
フォーチュンレーザー 3W 5W UVレーザーマーキングマシン




フォーチュンレーザー 3W 5W UVレーザーマーキングマシン
UVマーキングマシンの基本原理
現代の精密加工の分野では、伝統的なレーザーマーキングマシンレーザー熱処理技術を使用すると、細かさの発展には限界がありましたが、紫外線レーザーマーキングマシンの出現によりこの行き詰まりが打破されました。これは、一種の冷間加工プロセスを使用するもので、加工プロセスは「フォトエッチング」効果と呼ばれ、「冷間加工」(紫外線)の高負荷エネルギーの光子が材料または周囲の媒体の化学結合を破壊し、材料が非熱処理ダメージを受けないようにし、内層および近傍領域に加熱や熱変形が起こらないようにし、最終的に加工された材料のエッジが滑らかで炭化が極めて低いため、細かさと熱の影響が最小限に抑えられ、レーザー技術における大きな飛躍です。
紫外線レーザー加工の反応機構は光化学アブレーション、すなわちレーザーエネルギーを利用して原子または分子間の結合を破壊し、それらをガス化させて小さな分子として蒸発させることによって実現されます。集光スポットは極めて小さく、加工熱影響部も非常に小さいため、超微細マーキングや特殊材料へのマーキングに使用できます。
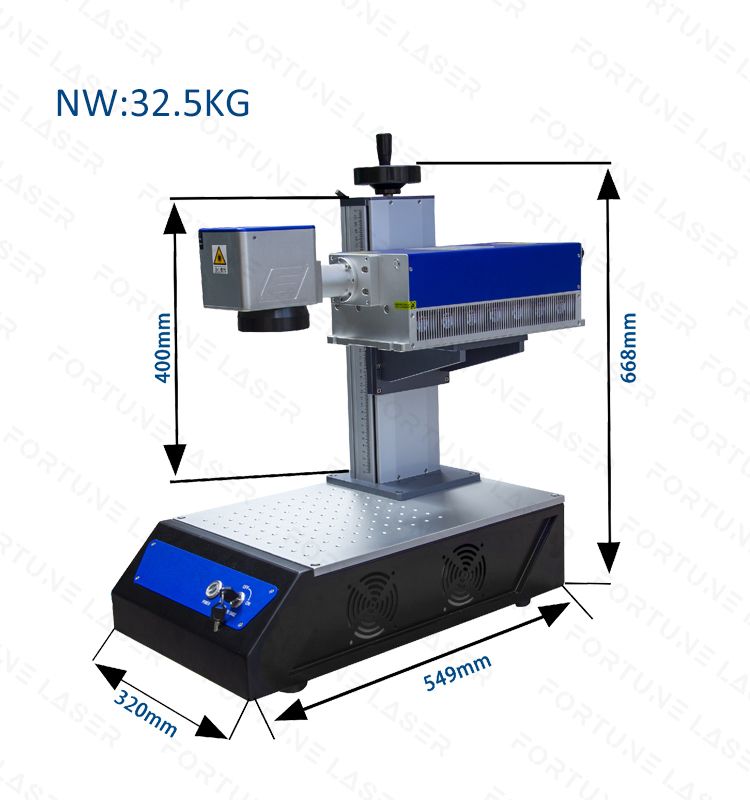
3W 5Wレーザーマーキングマシンの特性:

フォーチュンレーザー自動レーザー溶接機の技術的パラメータ
| モデル | FL-UV3 | FL-UV5 |
| レーザーパワー | 3W | 5W |
| 冷却方法 | 空冷 | |
| レーザー波長 | 355nm | |
| 出力電力 | >3W@30KHz | >5W@40KHz |
| 最大パルスエネルギー | 0.1mJ@30KHz | 0.12mJ@40KHz |
| パルス繰り返し周波数 | 1~150KHz | 1~150KHz |
| パルス持続時間 | <15ns@30KHz | <18ns@40KHz |
| 平均電力安定性 | <3% | <3% |
| 偏光比 | >100:1 水平 | >100:1 水平 |
| ビームの真円度 | 90%以上 | 90%以上 |
| 環境要件 | 動作温度: 18°-26°、 湿度: 30% - 85%。 | |
| コントロールボードとソフトウェア | JCZ EZcad2 | |











今すぐお得な価格をお尋ねください!
ここにメッセージを書いて送信してください




