




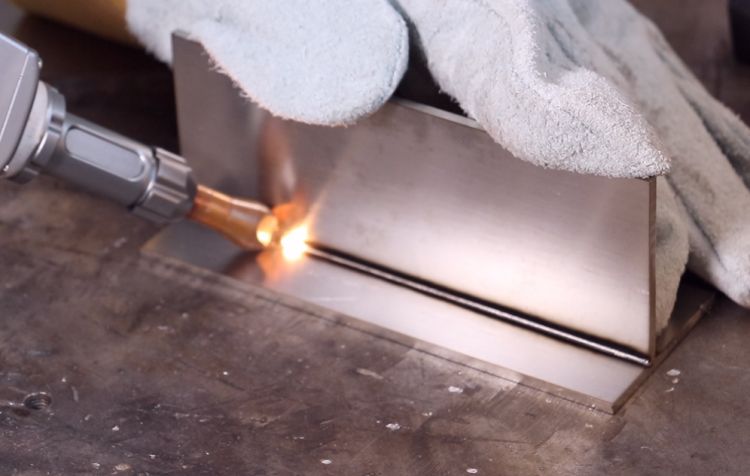
Laserové zváranieJe jedným z dôležitých aspektov aplikácie technológie laserového spracovania materiálov. Používa sa hlavne na zváranie tenkostenných materiálov a nízkorýchlostné zváranie. Proces zvárania patrí k typu tepelného vedenia, to znamená, že laserové žiarenie ohrieva povrch obrobku a povrchové teplo difunduje dovnútra prostredníctvom tepelného vedenia. Riadením parametrov, ako je šírka, energia, špičkový výkon a opakovacia frekvencia laserového impulzu, sa obrobok taví a vytvára špecifický roztavený bazén. Široko sa používa v strojárstve, leteckom priemysle, automobilovom priemysle, práškovej metalurgii, biomedicínskom mikroelektronickom priemysle a ďalších oblastiach.

S explozívnym rastom vozidiel s novými energetickými zdrojmi viedla expanzia výroby batérií k rastu laserového zvárania. Od druhej polovice roka 2018 si ručné laserové zváranie postupne získava na popularite a v prvej polovici tohto roka sa stalo svetlým bodom na trhu laserového zvárania. Vzhľadom na súčasnú technickú úroveň a scenáre použitia...ručné laserové zváranie, je veľmi pravdepodobné, že nahradí tradičný trh s TIG zváracími strojmi (argónové oblúkové zváranie).
V posledných rokochvláknové laserydosiahli veľký pokrok a medzi ich výhody patria najmä: vysoká miera fotoelektrickej konverzie, rýchly odvod tepla, dobrá flexibilita, silná odolnosť voči rušeniu, nízke náklady, dlhá životnosť, bez nutnosti nastavovania, bezúdržbová, vysoká stabilita, malá veľkosť. Postupne sa vyvíjali aj ručné laserové zváracie zariadenia s vláknovými lasermi.
Laserové zváranieVyžaduje sa vysoká presnosť montáže obrobku a zvarový šev je náchylný na chyby. Na vyriešenie tohto problému sa konštruktér odvoláva na laserové zváracie zariadenie so špeciálnym hoblíkom, aby vyvinul ručné laserové zváracie zariadenie s výkyvným bodom. Výkyv laseru v tvare „8“ alebo „0“ môže znížiť presnosť montáže obrobku a zvýšiť penetráciu zvaru. Po sérii optimalizácií a vylepšení má súčasné bežné ručné laserové zváracie zariadenie výkon 0,5 – 1,5 kW a veľkosť a hmotnosť zariadenia sú ekvivalentné argónovým oblúkovým zváracím strojom, ktoré dokážu zvárať plechy s hrúbkou 3 mm alebo menej. Aby sa vyriešili nedostatky nedostatočnej pevnosti zvarov laserových zváracích konštrukcií, výrobcovia zariadení v posledných rokoch integrovali automatické zariadenia na podávanie drôtu na báze laserového zvárania a vyvinuli ručné laserové zváracie zariadenie na plnenie drôtu, ktoré dokáže automaticky podávať drôty, čo v podstate spĺňa potreby tenkých plechov s hrúbkou do 4 mm. Zváranie môže v podstate nahradiť a prekonať argónové oblúkové zváranie, dosiahnuť vysokú rýchlosť, nízky tepelný príkon, malú deformáciu, lacné zváranie na ochranu životného prostredia a výrobné náklady sú nižšie ako pri argónovom oblúkovom zváraní za rovnakých podmienok.

Pri práci má ručná hlava zváračky šírku skenovania a malý priemer bodu, takže pri zváraní skenuje z jedného bodu do druhého riadok po riadku, čím vytvára zvarovú húsenicu. V porovnaní s tradičným strojom na zváranie za studena je rýchlosť zvárania ručného laserového zvárania vyššia a jednorazový proces zvárania ho robí vhodnejším na hromadné zváranie dlhých rovných švov.
Ručný laserový zvárací stroj zaberá málo miesta a zvyčajne je vybavený rôznymi ručnými hlavami. Podľa rôznych potrieb kovových dielov, ako je vonkajšie zváranie, vnútorné zváranie, pravouhlé zváranie, zváranie úzkych hrán a bodové zváranie veľkých plôch, je možné vybrať rôzne ručné zváracie hlavy. Zvárané výrobky sú rozmanité a tvar výrobku je flexibilnejší. Pre výrobné dielne zaoberajúce sa maloobjemovým spracovaním a zváraním menších plôch sú ručné laserové zváracie stroje určite najlepšou voľbou.
Rôzne kovové materiály majú rôzne body topenia: nastavenie parametrov zvárania pre rôzne typy zváracích materiálov je pomerne zložité a termofyzikálne vlastnosti zváracích materiálov sa budú líšiť v závislosti od teploty; miera absorpcie rôznych typov materiálov pre laser sa tiež bude meniť v závislosti od teploty; tavenie spájkovaného spoja a štrukturálny vývoj tepelne ovplyvnenej oblasti počas tuhnutia zvaru; defekty spoja ručného laserového zváracieho stroja, napätie pri zváraní a tepelná deformácia atď. Najdôležitejším je však vplyv rozdielu vo vlastnostiach zváracích materiálov na makro a mikro vlastnosti zvaru.
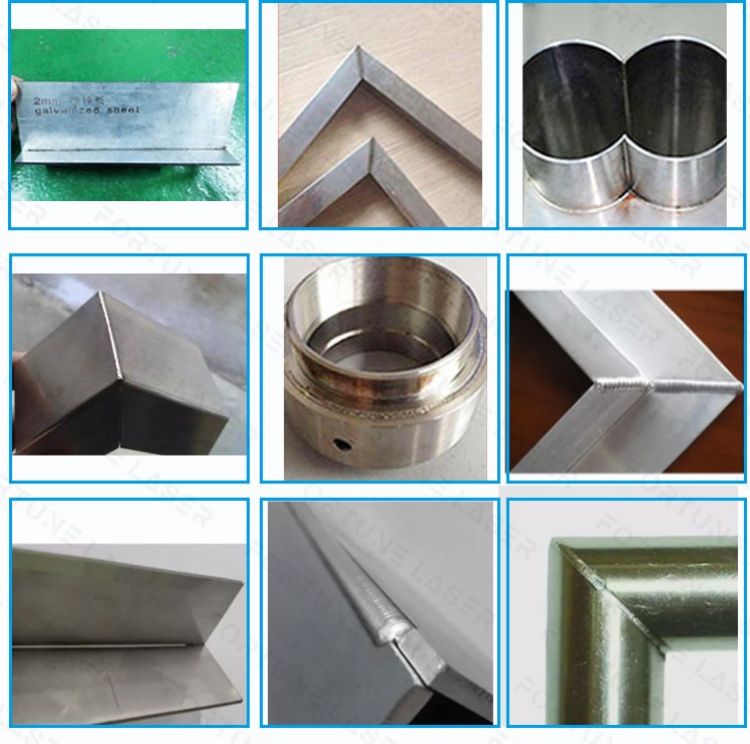
Aké materiály môžuručný laserový zvárací strojzvariť?
1. Nerezová oceľ
Nerezová oceľ má vysoký koeficient tepelnej rozťažnosti a počas zvárania je náchylná na prehrievanie. Ak je tepelne ovplyvnená zóna trochu veľká, spôsobí to vážne problémy s deformáciou. Teplo generované ručným laserovým zváracím strojom počas celého procesu zvárania je však nízke. V spojení s relatívne nízkou tepelnou vodivosťou, vysokou mierou absorpcie energie a účinnosťou tavenia nerezovej ocele je možné po zváraní dosiahnuť dobre tvarované, hladké a krásne zvary.
2. Uhlíková oceľ
Bežnú uhlíkovú oceľ je možné zvárať priamo ručným laserovým zváraním, účinok je porovnateľný so zváraním nehrdzavejúcej ocele a tepelne ovplyvnená zóna je menšia, ale pri zváraní stredne a vysoko uhlíkovej ocele je zvyšková teplota relatívne vysoká, takže je stále potrebné zvárať pred zváraním. Predhrievanie a tepelná úprava po zváraní uvoľňujú napätie a zabraňujú prasklinám. Tu môžeme hovoriť o stroji na zváranie za studena. Stredne a vysoko uhlíkovú oceľ je možné zvárať alebo opravovať pomalou rýchlosťou pomocou zvárania za studena a liatinového zváracieho drôtu. Pokiaľ ide o reguláciu teploty, reguláciu teploty a reguláciu teploty, stroj na zváranie za studena dokáže ručné laserové zváranie efektívnejšie odvádzať zvyškové teplo po zváraní.
3. Oceľová zápustka
Je vhodný na zváranie rôznych typov ocele a zvárací účinok je veľmi dobrý.
4. Hliník a hliníkové zliatiny
Hliník a hliníkové zliatiny sú vysoko reflexné materiály a počas zvárania sa môže v roztavenom kúpeli alebo v koreni objaviť pórovitosť. V porovnaní s predchádzajúcimi kovovými materiálmi majú hliník a hliníkové zliatiny vyššie požiadavky na parametre, ale pokiaľ sú zvolené vhodné parametre zvárania, je možné získať zvarový šev s rovnakými mechanickými vlastnosťami ako základný kov.
5. Meď a zliatiny medi
Tepelná vodivosť medi je veľmi silná a počas zvárania ľahko dôjde k neúplnému prevareniu a čiastočnému roztaveniu. Medený materiál sa počas zvárania zvyčajne zahrieva, aby sa uľahčilo zváranie. Hovoríme tu o tenkých medených materiáloch. Ručné laserové zváranie môže byť priamo ovplyvnené vysokou tepelnou vodivosťou medi vďaka koncentrovanej energii a vysokej rýchlosti zvárania.
6. Zváranie medzi rôznymi materiálmi
Ručný laserový zvárací stroj môže zvárať rôzne rôzne kovy, ako je meď-nikel, nikel-titán, meď-titán, titán-molybdén, mosadz-meď, nízkouhlíková oceľ-meď a iné rôzne kovy. Laserové zváranie je možné vykonávať za akýchkoľvek podmienok (plyn alebo teplota).
Ručné laserové zváracie stroje sú v súčasnosti široko používaným produktom v zváračskom priemysle, najmä preto, že hoci toto zariadenie vyzerá drahšie, dokáže výrazne ušetriť náklady na pracovnú silu. Náklady na pracovnú silu zváračov sú relatívne vysoké. Použitie tohto produktu rieši problém drahého a náročného náboru zváračov. Navyše, ručné laserové zváracie stroje si získali jednomyseľnú chválu od tisícov zákazníkov vďaka svojej dlhej životnosti a nízkej spotrebe energie.
Ak sa chcete dozvedieť viac o laserovom čistení alebo si chcete kúpiť najlepší laserový čistiaci stroj pre vás, zanechajte nám správu na našej webovej stránke a napíšte nám priamo e-mail!
Čas uverejnenia: 3. decembra 2022



