




Лазерная зварказ'яўляецца адным з важных аспектаў прымянення тэхналогіі лазернай апрацоўкі матэрыялаў. Яна ў асноўным выкарыстоўваецца для зваркі тонкасценных матэрыялаў і нізкахуткаснай зваркі. Працэс зваркі адносіцца да тыпу цеплаправоднасці, гэта значыць лазернае выпраменьванне награвае паверхню апрацоўванай дэталі, і павярхоўнае цяпло распаўсюджваецца ўнутр праз цеплаправоднасць. Кантралюючы такія параметры, як шырыня, энергія, пікавая магутнасць і частата паўтарэння лазернага імпульсу, апрацоўваная дэталь плавіцца, утвараючы спецыфічную расплаўленую ванну. Больш шырока выкарыстоўваецца ў машынабудаванні, аэракасмічнай прамысловасці, аўтамабільнай прамысловасці, парашковай металургіі, біямедыцынскай мікраэлектроніцы і іншых галінах.

З ростам папулярнасці транспартных сродкаў на новых крыніцах энергіі пашырэнне вытворчасці акумулятараў прывяло да росту лазернай зваркі. З другой паловы 2018 года ручная лазерная зварка паступова набірае папулярнасць і стала яркай плямай на рынку лазернай зваркі ў першай палове гэтага года. З улікам бягучага тэхнічнага ўзроўню і сцэнарыяў прымяненняручная лазерная зварка, вельмі верагодна, што ён заменіць традыцыйныя на рынку апараты для зваркі TIG (аргонадугавая зварка).
У апошнія гады,валаконныя лазерыдасягнулі вялікага прагрэсу, і іх перавагі ўключаюць у сябе галоўным чынам: высокі каэфіцыент фотаэлектрычнага пераўтварэння, хуткае рассейванне цяпла, добрую гнуткасць, моцную здольнасць супраць перашкод, нізкі кошт, працяглы тэрмін службы, не патрабуюць рэгулявання, не патрабуюць абслугоўвання, высокую стабільнасць, невялікі памер, таксама паступова развівалася ручное лазернае зварачнае абсталяванне з выкарыстаннем валаконных лазераў.
Лазерная зваркаПатрабуецца высокая дакладнасць зборкі дэталі, а зварны шво схільны да дэфектаў. Каб вырашыць гэтую праблему, канструктар звярнуўся да абсталявання для лазернай зваркі са спецыяльнай плоскасцю, каб распрацаваць ручное абсталяванне для лазернай зваркі з паваротным кропкай. Лазер у форме "8" або "0" можа знізіць дакладнасць зборкі дэталі і павялічыць пранікненне зваркі. Пасля серыі аптымізацыі і ўдасканалення, сучаснае распаўсюджанае ручное абсталяванне для лазернай зваркі мае магутнасць 0,5-1,5 кВт, а памер і вага абсталявання эквівалентныя аргон-дугавым зварачным апаратам, якія могуць зварваць металічныя пласціны таўшчынёй 3 мм або менш. Каб вырашыць праблему недастатковай трываласці зварных швоў лазерных зварачных канструкцый, у апошнія гады вытворцы абсталявання ўкаранілі прылады аўтаматычнай падачы дроту на аснове лазернай зваркі і распрацавалі ручное абсталяванне для лазернай запраўкі дроту, якое можа аўтаматычна падаваць дрот, што ў асноўным задавальняе патрэбы тонкіх металічных пласцін таўшчынёй менш за 4 м. Зварка можа ў асноўным замяніць і пераўзысці аргонадугавую зварку, забяспечваючы высокую хуткасць, нізкае цеплаўкладанне, малую дэфармацыю, недарагу зварку з захаваннем экалагічнай каштоўнасці, а вытворчыя выдаткі ніжэйшыя, чым у аргонадугавай зваркі пры тых жа ўмовах.

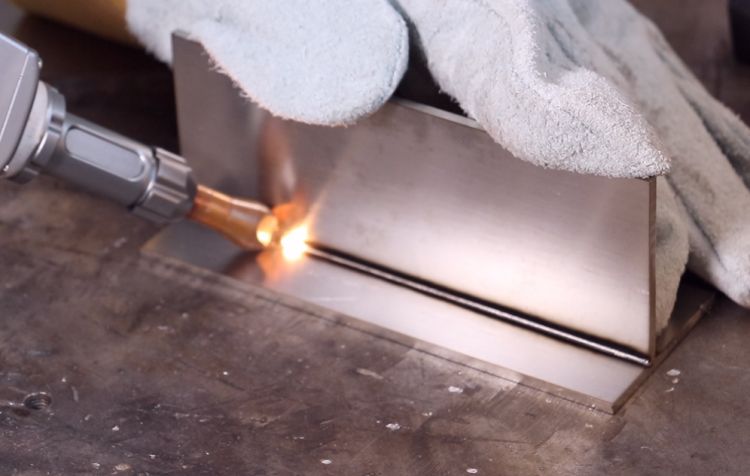
Падчас працы ручная галоўка зварачнага апарата мае шырыню сканавання, а дыяметр яе плямы невялікі, таму пры зварцы яна скануе ад адной кропкі да іншай радок за радком, утвараючы такім чынам зварны шов. У параўнанні з традыцыйным апаратам халоднай зваркі, хуткасць зваркі ручнога лазернага апарата будзе вышэйшай, а аднаразовы працэс зваркі робіць яго больш прыдатным для масавай зваркі доўгіх прамых швоў.
Ручны лазерны зварачны апарат займае мала месца і звычайна абсталяваны рознымі ручнымі галоўкамі. У залежнасці ад розных патрэб металічных дэталяў, такіх як знешняя зварка, унутраная зварка, зварка пад прамым вуглом, зварка вузкімі краямі і кропкавая зварка, можна выбраць розныя ручныя зварачныя галоўкі. Зварачныя вырабы разнастайныя, а форма вырабаў больш гнуткая. Для вытворчых майстэрняў, якія займаюцца дробнай апрацоўкай і невялікай зваркай, ручныя лазерныя зварачныя апараты, безумоўна, з'яўляюцца найлепшым выбарам.
Розныя металічныя матэрыялы маюць розныя тэмпературы плаўлення: усталяванне параметраў зваркі для розных тыпаў зварачных матэрыялаў адносна складанае, і цеплафізічныя ўласцівасці зварачных матэрыялаў будуць паказваць розныя адрозненні ў залежнасці ад змены тэмпературы; хуткасць паглынання розных тыпаў матэрыялаў для лазера таксама будзе змяняцца ў залежнасці ад змены тэмпературы; плаўленне паянага злучэння і структурная эвалюцыя зоны цеплавога ўздзеяння падчас зацвярдзення зварнога шва; дэфекты злучэння ручнога лазернага зварачнага апарата, напружанне, якое ўзнікае пры зварцы, і тэрмічная дэфармацыя і г.д. Але найбольш важным з'яўляецца ўплыў розніцы ва ўласцівасцях зварачных матэрыялаў на макра- і мікраўласцівасці зварнога шва.
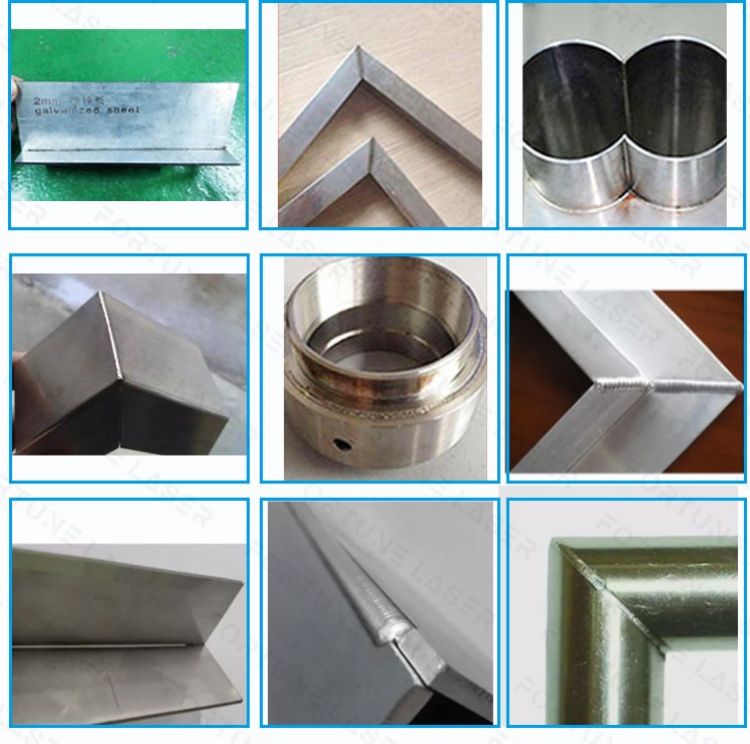
Якія матэрыялы могуцьручны лазерны зварачны апаратзварваць?
1. Нержавеючая сталь
Нержавеючая сталь мае высокі каэфіцыент цеплавога пашырэння і схільная да перагрэву падчас зваркі. Калі зона цеплавога ўздзеяння даволі вялікая, гэта можа выклікаць сур'ёзныя праблемы з дэфармацыяй. Аднак цяпло, якое выпрацоўваецца ручным лазерным зварачным апаратам падчас усяго працэсу зваркі, нізкае. У спалучэнні з адносна нізкай цеплаправоднасцю, высокім каэфіцыентам паглынання энергіі і эфектыўнасцю плаўлення нержавеючай сталі пасля зваркі можна атрымаць добра сфармаваныя, гладкія і прыгожыя зварныя швы.
2. Вугляродзістая сталь
Звычайную вугляродзістую сталь можна зварваць непасрэдна ручным лазерным зваршчыкам, эфект параўнальны са зваркай нержавеючай сталі, а зона цеплавога ўздзеяння меншая, але пры зварцы сярэдне- і высокавугляродзістай сталі рэшткавая тэмпература адносна высокая, таму ўсё ж неабходна зварваць перад зваркай. Папярэдні нагрэў і захаванне цяпла пасля зваркі здымаюць напружанне і прадухіляюць расколіны. Тут можна пагаварыць пра апарат халоднай зваркі. Сярэдне- і высокавугляродзістую сталь можна зварваць або рамантаваць на павольнай хуткасці халодным зваршчыкам і чыгунным зварачным дротам. Што тычыцца кантролю тэмпературы, апарат халоднай зваркі можа навучыць ручны лазерны зваршчык больш эфектыўна выдаляць рэшткі цяпла пасля зваркі.
3. Штамповая сталь
Ён падыходзіць для зваркі розных тыпаў штамповай сталі, і эфект зваркі вельмі добры.
4. Алюміній і алюмініевыя сплавы
Алюміній і алюмініевыя сплавы — гэта матэрыялы з высокай адбівальнай здольнасцю, і падчас зваркі ў расплаўленай ванне або ў корані зваркі можа з'явіцца порыстасць. У параўнанні з папярэднімі металічнымі матэрыяламі, алюміній і алюмініевыя сплавы маюць больш высокія патрабаванні да параметраў, але пры правільным выбары параметраў зваркі можна атрымаць зварны шов з такімі ж механічнымі ўласцівасцямі, як і асноўны метал.
5. Медзь і медныя сплавы
Цеплаправоднасць медзі вельмі высокая, і падчас зваркі лёгка прывесці да няпоўнага пранікнення і частковага сплаўлення. Звычайна медны матэрыял награваецца падчас працэсу зваркі, каб палегчыць зварку. Тут гаворка ідзе пра тонкія медныя матэрыялы. Ручная лазерная зварка можа непасрэдна зварваць, дзякуючы канцэнтраванай энергіі і высокай хуткасці зваркі, менш схільная да высокай цеплаправоднасці медзі.
6. Зварка паміж рознароднымі матэрыяламі
Ручны лазерны зварачны апарат можа зварваць розныя металы, такія як медзь-нікель, нікель-тытан, медзь-тытан, тытан-малібдэн, латунь-медзь, нізкавугляродзістая сталь-медзь і іншыя разнастайныя металы. Лазерная зварка можа выконвацца пры любых умовах (газ або тэмпература).
Ручны лазерны зварачны апарат у цяперашні час шырока выкарыстоўваецца ў зварачнай прамысловасці, галоўным чынам таму, што, хоць гэта абсталяванне выглядае даражэйшым, яно можа значна зэканоміць выдаткі на працоўную сілу. Кошт працы зваршчыкаў адносна высокі. Выкарыстанне гэтага прадукта вырашае праблему дарагога і складанага найму зваршчыкаў. Акрамя таго, ручны лазерны зварачны апарат атрымаў аднадушную пахвалу ад тысяч кліентаў дзякуючы свайму доўгаму тэрміну службы і нізкаму спажыванню энергіі.
Калі вы хочаце даведацца больш пра лазерную ачыстку або хочаце набыць найлепшую машыну для лазернай ачысткі, пакіньце паведамленне на нашым сайце і напішыце нам непасрэдна!
Час публікацыі: 03 снежня 2022 г.



