




W ostatnich latach, w związku z odzyskiwaniem powierzchni gruntów uprawnych i wzrostem wskaźnika ponownego zalesiania, popyt na maszyny rolnicze ze strony „rolnictwa, obszarów wiejskich i rolników” będzie wykazywał silną tendencję wzrostową, rosnąc w tempie 8% rok do roku. Przemysł maszyn rolniczych rozwijał się bardzo dynamicznie. W 2007 roku osiągnął roczną wartość produkcji brutto na poziomie 150 miliardów dolarów. Maszyny i urządzenia rolnicze wykazują tendencję rozwojową dywersyfikacji, specjalizacji i automatyzacji.
Szybki rozwój przemysłu maszyn rolniczych stwarza pilne zapotrzebowanie na nowoczesne technologie przetwórcze. Ciągła modernizacja maszyn rolniczych i opracowywanie nowych produktów stawiają nowe wymagania w zakresie nowych metod przetwarzania, takich jak CAD/CAM, technologia obróbki laserowej, CNC i automatyzacja itp. Zastosowanie tych zaawansowanych technologii przyspieszy proces modernizacji maszyn rolniczych w moim kraju.
Analiza zalet maszyn do cięcia laserowego w przemyśle maszyn rolniczych:
Rodzaje maszyn rolniczych są zazwyczaj zróżnicowane i wyspecjalizowane. Wśród nich, popyt na duże i średnie ciągniki, wysokowydajne maszyny do zbioru oraz duże i średnie siewniki znacznie wzrósł. Typowy sprzęt mechaniczny, taki jak ciągniki dużej i średniej mocy, średnie i duże kombajny do pszenicy, kombajny do kukurydzy, siewniki do siewu bezorkowego pszenicy i kukurydzy itp.
Do obróbki blachą części maszyn rolniczych zazwyczaj stosuje się blachy stalowe o grubości 4-6 mm. Istnieje wiele rodzajów części blaszanych, które szybko się unowocześniają. Tradycyjna obróbka blachą części maszyn rolniczych zazwyczaj wykorzystuje metody wykrawania, które powodują duże straty formy. Zazwyczaj duży producent maszyn rolniczych wykorzystuje magazyn, w którym przechowywane są formy, o powierzchni prawie 300 metrów kwadratowych. Tradycyjna obróbka części znacznie ogranicza szybką modernizację produktów i rozwój technologii, a elastyczne zalety obróbki laserowej są tego doskonałym przykładem.
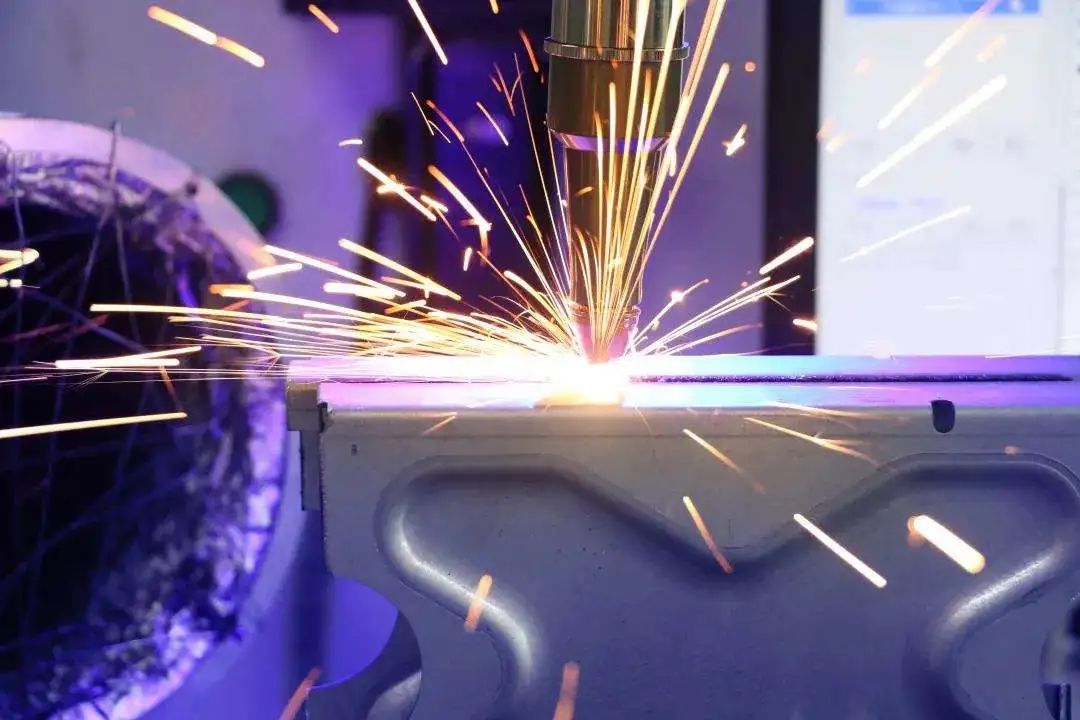
Cięcie laserowe wykorzystuje wiązkę lasera o dużej mocy do napromieniowania ciętego materiału, dzięki czemu materiał jest szybko podgrzewany do temperatury parowania i odparowuje, tworząc otwory. W miarę przesuwania się wiązki po materiale, otwory tworzą się w sposób ciągły, tworząc wąskie szczeliny (na przykład około 0,1 mm). ) szczelina, aby dokończyć cięcie materiału.
Cięcie laserowe charakteryzuje się nie tylko wąskimi szczelinami tnącymi, niewielkimi odkształceniami, wysoką precyzją, szybkością, wydajnością i niskimi kosztami, ale także eliminuje konieczność wymiany form i narzędzi oraz skraca czas przygotowania produkcji. Wiązka laserowa nie wywiera nacisku na obrabiany przedmiot. Jest to narzędzie tnące bezkontaktowe, co oznacza, że nie dochodzi do mechanicznego odkształcenia przedmiotu obrabianego; nie ma potrzeby uwzględniania twardości materiału podczas cięcia, co oznacza, że twardość materiału nie wpływa na zdolność cięcia laserowego. Można ciąć wszystkie materiały.
Cięcie laserowe stało się technologicznym kierunkiem rozwoju nowoczesnej obróbki metali ze względu na wysoką prędkość, precyzję, wysoką jakość, energooszczędność i ochronę środowiska. W porównaniu z innymi metodami cięcia, największą różnicą między cięciem laserowym a laserowym jest wysoka prędkość, precyzja i wszechstronność. Jednocześnie, cięcie laserowe charakteryzuje się drobnymi szczelinami, małymi strefami wpływu ciepła, dobrą jakością powierzchni cięcia, cichą pracą, dobrą pionowością krawędzi cięcia, gładkimi krawędziami cięcia oraz łatwą automatyzacją procesu cięcia.
Czas publikacji: 26-03-2024



