




Lasera veldadoestas unu el la gravaj aspektoj de la apliko de lasera prilaborado de materialteknologio. Ĝi estas ĉefe uzata por veldado de maldikmuraj materialoj kaj malrapida veldado. La veldprocezo apartenas al la varmokondukta tipo, tio estas, la lasera radiado varmigas la surfacon de la laborpeco, kaj la surfaca varmo difuzas internen per varmokondukto. Per kontrolado de parametroj kiel la larĝo, energio, pinta potenco kaj ripetfrekvenco de la laserpulso, la laborpeco fandiĝas por formi specifan fanditan naĝejon. Pli vaste uzata en maŝinfabrikado, aerspaca, aŭtomobila industrio, pulvormetalurgio, biomedicina mikroelektronika industrio kaj aliaj kampoj.

Kun la eksplodema kresko de novenergiaj veturiloj, la vastiĝo de produktado de elektraj baterioj pelis la kreskon de laserveldado. Ekde la dua duono de 2018, portebla laserveldado iom post iom gajnis popularecon, kaj fariĝis brila punkto en la merkato de laserveldado en la unua duono de ĉi tiu jaro. Kun la nuna teknika nivelo kaj aplikaj scenaroj deportebla lasera veldado, ĝi tre verŝajne anstataŭigos la tradician merkaton de TIG-veldmaŝinoj (argona arka veldado).
En la lastaj jaroj,fibraj laserojfaris grandan progreson, kaj iliaj avantaĝoj ĉefe inkluzivas: altan fotoelektran konvertan rapidecon, rapidan varmodisradiadon, bonan flekseblecon, fortan kontraŭinterferan kapablon, malaltan koston, longan vivon, senalĝustigon, senprizorgadon, altan stabilecon, malgrandan grandecon, Mane tenataj laseraj veldaj ekipaĵoj uzantaj fibrajn laserojn ankaŭ iom post iom evoluis.
Lasera veldadopostulas altan kunmetprecizecon de la laborpeco, kaj la veldsuturo emas al difektoj. Por solvi ĉi tiun problemon, la dizajnisto uzis specialan laserveldan ekipaĵon por disvolvi porteblan laserveldan ekipaĵon kun svinga punkto. La lasero havas la formon de "8" aŭ "0" kaj povas redukti la kunmetprecizecon de la laborpeco kaj pliigi la veldan penetron. Post serio da optimigoj kaj plibonigoj, la nuna komuna portebla laservelda ekipaĵo havas potencon de 0,5-1,5 kW, kaj la grandeco kaj pezo de la ekipaĵo estas ekvivalentaj al argonarkaj veldmaŝinoj, kiuj povas veldi metalajn platojn de 3 mm aŭ malpli. Por solvi la mankojn de nesufiĉa veldforto de laserveldaj strukturoj, en la lastaj jaroj, ekipaĵfabrikistoj integris aŭtomatajn dratnutrajn aparatojn surbaze de laserveldado, kaj disvolvis porteblan laseran dratplenigan veldaparaton, kiu povas aŭtomate nutri dratojn, kio baze plenumas la bezonojn de maldikaj metalaj platoj sub 4 m. La veldado povas esence anstataŭigi kaj superi argonan arkan veldadon, realigi altan rapidecon, malaltan varmo-enigon, malgrandan deformadon, malaltkostan mediprotektan veldadon, kaj la fabrikada kosto estas pli malalta ol tiu de argona arka veldado sub la samaj kondiĉoj.

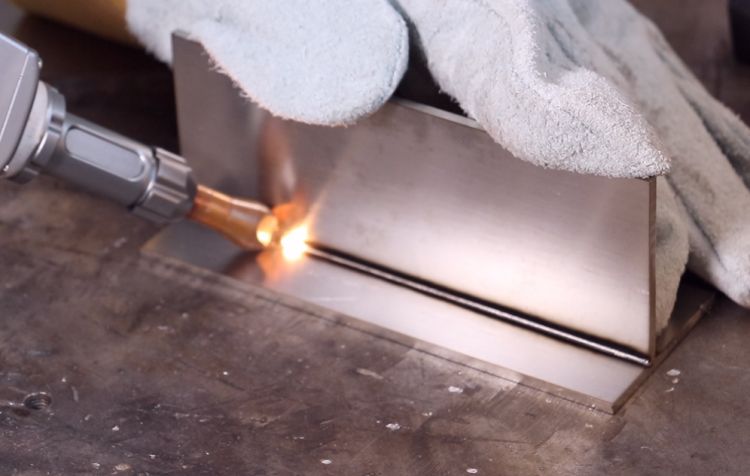
Dum laborado, la portebla kapo de la veldmaŝino havas skanan larĝon, kaj ĝia punkta diametro estas malgranda, do dum veldado, ĝi skanas de unu punkto al alia punkto linion post linio, tiel formante veldringon. Kompare kun la tradicia malvarma veldmaŝino, la veldrapido de la portebla lasera veldado estos pli rapida, kaj la unu-pafa veldprocezo determinas, ke ĝi estas pli taŭga por amasa veldado de longaj rektaj juntoj.
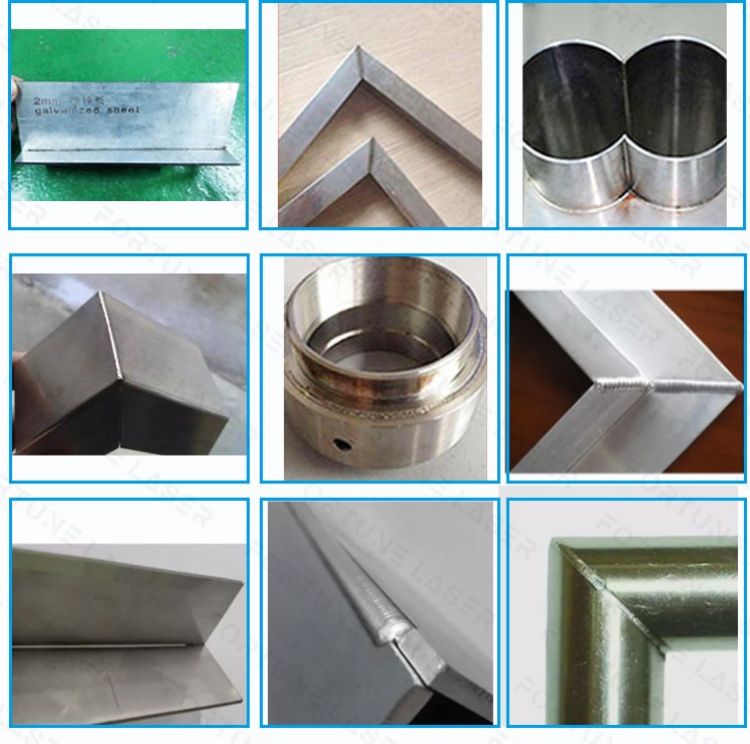
Kaj la portebla lasera veldmaŝino okupas malmulte da spaco, kaj kutime estas ekipita per diversaj porteblaj kapoj. Laŭ la diversaj bezonoj de metalaj partoj, kiel ekstera veldado, interna veldado, ortangula veldado, mallarĝranda veldado kaj grandpunkta veldado, oni povas elekti diversajn porteblajn veldkapojn. La veldeblaj produktoj estas diversaj, kaj la produkta formo estas pli fleksebla. Por produktadlaborejoj okupiĝantaj pri malgrandskala prilaborado kaj ne-grandskala veldado, porteblaj laseraj veldmaŝinoj estas sendube la plej bona elekto.
Malsamaj metalaj materialoj havas malsamajn fandopunktojn: la agordo de veldaj parametroj por malsamaj specoj de veldaj materialoj estas relative komplika, kaj la termofizikaj ecoj de veldaj materialoj montros malsamajn diferencojn kun temperaturŝanĝoj; la absorba rapideco de malsamaj specoj de materialoj por lasero ankaŭ varios laŭ la temperaturŝanĝoj; la fandado de la lutaĵjunto kaj la struktura evoluo de la varmo-trafita areo dum la solidiĝo de la veldaĵo; la juntodifektoj de la portebla lasera veldmaŝino, la partoprena streĉo en la veldado kaj la termika deformado, ktp. Sed la plej grava estas la influo de la diferenco en la ecoj de la veldaj materialoj sur la makro- kaj mikro-ecojn de la veldaĵo.
Kiuj materialoj povasportebla lasera veldmaŝinoveldi?
1. Neoksidebla ŝtalo
Neoksidebla ŝtalo havas altan koeficienton de termika ekspansio, kaj ĝi emas trovarmiĝi dum veldado. Kiam la varmo-trafita zono estas iom granda, ĝi kaŭzos gravajn problemojn pri deformado. Tamen, la varmo generita de la portebla lasera veldmaŝino dum la tuta velda procezo estas malalta. Kune kun la relative malalta termika konduktiveco, alta energia sorba rapideco kaj fandefikeco de neoksidebla ŝtalo, oni povas akiri bone formitajn, glatajn kaj belajn veldsuturojn post veldado.
2. Karbona ŝtalo
Ordinara karbonŝtalo povas esti veldita rekte per mana lasera veldado, la efiko estas komparebla al veldado per rustorezista ŝtalo, kaj la varmo-trafita zono estas pli malgranda, sed dum veldado de meza kaj alta karbonŝtalo, la resta temperaturo estas relative alta, do ankoraŭ necesas veldi antaŭ veldado. Antaŭvarmigo kaj varmokonservado post veldado malpezigas streĉon kaj evitas fendetojn. Ĉi tie ni povas paroli pri la malvarma veldmaŝino. Meza kaj alta karbonŝtalo povas esti veldita aŭ riparita malrapide per malvarma veldado kaj gisfera veldrato. Rilate al temperaturkontrolo, temperaturkontrolo kaj temperaturkontrolo, la malvarma veldmaŝino povas instrui al mana laserveldado pli efikan varmorestaĵon post veldado.
3. Ŝtalo
Ĝi taŭgas por veldado de diversaj specoj de ŝtalo, kaj la velda efiko estas tre bona.
4. Aluminio kaj aluminia alojo
Aluminio kaj aluminiaj alojoj estas tre reflektaj materialoj, kaj poreco povas aperi en la fandita lageto aŭ ĉe la radiko dum veldado. Kompare kun antaŭaj metalaj materialoj, aluminio kaj aluminiaj alojoj havas pli altajn postulojn pri parametroj, sed kondiĉe ke la elektitaj veldparametroj estas taŭgaj, oni povas atingi veldaĵon kun la samaj mekanikaj ecoj kiel la bazmetalo.
5. Kupro kaj kupra alojo
La varmokondukteco de kupro estas tre forta, kaj facile povas kaŭzi nekompletan penetron kaj partan fuzion dum veldado. Kutime, la kupra materialo estas varmigita dum la veldadprocezo por helpi veldadon. Ĉi tie ni parolas pri maldikaj kupraj materialoj. Mane tenata lasera veldado povas rekte atingi la celon. Veldado, pro sia koncentrita energio kaj rapida veldrapido, estas malpli influata de la alta varmokondukteco de kupro.
6. Veldado inter malsimilaj materialoj
La portebla lasera veldmaŝino povas esti efektivigita inter diversaj malsimilaj metaloj, kiel ekzemple kupro-nikelo, nikelo-titanio, kupro-titanio, titanio-molibdeno, latuno-kupro, malaltkarbona ŝtalo-kupro kaj aliaj malsimilaj metaloj. Lasera veldado povas esti efektivigita sub iuj ajn kondiĉoj (gaso aŭ temperaturo).
Mane tenebla lasera veldmaŝino estas nuntempe vaste uzata produkto en la velda industrio, ĉefe ĉar kvankam ĉi tiu ekipaĵo aspektas pli multekosta, ĝi povas tre bone ŝpari laborkostojn. La laborkosto de veldistoj estas relative multekosta. Uzante ĉi tiun produkton, la produkto solvas la problemon de multekosta kaj malfacila dungado de veldistoj. Krome, la manne tenebla lasera veldmaŝino gajnis unuaniman laŭdon de miloj da klientoj pro sia longa servodaŭro kaj malalta energikonsumo.
Se vi volas lerni pli pri lasera purigado, aŭ volas aĉeti la plej bonan laseran purigilon por vi, bonvolu lasi mesaĝon en nia retejo kaj retpoŝti nin rekte!
Afiŝtempo: Dec-03-2022



