




Weldio laseryn un o agweddau pwysig cymhwyso technoleg prosesu deunyddiau prosesu laser. Fe'i defnyddir yn bennaf ar gyfer weldio deunyddiau waliau tenau a weldio cyflymder isel. Mae'r broses weldio yn perthyn i'r math dargludiad gwres, hynny yw, mae'r ymbelydredd laser yn cynhesu wyneb y darn gwaith, ac mae'r gwres wyneb yn tryledu i'r tu mewn trwy ddargludiad gwres. Trwy reoli paramedrau fel lled, egni, pŵer brig ac amlder ailadrodd pwls y laser, mae'r darn gwaith yn toddi i ffurfio pwll tawdd penodol. Fe'i defnyddir yn fwy eang mewn gweithgynhyrchu peiriannau, awyrofod, diwydiant modurol, meteleg powdr, diwydiant microelectroneg biofeddygol a meysydd eraill.

Gyda thwf ffrwydrol cerbydau ynni newydd, mae ehangu cynhyrchu batris pŵer wedi sbarduno twf weldio laser. Ers ail hanner 2018, mae weldio laser llaw wedi ennill poblogrwydd yn raddol, ac mae wedi dod yn fan disglair yn y farchnad weldio laser yn hanner cyntaf y flwyddyn hon. Gyda'r lefel dechnegol gyfredol a senarios cymhwysiadweldio laser â llaw, mae'n debygol iawn y bydd yn disodli'r farchnad peiriant weldio TIG traddodiadol (weldio arc argon).
Yn ystod y blynyddoedd diwethaf,laserau ffibrwedi gwneud cynnydd mawr, ac mae eu manteision yn bennaf yn cynnwys: cyfradd trosi ffotodrydanol uchel, afradu gwres cyflym, hyblygrwydd da, gallu gwrth-ymyrraeth cryf, cost isel, oes hir, heb addasu, heb gynnal a chadw, sefydlogrwydd uchel, maint bach, Mae offer weldio laser llaw gan ddefnyddio laserau ffibr hefyd wedi datblygu'n raddol.
Weldio lasermae angen cywirdeb cydosod uchel ar y darn gwaith, ac mae'r sêm weldio yn dueddol o ddiffygion. I ddatrys y broblem hon, mae'r dylunydd yn cyfeirio at offer weldio laser yr awyren arbennig i ddatblygu offer weldio laser llaw gyda man siglo. Gall y laser ar siâp siglo math "8" neu "0" leihau cywirdeb cydosod y darn gwaith a chynyddu'r treiddiad weldio. Ar ôl cyfres o optimeiddio a gwella, mae gan yr offer weldio laser llaw cyffredin cyfredol bŵer o 0.5-1.5KW, ac mae maint a phwysau'r offer yn cyfateb i beiriannau weldio arc argon, a all weldio platiau metel o 3mm neu lai. Er mwyn datrys diffygion cryfder weldio annigonol strwythurau weldio laser, yn ystod y blynyddoedd diwethaf, mae gweithgynhyrchwyr offer wedi integreiddio dyfeisiau bwydo gwifrau awtomatig ar sail weldio laser, ac wedi datblygu offer weldio llenwi gwifrau laser llaw a all fwydo gwifrau'n awtomatig, sydd yn y bôn yn diwallu anghenion platiau metel tenau o dan 4m. Gall y weldio ddisodli a rhagori ar weldio arc argon yn y bôn, sylweddoli cyflymder uchel, mewnbwn gwres isel, anffurfiad bach, weldio diogelu'r amgylchedd cost isel, ac mae'r gost gweithgynhyrchu yn is na chost weldio arc argon o dan yr un amodau.

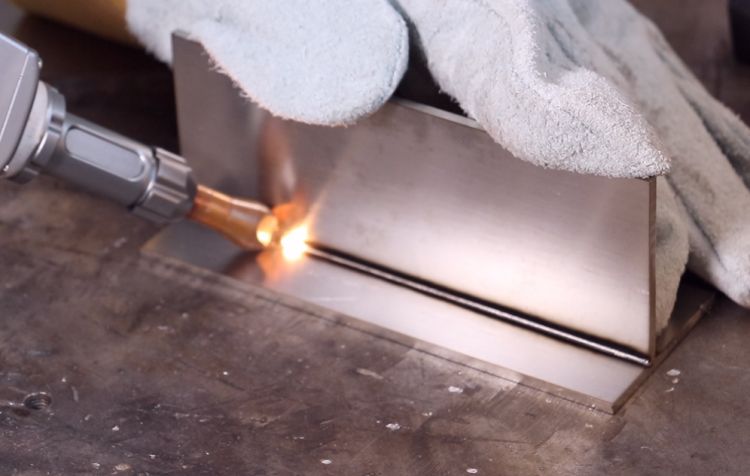
Wrth weithio, mae gan ben llaw'r peiriant weldio led sganio, ac mae ei ddiamedr man yn fach, felly wrth weldio, mae'n sganio o un pwynt i'r llall llinell wrth linell, gan ffurfio glein weldio. O'i gymharu â'r peiriant weldio oer traddodiadol, bydd cyflymder weldio'r weldio laser llaw yn gyflymach, ac mae'r broses weldio un ergyd yn pennu ei bod yn fwy addas ar gyfer weldio màs gwythiennau hir syth.
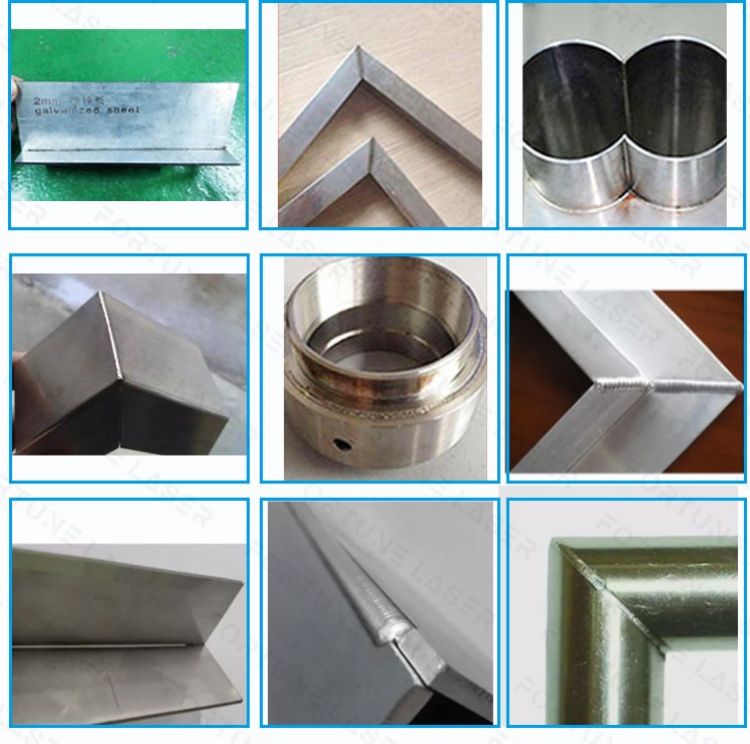
Ac mae'r peiriant weldio laser llaw yn cymryd ychydig o le, ac fel arfer mae ganddo amrywiaeth o bennau llaw. Yn ôl gwahanol anghenion rhannau metel fel weldio allanol, weldio mewnol, weldio ongl sgwâr, weldio ymyl gul, a weldio mannau mawr, gellir dewis gwahanol bennau weldio llaw. Mae'r cynhyrchion y gellir eu weldio yn amrywiol, ac mae siâp y cynnyrch yn fwy hyblyg. Ar gyfer gweithdai cynhyrchu sy'n ymwneud â phrosesu ar raddfa fach a weldio nad yw ar raddfa fawr, peiriannau weldio laser llaw yw'r dewis gorau yn bendant.
Mae gan wahanol ddeunyddiau metel bwyntiau toddi gwahanol: mae gosod paramedrau weldio ar gyfer gwahanol fathau o ddeunyddiau weldio yn gymharol gymhleth, a bydd priodweddau thermoffisegol deunyddiau weldio yn dangos gwahanol wahaniaethau gyda newidiadau tymheredd; bydd cyfradd amsugno gwahanol fathau o ddeunyddiau ar gyfer laser hefyd yn amrywio gyda Mae'r newidiadau tymheredd yn dangos gwahanol wahaniaethau; toddi cymal y sodr ac esblygiad strwythurol yr ardal yr effeithir arni gan wres yn ystod solidio'r weldiad; diffygion cymal y peiriant weldio laser llaw, straen cyfranogiad weldio ac anffurfiad thermol, ac ati. Ond yr un pwysicaf yw dylanwad y gwahaniaeth ym mhriodweddau'r deunyddiau weldio ar briodweddau macro a micro'r weldiad.
Pa ddeunyddiau allpeiriant weldio laser llawweldio?
1. Dur di-staen
Mae gan ddur di-staen gyfernod ehangu thermol uchel, ac mae'n dueddol o orboethi yn ystod weldio. Pan fydd y parth yr effeithir arno gan wres ychydig yn fawr, bydd yn achosi problemau anffurfiad difrifol. Fodd bynnag, mae'r gwres a gynhyrchir gan y peiriant weldio laser llaw yn ystod y broses weldio gyfan yn isel. Ynghyd â'r dargludedd thermol cymharol isel, y gyfradd amsugno ynni uchel ac effeithlonrwydd toddi dur di-staen, gellir cael weldiadau wedi'u ffurfio'n dda, llyfn a hardd ar ôl weldio.
2. Dur carbon
Gellir weldio dur carbon cyffredin yn uniongyrchol trwy weldio laser â llaw, mae'r effaith yn gymharol â weldio dur di-staen, ac mae'r parth yr effeithir arno gan wres yn llai, ond wrth weldio dur carbon canolig ac uchel, mae'r tymheredd gweddilliol yn gymharol uchel, felly mae'n dal yn angenrheidiol weldio cyn weldio. Cynhesu ymlaen llaw a chadw gwres ar ôl weldio i leddfu straen ac osgoi craciau. Yma gallwn siarad am y peiriant weldio oer. Gellir weldio neu atgyweirio dur carbon canolig ac uchel ar gyflymder araf gyda weldio oer a gwifren weldio haearn bwrw. O ran rheoli tymheredd, rheoli tymheredd, a rheoli tymheredd, gall y peiriant weldio oer ddysgu weldio laser â llaw yn fwy effeithlon ar y gweddillion gwres ar ôl weldio.
3. Dur marw
Mae'n addas ar gyfer weldio gwahanol fathau o ddur marw, ac mae'r effaith weldio yn dda iawn.
4. Alwminiwm ac aloi alwminiwm
Mae alwminiwm ac aloion alwminiwm yn ddeunyddiau adlewyrchol iawn, a gall mandylledd ymddangos yn y pwll tawdd neu wrth y gwreiddyn yn ystod weldio. O'i gymharu â'r deunyddiau metel blaenorol, mae gan alwminiwm ac aloion alwminiwm ofynion uwch ar gyfer paramedrau, ond cyn belled â bod y paramedrau weldio a ddewiswyd yn briodol, gellir cael y sêm weldio gyda'r un priodweddau mecanyddol â'r metel sylfaen.
5. Copr ac aloi copr
Mae dargludedd thermol copr yn gryf iawn, ac mae'n hawdd achosi treiddiad anghyflawn ac ymasiad rhannol yn ystod weldio. Fel arfer, caiff y deunydd copr ei gynhesu yn ystod y broses weldio i gynorthwyo weldio. Yma rydym yn sôn am ddeunyddiau copr tenau. Gall weldio laser â llaw weldio'n uniongyrchol, oherwydd ei egni crynodedig a'i gyflymder weldio cyflym, gael ei effeithio llai gan ddargludedd thermol uchel copr.
6. Weldio rhwng deunyddiau anghyffredin
Gellir cynnal y peiriant weldio laser llaw rhwng amrywiaeth o fetelau gwahanol, fel copr-nicel, nicel-titaniwm, copr-titaniwm, titaniwm-molybdenwm, pres-copr, dur carbon isel-copr a metelau gwahanol eraill. Gellir cynnal weldio laser o dan unrhyw amodau (nwy neu dymheredd).
Mae peiriant weldio laser llaw yn gynnyrch a ddefnyddir yn helaeth yn y diwydiant weldio ar hyn o bryd, yn bennaf oherwydd er bod yr offer hwn yn edrych yn ddrytach, gall arbed costau llafur yn dda iawn. Mae cost llafur weldiwyr yn gymharol ddrud. Gan ddefnyddio'r cynnyrch hwn, mae'n datrys problem recriwtio weldiwyr drud ac anodd. Ar ben hynny, mae'r peiriant weldio laser llaw wedi ennill canmoliaeth unfrydol gan filoedd o gwsmeriaid oherwydd ei oes gwasanaeth hir a'i ddefnydd isel o ynni.
Os ydych chi eisiau dysgu mwy am lanhau laser, neu os ydych chi eisiau prynu'r peiriant glanhau laser gorau i chi, gadewch neges ar ein gwefan ac anfonwch e-bost atom yn uniongyrchol!
Amser postio: Rhag-03-2022



