




Lasersvetsningär en av de viktiga aspekterna av tillämpningen av laserbearbetningsteknik för materialbearbetning. Den används huvudsakligen för svetsning av tunnväggiga material och låghastighetssvetsning. Svetsprocessen tillhör värmeledningstypen, det vill säga att laserstrålningen värmer upp arbetsstyckets yta, och ytvärmen diffunderar inåt genom värmeledning. Genom att kontrollera parametrar som laserpulsens bredd, energi, toppeffekt och repetitionsfrekvens smälter arbetsstycket för att bilda en specifik smältpool. Mer allmänt används inom maskintillverkning, flyg- och rymdindustrin, bilindustrin, pulvermetallurgi, biomedicinsk mikroelektronikindustri och andra områden.

Med den explosionsartade tillväxten av nya energifordon har expansionen av produktionen av kraftbatterier drivit tillväxten av lasersvetsning. Sedan andra halvan av 2018 har handhållen lasersvetsning gradvis vunnit popularitet och har blivit en ljuspunkt på lasersvetsmarknaden under första halvåret i år. Med den nuvarande tekniska nivån och tillämpningsscenarierna förhandhållen lasersvetsning, är det mycket sannolikt att den kommer att ersätta marknaden för traditionella TIG-svetsmaskiner (argonbågsvetsning).
Under senare år,fiberlasrarhar gjort stora framsteg, och deras fördelar inkluderar främst: hög fotoelektrisk omvandlingshastighet, snabb värmeavledning, god flexibilitet, stark anti-interferensförmåga, låg kostnad, lång livslängd, justeringsfri, underhållsfri, hög stabilitet, liten storlek. Handhållen lasersvetsutrustning med fiberlasrar har också gradvis utvecklats.
Lasersvetsningkräver hög monteringsprecision för arbetsstycket, och svetssömmen är benägen att defektera. För att lösa detta problem hänvisar konstruktören till lasersvetsutrustning på specialplanet för att utveckla en handhållen lasersvetsutrustning med en svängpunkt. Laserns svängform av typen "8" eller "0" kan minska arbetsstyckets monteringsprecision och öka svetsgenomträngningen. Efter en serie optimeringar och förbättringar har den nuvarande vanliga handhållna lasersvetsutrustningen en effekt på 0,5-1,5 kW, och utrustningens storlek och vikt motsvarar argonbågsvetsmaskiner, som kan svetsa metallplåtar på 3 mm eller mindre. För att lösa bristerna med otillräcklig svetsstyrka hos lasersvetsstrukturer har utrustningstillverkare under senare år integrerat automatiska trådmatningsanordningar baserade på lasersvetsning och utvecklat handhållen lasertrådfyllningssvetsutrustning som automatiskt kan mata trådar, vilket i princip uppfyller behoven hos tunna metallplåtar under 4 m. Svetsningen kan i princip ersätta och överträffa argonbågsvetsning, uppnå hög hastighet, låg värmeinmatning, liten deformation, låg kostnad för miljöskydd och tillverkningskostnaden är lägre än för argonbågsvetsning under samma förhållanden.

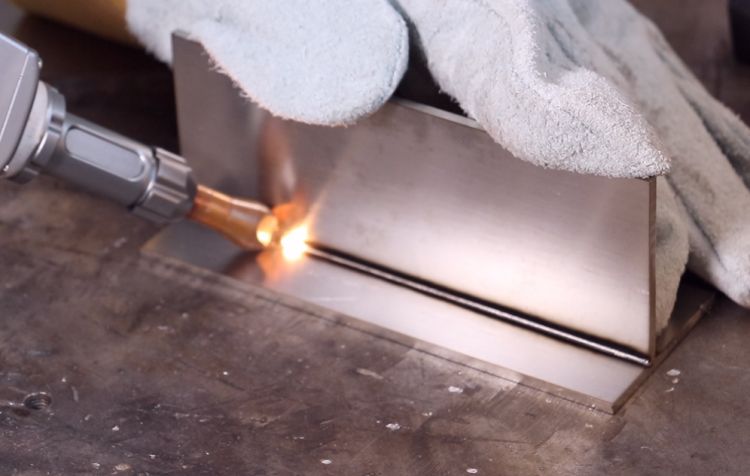
Vid arbete har svetsmaskinens handhållna huvud en skanningsbredd och punktdiametern är liten, så vid svetsning skannar den från en punkt till en annan linje för linje och bildar därmed en svetssträng. Jämfört med den traditionella kallsvetsmaskinen kommer svetshastigheten för den handhållna lasersvetsningen att vara snabbare, och enstegssvetsprocessen gör den mer lämplig för massvetsning av långa raka sömmar.
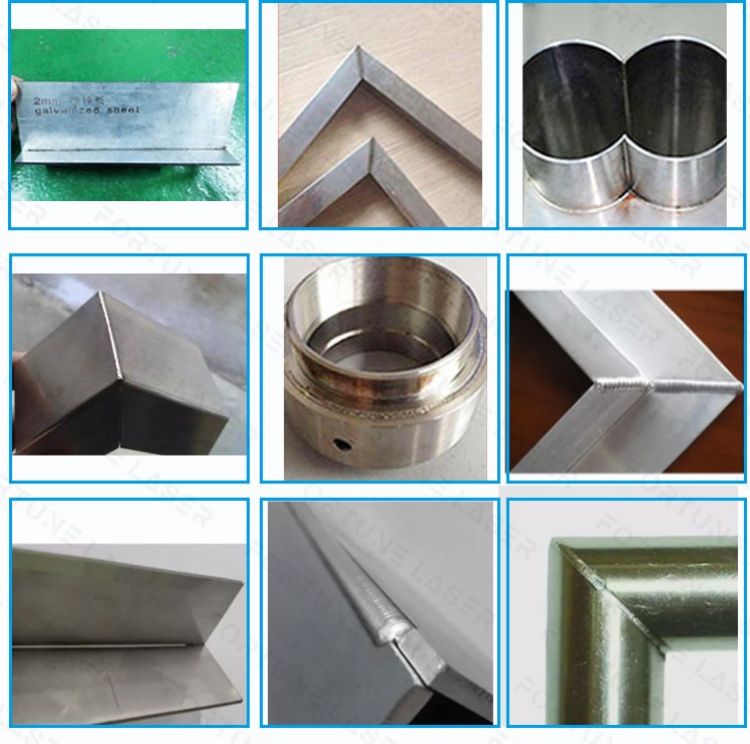
Och den handhållna lasersvetsmaskinen tar liten plats och är vanligtvis utrustad med en mängd olika handhållna svetshuvuden. Beroende på olika behov hos metalldelar, såsom utvändig svetsning, invändig svetsning, rätvinklig svetsning, smalkantsvetsning och stor punktsvetsning, kan olika handhållna svetshuvuden väljas. Produkterna som kan svetsas är diversifierade och produktformen är mer flexibel. För produktionsverkstäder som sysslar med småskalig bearbetning och icke-storskalig svetsning är handhållna lasersvetsmaskiner definitivt det bästa valet.
Olika metallmaterial har olika smältpunkter: inställningen av svetsparametrar för olika typer av svetsmaterial är relativt komplicerad, och de termofysiska egenskaperna hos svetsmaterial kommer att uppvisa olika skillnader med temperaturförändringar; absorptionshastigheten för olika typer av material för laser kommer också att variera med . Temperaturförändringarna visar olika skillnader; lödfogens smältning och den strukturella utvecklingen av det värmepåverkade området under svetsens stelning; fogdefekter hos den handhållna lasersvetsmaskinen, svetsdeltagandespänning och termisk deformation, etc. Men det viktigaste är inverkan av skillnaden i svetsmaterialens egenskaper på svetsens makro- och mikroegenskaper.
Vilka material kanhandhållen lasersvetsmaskinsvetsa?
1. Rostfritt stål
Rostfritt stål har en hög värmeutvidgningskoefficient och är benäget att överhettas under svetsning. När den värmepåverkade zonen är lite stor kommer det att orsaka allvarliga deformationsproblem. Värmen som genereras av den handhållna lasersvetsmaskinen under hela svetsprocessen är dock låg. Tillsammans med den relativt låga värmeledningsförmågan, höga energiabsorptionshastigheten och smälteffektiviteten hos rostfritt stål kan välformade, släta och vackra svetsar erhållas efter svetsning.
2. Kolstål
Vanligt kolstål kan svetsas direkt med handhållen lasersvetsning, effekten är jämförbar med svetsning av rostfritt stål, och den värmepåverkade zonen är mindre, men vid svetsning av medel- och högkolstål är resttemperaturen relativt hög, så det är fortfarande nödvändigt att svetsa före svetsning. Förvärmning och värmebevaring efter svetsning för att lindra spänningar och undvika sprickor. Här kan vi prata om kallsvetsmaskinen. Medel- och högkolstål kan svetsas eller repareras med låg hastighet med kallsvetsning och gjutjärnssvetstråd. När det gäller temperaturkontroll, temperaturkontroll och temperaturkontroll kan kallsvetsmaskinen lära handhållen lasersvetsning mer effektiv på värmeresten efter svetsning.
3. Formstål
Den är lämplig för svetsning av olika typer av stålplåt, och svetseffekten är mycket god.
4. Aluminium och aluminiumlegering
Aluminium och aluminiumlegeringar är högreflekterande material, och porositet kan uppstå i smältbadet eller vid roten under svetsning. Jämfört med tidigare metallmaterial har aluminium och aluminiumlegeringar högre parameterkrav, men så länge de valda svetsparametrarna är lämpliga kan svetssömmen med samma mekaniska egenskaper som basmetallen erhållas.
5. Koppar och kopparlegering
Kopparns värmeledningsförmåga är mycket stark, och det är lätt att orsaka ofullständig penetration och partiell sammansmältning under svetsning. Vanligtvis värms kopparmaterialet upp under svetsprocessen för att underlätta svetsningen. Här talar vi om tunna kopparmaterial. Handhållen lasersvetsning kan direktsvetsa, på grund av sin koncentrerade energi och snabba svetshastighet, påverkas mindre av kopparns höga värmeledningsförmåga.
6. Svetsning mellan olika material
Den handhållna lasersvetsmaskinen kan användas mellan en mängd olika metaller, såsom koppar-nickel, nickel-titan, koppar-titan, titan-molybden, mässing-koppar, lågkolstål-koppar och andra olika metaller. Lasersvetsning kan utföras under alla förhållanden (gas eller temperatur).
Handhållen lasersvetsmaskin är för närvarande en flitigt använd produkt inom svetsindustrin, främst för att även om denna utrustning ser dyrare ut, kan den spara mycket arbetskraftskostnader. Arbetskraftskostnaden för svetsare är relativt hög. Med hjälp av denna produkt löser man problemet med dyr och svår rekrytering av svetsare. Dessutom har den handhållna lasersvetsmaskinen fått enhälligt beröm från tusentals kunder på grund av sin långa livslängd och låga energiförbrukning.
Om du vill lära dig mer om laserrengöring, eller vill köpa den bästa laserrengöringsmaskinen för dig, vänligen lämna ett meddelande på vår webbplats och maila oss direkt!
Publiceringstid: 3 december 2022



