighet och hållbarhet.
Befintlig elektrodrengöring använder sig mestadels av manuell rengöring, våtkemisk rengöring eller plasmarengöring:
● Manuell rengöring är ineffektiv och kostsam;
● Även om våtprocessvattenreningslinjen förbättrar effektiviteten, är linjen lång, den upptar ett stort område i fabriken, och det kemiska medlet skadar också lätt andra delar av litiumbatteriet;
● Även om plasmarengöring inte kräver flytande medium, kräver den även processgas som förbrukningsmaterial, och gasjonisering gör att batteriets positiva och negativa elektroder lätt kan slås på. Vid applicering är det ofta nödvändigt att vända batteriet flera gånger för att separera de positiva och negativa elektroderna för rengöring. Den faktiska effektiviteten är inte hög.

Laserrengöring kan effektivt ta bort smuts, dammetc. på batteripolens ändyta och förbered batterisvetsning i förväg.
Eftersom laserrengöring inte kräver några förbrukningsartiklar som fasta ämnen, flytande ämnen och gaser, är strukturen kompakt, utrymmet som upptas är litet och rengöringseffekten är anmärkningsvärd, vilket kan förbättra produktionscykeln avsevärt och minska tillverkningskostnaden;
Den kan rugga upp svetsytan genom att noggrant avlägsna organiskt material och små partiklar, och förbättra tillförlitligheten vid efterföljande lasersvetsning. Det är ett av de bästa valen för rengöring av flikarna.
3. Rengöring av utvändigt lim under montering
För att förhindra säkerhetsolyckor med litiumbatterier är det i allmänhet nödvändigt att applicera lim på litiumbattericellerna för att spela en isolerande roll, förhindra kortslutning, skydda kretsar och förhindra repor.
När den yttre filmen på den orengjorda cellen testas med CCD kommer det att finnas rynkor, luftbubblor, repor och andra defekter i utseendet, och luftbubblor med en diameter på ≥ 0,3 mm kan ofta upptäckas. Det finns risk för läckage och rostkorrosion, vilket minskar batteriets livslängd och även medför potentiella säkerhetsrisker.

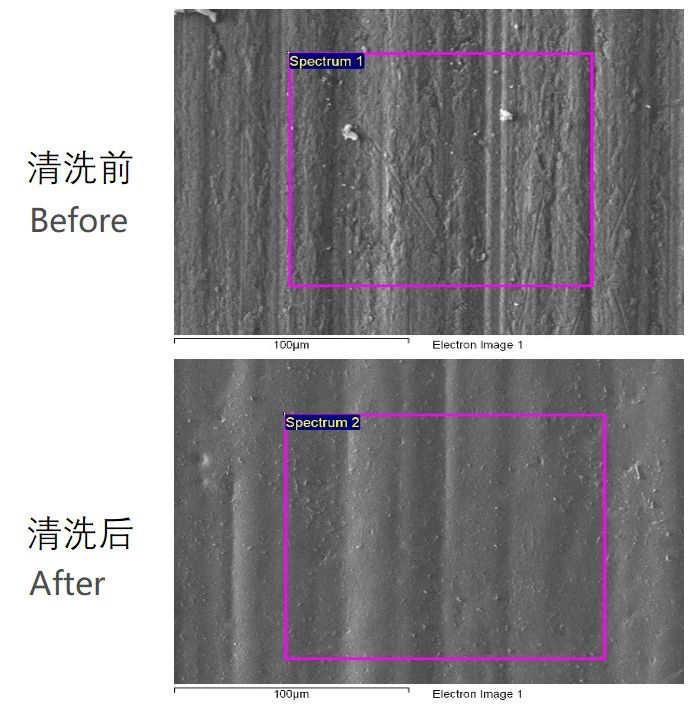
Laserrengöringkan nå Sa3-nivån i cellytans rengöringsförmåga, och borttagningshastigheten är mer än 99,9 %; och det finns ingen stress på cellens yta. Jämfört med andra rengöringsmetoder som ultraljudsrengöring eller mekanisk slipning kan det säkerställa att de fysikaliska och kemiska indikatorerna, såsom battericellernas ythårdhet, inte förändras i någon större utsträckning och förlänga batteriets livslängd.
Utöver de ovan nämnda exemplen har laserrengöring även stora alternativa fördelar i dussintals andra processer, såsom elektroforetisk färgborttagning på batterikåpor och rengöring av folieetiketter.
Om du vill lära dig mer om laserrengöring, eller vill köpa den bästa laserrengöringsmaskinen för dig, vänligen lämna ett meddelande på vår webbplats och maila oss direkt!
Publiceringstid: 19 oktober 2022



