




Lazer kaynağıLazer işleme teknolojisinin önemli uygulamalarından biridir. Esas olarak ince cidarlı malzemelerin ve düşük hızlı kaynakların kaynaklanmasında kullanılır. Kaynak işlemi ısı iletimi tipindedir; yani lazer ışınları iş parçasının yüzeyini ısıtır ve yüzey ısısı ısı iletimi yoluyla içeriye yayılır. Lazer darbesinin genişliği, enerjisi, tepe gücü ve tekrarlama frekansı gibi parametreler kontrol edilerek, iş parçası belirli bir erimiş havuz oluşturacak şekilde erir. Makine imalatı, havacılık, otomotiv endüstrisi, toz metalurjisi, biyomedikal mikroelektronik endüstrisi ve diğer alanlarda daha yaygın olarak kullanılmaktadır.

Yeni enerji araçlarının hızla büyümesiyle birlikte, güç bataryası üretiminin genişlemesi lazer kaynak teknolojisinin de büyümesini tetikledi. 2018 yılının ikinci yarısından itibaren, elde taşınabilir lazer kaynak cihazları giderek popülerlik kazandı ve bu yılın ilk yarısında lazer kaynak pazarında öne çıkan bir nokta haline geldi. Mevcut teknik seviye ve uygulama senaryolarıyla birlikte,el tipi lazer kaynakBu nedenle, geleneksel TIG kaynak makinesi (argon ark kaynağı) pazarının yerini alması çok muhtemeldir.
Son yıllarda,fiber lazerlerFiber lazer kullanan el tipi lazer kaynak ekipmanları da büyük ilerleme kaydetmiş olup, başlıca avantajları şunlardır: yüksek fotoelektrik dönüşüm oranı, hızlı ısı dağılımı, iyi esneklik, güçlü parazit önleme yeteneği, düşük maliyet, uzun ömür, ayar gerektirmeme, bakım gerektirmeme, yüksek stabilite, küçük boyut. Ayrıca, fiber lazer kullanan el tipi lazer kaynak ekipmanları da kademeli olarak gelişmiştir.
Lazer kaynağıİş parçasının yüksek montaj hassasiyetini gerektirir ve kaynak dikişi kusurlara eğilimlidir. Bu sorunu çözmek için tasarımcı, özel düzlemdeki lazer kaynak ekipmanına başvurarak, salınım noktalı el tipi lazer kaynak ekipmanı geliştirdi. Lazerin "8" veya "0" şeklinde salınımı, iş parçasının montaj hassasiyetini azaltırken kaynak penetrasyonunu artırabilir. Bir dizi optimizasyon ve iyileştirmeden sonra, günümüzde yaygın olarak kullanılan el tipi lazer kaynak ekipmanları 0,5-1,5 kW güce sahiptir ve ekipmanın boyutu ve ağırlığı argon ark kaynak makinelerine eşdeğerdir ve 3 mm veya daha ince metal levhaları kaynaklayabilir. Lazer kaynaklı yapıların yetersiz kaynak mukavemeti dezavantajını gidermek için, son yıllarda ekipman üreticileri lazer kaynağı temelinde otomatik tel besleme cihazlarını entegre ederek, telleri otomatik olarak besleyebilen el tipi lazer tel beslemeli kaynak ekipmanları geliştirdiler ve bu da temel olarak 4 mm'nin altındaki ince metal levhaların ihtiyaçlarını karşılamaktadır. Bu kaynak yöntemi, temelde argon ark kaynağının yerini alabilir ve onu aşabilir; yüksek hız, düşük ısı girdisi, küçük deformasyon, düşük maliyet ve çevre dostu kaynak imkanı sağlar ve aynı koşullar altında üretim maliyeti argon ark kaynağına göre daha düşüktür.

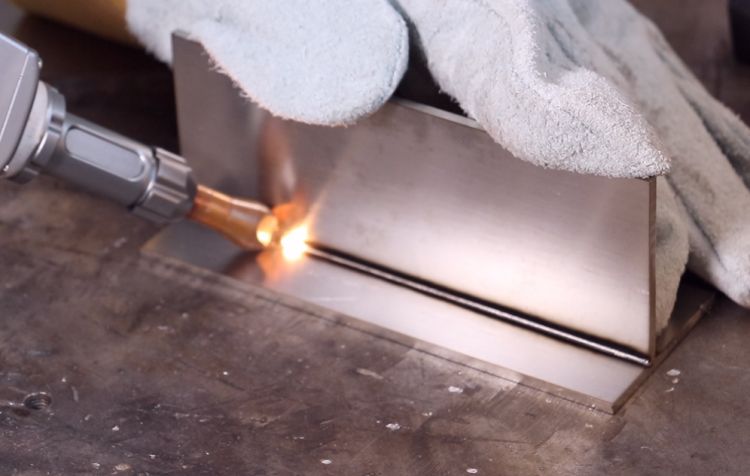
Çalışma sırasında, kaynak makinesinin el tipi başlığının tarama genişliği küçüktür ve nokta çapı da küçüktür; bu nedenle kaynak yaparken, bir noktadan diğerine satır satır tarama yaparak kaynak dikişi oluşturur. Geleneksel soğuk kaynak makinesiyle karşılaştırıldığında, el tipi lazer kaynak makinesinin kaynak hızı daha yüksektir ve tek seferde kaynak işlemi, uzun düz dikişlerin toplu kaynaklanması için daha uygun olmasını sağlar.
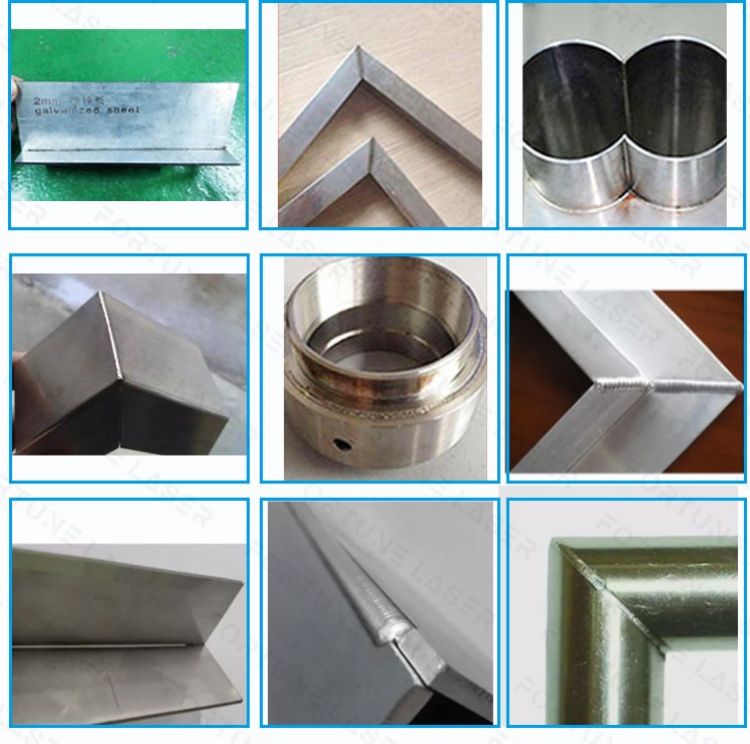
El tipi lazer kaynak makinesi az yer kaplar ve genellikle çeşitli el tipi kaynak başlıklarıyla donatılmıştır. Dış kaynak, iç kaynak, dik açı kaynağı, dar kenar kaynağı ve geniş nokta kaynağı gibi metal parçaların farklı ihtiyaçlarına göre farklı el tipi kaynak başlıkları seçilebilir. Kaynak yapılabilecek ürün çeşitliliği artar ve ürün şekli daha esnek hale gelir. Küçük ölçekli işleme ve büyük ölçekli olmayan kaynak işleriyle uğraşan üretim atölyeleri için el tipi lazer kaynak makineleri kesinlikle en iyi seçimdir.
Farklı metal malzemelerin farklı erime noktaları vardır: farklı kaynak malzemeleri için kaynak parametrelerinin ayarlanması nispeten karmaşıktır ve kaynak malzemelerinin termofiziksel özellikleri sıcaklık değişimleriyle farklılık gösterecektir; farklı malzeme türlerinin lazer için emilim oranı da sıcaklık değişimleriyle farklılık gösterecektir; lehim bağlantısının erimesi ve kaynak bölgesinin katılaşması sırasında ısıdan etkilenen bölgenin yapısal evrimi; el tipi lazer kaynak makinesinin bağlantı kusurları, kaynak katılım gerilimi ve termal deformasyon vb. Ancak en önemlisi, kaynak malzemelerinin özelliklerindeki farklılığın kaynağın makro ve mikro özelliklerine etkisidir.
Hangi malzemeler kullanılabilir?el tipi lazer kaynak makinesikaynak?
1. Paslanmaz çelik
Paslanmaz çeliğin termal genleşme katsayısı yüksektir ve kaynak sırasında aşırı ısınmaya eğilimlidir. Isıdan etkilenen bölge biraz büyük olduğunda, ciddi deformasyon sorunlarına neden olur. Bununla birlikte, el tipi lazer kaynak makinesinin tüm kaynak işlemi boyunca ürettiği ısı düşüktür. Paslanmaz çeliğin nispeten düşük ısı iletkenliği, yüksek enerji emme oranı ve erime verimliliği ile birleştiğinde, kaynak sonrasında iyi şekillendirilmiş, pürüzsüz ve güzel kaynaklar elde edilebilir.
2. Karbon çeliği
Sıradan karbon çeliği, elle tutulan lazer kaynağı ile doğrudan kaynaklanabilir; etkisi paslanmaz çelik kaynağına benzer ve ısıdan etkilenen bölge daha küçüktür. Ancak orta ve yüksek karbonlu çelik kaynaklandığında, artık sıcaklık nispeten yüksektir, bu nedenle kaynak öncesinde ön ısıtma ve kaynak sonrasında ısıyı koruma, gerilimi azaltmak ve çatlakları önlemek için gereklidir. Burada soğuk kaynak makinesinden bahsedebiliriz. Orta ve yüksek karbonlu çelik, soğuk kaynak ve dökme demir kaynak teli ile düşük hızda kaynaklanabilir veya onarılabilir. Sıcaklık kontrolü açısından, soğuk kaynak makinesi, kaynak sonrası ısı kalıntısı konusunda elle tutulan lazer kaynağına göre daha verimlidir.
3. Kalıp çeliği
Çeşitli tipteki kalıp çeliklerinin kaynaklanması için uygundur ve kaynak etkisi çok iyidir.
4. Alüminyum ve alüminyum alaşımı
Alüminyum ve alüminyum alaşımları yüksek yansıtıcı özelliğe sahip malzemelerdir ve kaynak sırasında erimiş havuzda veya kaynak kökünde gözeneklilik oluşabilir. Önceki metal malzemelerle karşılaştırıldığında, alüminyum ve alüminyum alaşımları daha yüksek parametre gereksinimlerine sahiptir, ancak seçilen kaynak parametreleri uygun olduğu sürece, ana metal ile aynı mekanik özelliklere sahip kaynak dikişi elde edilebilir.
5. Bakır ve bakır alaşımları
Bakırın ısı iletkenliği çok yüksektir ve kaynak sırasında eksik nüfuz ve kısmi kaynaşmaya neden olması kolaydır. Genellikle, kaynak işlemi sırasında kaynak işlemini kolaylaştırmak için bakır malzeme ısıtılır. Burada ince bakır malzemelerden bahsediyoruz. El tipi lazer kaynağı, yoğunlaştırılmış enerjisi ve hızlı kaynak hızı sayesinde bakırın yüksek ısı iletkenliğinden daha az etkilenir ve doğrudan kaynak yapabilir.
6. Farklı malzemeler arasında kaynak yapılması
El tipi lazer kaynak makinesi, bakır-nikel, nikel-titanyum, bakır-titanyum, titanyum-molibden, pirinç-bakır, düşük karbonlu çelik-bakır ve diğer farklı metaller gibi çeşitli farklı metaller arasında kaynak yapabilir. Lazer kaynağı her türlü koşulda (gaz veya sıcaklık) gerçekleştirilebilir.
El tipi lazer kaynak makinesi, kaynak endüstrisinde yaygın olarak kullanılan bir üründür; bunun başlıca nedeni, daha pahalı görünmesine rağmen işçilik maliyetlerinden önemli ölçüde tasarruf sağlamasıdır. Kaynakçıların işçilik maliyeti nispeten yüksektir. Bu ürün, pahalı ve zor bulunan kaynakçı bulma sorununu çözmektedir. Dahası, el tipi lazer kaynak makinesi, uzun kullanım ömrü ve düşük enerji tüketimi nedeniyle binlerce müşteriden oybirliğiyle övgü almıştır.
Lazerle temizleme hakkında daha fazla bilgi edinmek veya size en uygun lazerle temizleme cihazını satın almak istiyorsanız, lütfen web sitemiz üzerinden mesaj bırakın veya doğrudan bize e-posta gönderin!
Yayın tarihi: 03-12-2022



