




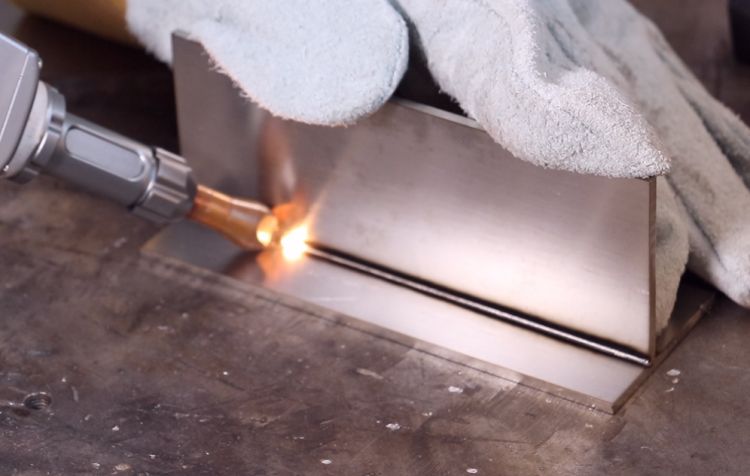
Lézeres hegesztésA lézeres megmunkálási anyagfeldolgozási technológia alkalmazásának egyik fontos aspektusa. Főleg vékony falú anyagok hegesztésére és alacsony sebességű hegesztésre használják. A hegesztési eljárás a hővezetéses típusba tartozik, azaz a lézersugárzás felmelegíti a munkadarab felületét, és a felületi hő hővezetés útján diffundál a belsejébe. A lézerimpulzus szélességének, energiájának, csúcsteljesítményének és ismétlési frekvenciájának szabályozásával a munkadarab megolvad, és egy speciális olvadékfürdőt képez. Szélesebb körben használják a gépgyártásban, a repülőgépiparban, az autóiparban, a porkohászatban, a biomedicinális mikroelektronikai iparban és más területeken.

Az új energiahordozók robbanásszerű növekedésével az akkumulátorok gyártásának bővülése a lézerhegesztés növekedését hajtotta. 2018 második fele óta a kézi lézerhegesztés fokozatosan népszerűvé vált, és az idei év első felében a lézerhegesztés piacának egyik fénypontjává vált. A jelenlegi technikai szinttel és alkalmazási forgatókönyvekkelkézi lézerhegesztés, nagy valószínűséggel felváltja majd a hagyományos TIG hegesztőgépek (argoníves hegesztés) piacát.
Az utóbbi évekbenszálas lézereknagy előrelépést tettek, és előnyeik főként a következők: magas fotoelektromos konverziós arány, gyors hőelvezetés, jó rugalmasság, erős interferencia-ellenállás, alacsony költség, hosszú élettartam, beállításmentes, karbantartásmentes, nagy stabilitás, kis méret, A szálas lézereket használó kézi lézerhegesztő berendezések is fokozatosan fejlődtek.
Lézeres hegesztésA munkadarab nagy összeszerelési pontosságát igényli, és a hegesztési varrat hajlamos a hibákra. A probléma megoldására a tervező speciális síkú lézerhegesztő berendezésekre hivatkozva fejlesztett ki egy lengőponttal ellátott kézi lézerhegesztő berendezést. A "8" vagy "0" típusú lengés alakú lézer csökkentheti a munkadarab összeszerelési pontosságát és növelheti a hegesztési penetrációt. Számos optimalizálás és fejlesztés után a jelenlegi elterjedt kézi lézerhegesztő berendezések teljesítménye 0,5-1,5 kW, mérete és súlya pedig megegyezik az argon ívhegesztő gépekével, amelyek 3 mm-es vagy annál kisebb fémlemezeket tudnak hegeszteni. A lézerhegesztő szerkezetek elégtelen hegesztési szilárdságának hiányosságainak megoldása érdekében az elmúlt években a berendezésgyártók a lézerhegesztés alapján automatikus huzaladagoló berendezéseket integráltak, és kézi lézeres huzaltöltő hegesztőberendezéseket fejlesztettek ki, amelyek automatikusan képesek a huzalok betáplálására, ami alapvetően kielégíti a 4 m alatti vékony fémlemezek igényeit. A hegesztés alapvetően helyettesítheti és felülmúlhatja az argon ívhegesztést, nagy sebességet, alacsony hőbevitelt, kis deformációt, alacsony költségű környezetvédelmi hegesztést valósíthat meg, és a gyártási költség alacsonyabb, mint az argon ívhegesztésé azonos feltételek mellett.

Munka közben a hegesztőgép kézi feje szkennelési szélességgel rendelkezik, és a pontátmérője kicsi, így hegesztéskor egyik pontról a másikra, vonalról vonalra szkennel, így hegesztési varratot képez. A hagyományos hideghegesztőgéphez képest a kézi lézerhegesztés hegesztési sebessége gyorsabb lesz, és az egylépéses hegesztési eljárás miatt alkalmasabb hosszú, egyenes varratok tömeges hegesztésére.
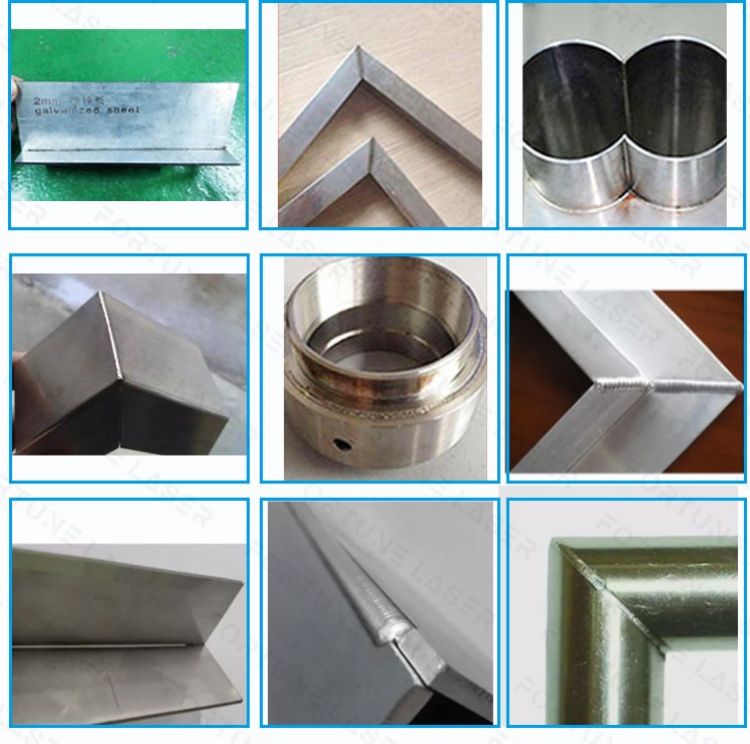
A kézi lézerhegesztőgép kevés helyet foglal, és általában különféle kézi fejekkel van felszerelve. A fém alkatrészek különböző igényei szerint, például külső hegesztés, belső hegesztés, derékszögű hegesztés, keskeny élhegesztés és nagy ponthegesztés, különböző kézi hegesztőfejek választhatók. A hegeszthető termékek változatosak, és a termék alakja rugalmasabb. A kisüzemi feldolgozással és nem nagyüzemi hegesztéssel foglalkozó gyártóműhelyek számára a kézi lézerhegesztőgépek mindenképpen a legjobb választást jelentik.
A különböző fémek olvadáspontja eltérő: a különböző típusú hegesztőanyagok hegesztési paramétereinek beállítása viszonylag bonyolult, és a hegesztőanyagok termofizikai tulajdonságai eltérőek lesznek a hőmérsékletváltozással; a különböző típusú anyagok lézeres abszorpciós sebessége is változik a hőmérsékletváltozásokkal; a forrasztási kötés olvadása és a hőhatásnak kitett terület szerkezeti fejlődése a hegesztett kötés megszilárdulása során; a kézi lézeres hegesztőgép csatlakozási hibái, a hegesztési részvételi feszültség és a hődeformáció stb. A legfontosabb azonban a hegesztőanyagok tulajdonságainak különbségeinek hatása a hegesztés makro- és mikrotulajdonságaira.
Milyen anyagok lehetnekkézi lézeres hegesztőgéphegesztés?
1. Rozsdamentes acél
A rozsdamentes acél magas hőtágulási együtthatóval rendelkezik, és hegesztés közben hajlamos a túlmelegedésre. Ha a hőhatásövezet kissé nagy, az komoly deformációs problémákat okoz. A kézi lézerhegesztőgép által a teljes hegesztési folyamat során termelt hő azonban alacsony. A rozsdamentes acél viszonylag alacsony hővezető képességével, magas energiaelnyelési sebességével és olvasztási hatékonyságával párosulva jól formált, sima és szép hegesztési varratokat kaphatunk a hegesztés után.
2. Szénacél
A közönséges szénacél közvetlenül hegeszthető kézi lézerhegesztéssel, a hatás összehasonlítható a rozsdamentes acél hegesztésével, és a hőhatásövezet kisebb, de közepes és nagy széntartalmú acél hegesztésekor a maradék hőmérséklet viszonylag magas, ezért hegesztés előtt továbbra is hegeszteni kell. Hegesztés után előmelegítés és hőmegőrzés szükséges a feszültség enyhítésére és a repedések elkerülésére. Itt beszélhetünk a hideghegesztőgépről. A közepes és nagy széntartalmú acél hideghegesztéssel és öntöttvas hegesztőhuzallal lassú sebességgel hegeszthető vagy javítható. A hőmérséklet-szabályozás, a hőmérséklet-szabályozás és a hőmérséklet-szabályozás szempontjából a hideghegesztőgép hatékonyabbá teheti a kézi lézerhegesztést a hegesztés utáni hőmaradványokon.
3. Acélszerszám
Különböző típusú acélok hegesztésére alkalmas, és a hegesztési hatásfok nagyon jó.
4. Alumínium és alumíniumötvözet
Az alumínium és az alumíniumötvözetek erősen fényvisszaverő anyagok, és hegesztés során porozitás jelenhet meg az olvadékban vagy a hegesztőgyökérben. A korábbi fémekhez képest az alumíniumnak és az alumíniumötvözeteknek magasabbak a paraméterkövetelményeik, de amennyiben a kiválasztott hegesztési paraméterek megfelelőek, az alapfémmel megegyező mechanikai tulajdonságokkal rendelkező hegesztési varrat érhető el.
5. Réz és rézötvözet
A réz hővezető képessége nagyon magas, és hegesztés során könnyen előfordulhat hiányos behatolás és részleges olvadás. A rézanyagot általában a hegesztési folyamat során melegítik a hegesztés elősegítése érdekében. Itt vékony rézanyagokról beszélünk. A kézi lézerhegesztés közvetlenül a hegesztést végezheti, koncentrált energiája és gyors hegesztési sebessége miatt, így a réz magas hővezető képessége kevésbé befolyásolja.
6. Különböző anyagok közötti hegesztés
A kézi lézerhegesztőgép számos különböző fém, például réz-nikkel, nikkel-titán, réz-titán, titán-molibdén, sárgaréz-réz, alacsony széntartalmú acél-réz és más különböző fémek hegesztésére alkalmas. A lézerhegesztés bármilyen körülmények között (gáz vagy hőmérséklet) elvégezhető.
A kézi lézerhegesztőgép jelenleg széles körben használt termék a hegesztőiparban, főként azért, mert bár ez a berendezés drágábbnak tűnik, nagyon jól megtakaríthatja a munkaerőköltségeket. A hegesztők munkaerőköltsége viszonylag magas. Ennek a terméknek a használata megoldja a hegesztők drága és nehéz toborzásának problémáját. Ezenkívül a kézi lézerhegesztőgép több ezer vásárló egyhangú dicséretét vívta ki hosszú élettartama és alacsony energiafogyasztása miatt.
Ha többet szeretne megtudni a lézeres tisztításról, vagy megvásárolná az Önnek legmegfelelőbb lézeres tisztítógépet, kérjük, hagyjon üzenetet weboldalunkon, és írjon nekünk közvetlenül!
Közzététel ideje: 2022. dec. 03.



