포춘 레이저 3W 5W UV 레이저 마킹기




포춘 레이저 3W 5W UV 레이저 마킹기
UV 마킹기의 기본 원리
현대 정밀 가공 분야에서 전통적인 방식은 다음과 같은 이유로 한계가 있습니다.레이저 마킹기레이저 열처리 기술을 사용하는 기존 방식에는 정밀도 개발에 한계가 있었는데, 자외선 레이저 마킹기의 등장으로 이러한 한계가 극복되었습니다. 자외선 레이저 마킹기는 일종의 냉간 가공 방식을 사용하는데, 이 공정을 "포토에칭" 효과라고 합니다. 높은 에너지의 자외선 광자는 재료 또는 주변 매체의 화학 결합을 끊어 비열적 손상을 일으킵니다. 내부층과 주변 영역에는 열이나 열 변형이 발생하지 않아 최종 가공된 재료는 매끄러운 모서리와 극히 낮은 탄화도를 가지게 됩니다. 따라서 정밀도와 열적 영향이 최소화되어 레이저 기술에 있어 큰 도약을 이루었습니다.
자외선 레이저 가공의 반응 메커니즘은 광화학적 어블레이션, 즉 레이저 에너지를 이용하여 원자 또는 분자 간의 결합을 끊고 이를 작은 분자로 기화시켜 증발시키는 원리에 기반합니다. 집속점이 매우 작고 가공 열영향부도 극히 작아 초정밀 마킹 및 특수 소재 마킹에 활용될 수 있습니다.
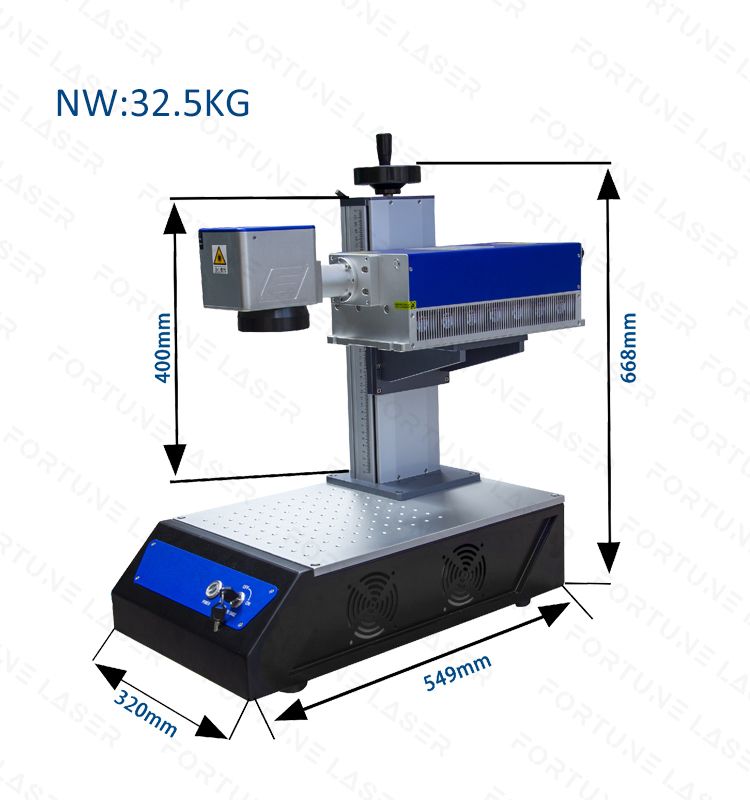
3W 5W 레이저 마킹기 특징:

포춘 레이저 자동 레이저 용접기 기술 사양
| 모델 | 플루-UV3 | 플루-UV5 |
| 레이저 출력 | 3W | 5W |
| 냉각 방식 | 공랭식 | |
| 레이저 파장 | 355nm | |
| 출력 전력 | >3W@30KHz | >5W@40KHz |
| 최대 펄스 에너지 | 0.1mJ@30KHz | 0.12mJ@40KHz |
| 펄스 반복 주파수 | 1-150kHz | 1-150kHz |
| 펄스 지속 시간 | <15ns@30KHz | <18ns@40KHz |
| 평균 전력 안정성 | <3% | <3% |
| 편광비 | >100:1 수평 | >100:1 수평 |
| 빔 원형도 | 90% 이상 | 90% 이상 |
| 환경 요구사항 | 작동 온도: 18°C~26°C 습도: 30% ~ 85%. | |
| 제어 보드 및 소프트웨어 | JCZ EZcad2 | |