




Laserlassenis ien fan 'e wichtige aspekten fan 'e tapassing fan laserferwurkingstechnology foar materiaalferwurking. It wurdt benammen brûkt foar it lassen fan tinwandige materialen en lassen mei lege snelheid. It lasproses heart ta it type waarmtegelieding, dat wol sizze, de laserstrieling ferwaarme it oerflak fan it wurkstik, en de oerflakwaarmte ferspriedt nei binnen troch waarmtegelieding. Troch de parameters lykas de breedte, enerzjy, pykfermogen en werhellingsfrekwinsje fan 'e laserpuls te kontrolearjen, smelt it wurkstik om in spesifike smeltende plas te foarmjen. Mear breed brûkt yn masineproduksje, loftfeart, auto-yndustry, poedermetallurgy, biomedyske mikro-elektroanika-yndustry en oare fjilden.

Mei de eksplosive groei fan nije enerzjyauto's hat de útwreiding fan 'e produksje fan batterijen de groei fan laserlassen oandreaun. Sûnt de twadde helte fan 2018 hat hânlaserlassen stadichoan oan populariteit wûn en is it yn 'e earste helte fan dit jier in ljochtpunt wurden yn 'e laserlassenmerk. Mei it hjoeddeistige technyske nivo en tapassingsscenario's fanhânmjittich laserlassen, it is tige wierskynlik dat it de merk foar tradisjonele TIG-lasmasines (argonbôgelassen) sil ferfange.
Yn 'e lêste jierren,glêstriedlasershawwe grutte foarútgong makke, en har foardielen omfetsje benammen: hege fotoelektryske konverzje taryf, snelle waarmteôffier, goede fleksibiliteit, sterke anty-ynterferinsjefermogen, lege kosten, lange libbensdoer, oanpassingsfrij, ûnderhâldsfrij, hege stabiliteit, lytse grutte, Hân-holden laserlasapparatuer mei glêstriedlasers is ek stadichoan ûntwikkele.
Laserlassenfereasket hege gearstallingspresyzje fan it wurkstik, en de lasnaad is gefoelich foar defekten. Om dit probleem op te lossen, ferwiist de ûntwerper nei de laserlasapparatuer fan it spesjale flak om in hânheld laserlasapparatuer te ûntwikkeljen mei in swingende plak. De laser is yn 'e foarm fan in "8" of "0" type swing kin de gearstallingskrektens fan it wurkstik ferminderje en de laspenetraasje ferheegje. Nei in searje optimalisaasjes en ferbetteringen hat de hjoeddeiske mienskiplike hânheld laserlasapparatuer in krêft fan 0.5-1.5KW, en de grutte en it gewicht fan 'e apparatuer binne lykweardich oan argonbôgelasmasines, dy't metalen platen fan 3 mm of minder kinne lasse. Om de tekoartkommingen fan ûnfoldwaande lassterkte fan laserlasstrukturen op te lossen, hawwe apparatuerfabrikanten yn 'e lêste jierren automatyske triedfeedapparaten yntegrearre op basis fan laserlassen, en hânheld lasertriedfoljende lasapparatuer ûntwikkele dy't automatysk triedden kin fiede, wat yn prinsipe foldocht oan 'e behoeften fan tinne metalen platen ûnder 4m. It lassen kin yn prinsipe argonbôgelassen ferfange en oertreffe, hege snelheid, lege waarmteynfier, lytse deformaasje, lege kosten miljeubeskermingslassen realisearje, en de produksjekosten binne leger as dy fan argonbôgelassen ûnder deselde omstannichheden.

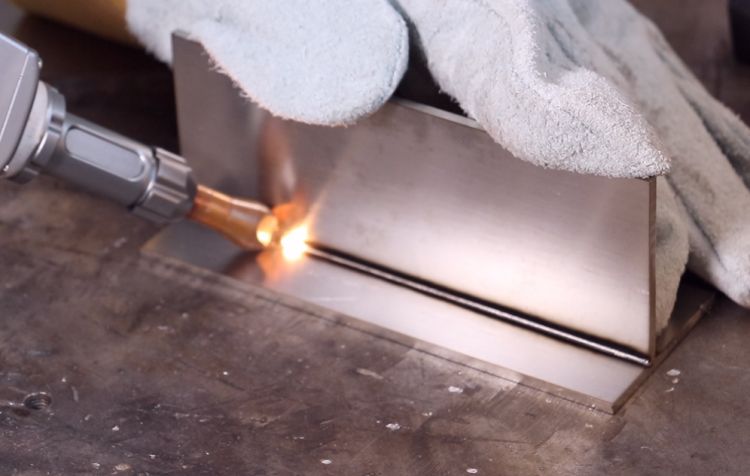
By it wurkjen hat de hânhâlden kop fan 'e lasmasine in scanbreedte, en de puntdiameter is lyts, sadat by it lassen fan it iene punt nei it oare punt line foar line scant, en sa in laskraal foarmet. Yn ferliking mei de tradisjonele kâlde lasmasine sil de lassnelheid fan it hânhâlden laserlassen rapper wêze, en it ienmalige lasproses bepaalt dat it geskikter is foar massalassen fan lange rjochte naden.
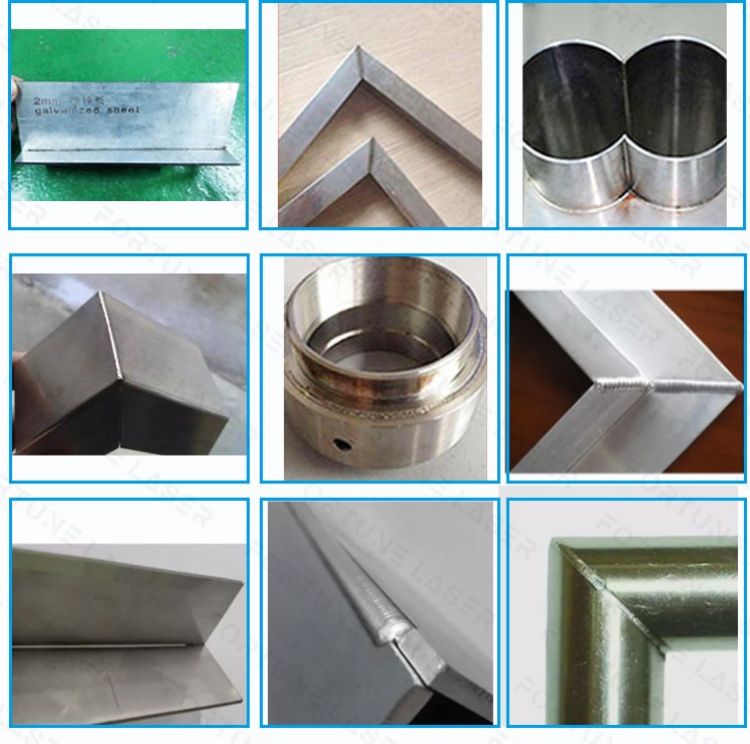
En de hân-holden laserlasmasine nimt net folle romte yn, en is meastentiids foarsjoen fan in ferskaat oan hân-holden koppen. Neffens ferskate behoeften fan metalen ûnderdielen lykas ekstern lassen, yntern lassen, rjochthoekige lassen, smelle rânelassen en grut puntlassen, kinne ferskate hân-holden laskoppen selektearre wurde. De produkten dy't lassen wurde kinne binne ferskaat, en de produktfoarm is fleksibeler. Foar produksjeworkshops dy't dwaande binne mei lytsskalige ferwurking en net-grutskalige lassen, binne hân-holden laserlasmasines perfoarst de bêste kar.
Ferskillende metalen materialen hawwe ferskillende smeltpunten: it ynstellen fan lasparameters foar ferskillende soarten lasmaterialen is relatyf yngewikkeld, en de termofysyske eigenskippen fan lasmaterialen sille ferskillende ferskillen sjen litte mei temperatuerferoarings; de absorptionssnelheid fan ferskate soarten materialen foar laser sil ek fariearje mei De temperatuerferoarings litte ferskillende ferskillen sjen; it smelten fan 'e soldeerferbining en de strukturele evolúsje fan it waarmte-beynfloede gebiet tidens it stollen fan 'e las; de ferbiningsdefekten fan 'e hânlaserlasmasine, laspartisipaasjespanning en termyske deformaasje, ensfh. Mar de wichtichste is de ynfloed fan it ferskil yn 'e eigenskippen fan' e lasmaterialen op 'e makro- en mikro-eigenskippen fan' e las.
Hokker materialen kinnehânhâlden laserlasmasinelassen?
1. RVS
RVS hat in hege termyske útwreidingskoëffisjint, en it is gefoelich foar oerferhitting by it lassen. As de waarmte-beynfloede sône wat grut is, sil it serieuze deformaasjeproblemen feroarsaakje. De waarmte dy't generearre wurdt troch de hânmjittige laserlasmasine tidens it heule lasproses is lykwols leech. Yn kombinaasje mei de relatyf lege termyske geliedingsfermogen, hege enerzjy-absorptionssnelheid en smelteffisjinsje fan RVS kinne goed foarme, glêde en moaie lassen krigen wurde nei it lassen.
2. Koalstofstiel
Gewoane koalstofstiel kin direkt mei de hân laserlassen wurde lassen, it effekt is te fergelykjen mei lassen fan roestfrij stiel, en de waarmte-beynfloede sône is lytser, mar by it lassen fan middelheech en heech koalstofstiel is de resttemperatuer relatyf heech, dus it is noch altyd needsaaklik om te lassen foar it lassen. Foarferwaarmje en waarmtebehâld nei it lassen om stress te ferminderjen en skuorren te foarkommen. Hjir kinne wy prate oer de kâlde lasmasine. Middelheech en heech koalstofstiel kin mei in lege snelheid wurde lassen of reparearre mei kâld lassen en getten izeren lasdraad. Wat temperatuerkontrôle, temperatuerkontrôle en temperatuerkontrôle oanbelanget, kin de kâlde lasmasine leare hoe't men mei de hân laserlassen effisjinter wurket op 'e waarmte-residu nei it lassen.
3. Stiel fan stiel
It is geskikt foar it lassen fan ferskate soarten stiel, en it laseffekt is tige goed.
4. Aluminium en aluminiumlegering
Aluminium en aluminiumlegeringen binne heechreflektearjende materialen, en porositeit kin ferskine yn 'e smeltende plas of oan 'e woartel by it lassen. Yn ferliking mei de foargeande metaalmaterialen hawwe aluminium en aluminiumlegeringen hegere easken foar parameters, mar salang't de selektearre lasparameters passend binne, kin de lasnaad mei deselde meganyske eigenskippen as it basismetaal krigen wurde.
5. Koper en koperlegering
De termyske geliedingsfermogen fan koper is tige sterk, en it is maklik om ûnfolsleine penetraasje en diels fusje te feroarsaakjen by it lassen. Gewoanlik wurdt it kopermateriaal ferwaarme tidens it lasproses om it lassen te befoarderjen. Hjir hawwe wy it oer tinne kopermaterialen. Hânlaserlassen kin direkt lassen, fanwegen syn konsintrearre enerzjy en snelle lassnelheid, wurdt minder beynfloede troch de hege termyske geliedingsfermogen fan koper.
6. Lassen tusken ferskillende materialen
De hânlaserlasmasine kin brûkt wurde tusken in ferskaat oan ferskillende metalen, lykas koper-nikkel, nikkel-titanium, koper-titanium, titanium-molybdeen, messing-koper, leechkoalstofstiel-koper en oare ferskillende metalen. Laserlassen kin ûnder alle omstannichheden (gas of temperatuer) útfierd wurde.
Hânhelde laserlasmasine is op it stuit in breed brûkt produkt yn 'e lasyndustry, benammen om't hoewol dizze apparatuer djoerder liket, it arbeidskosten tige goed besparje kin. De arbeidskosten fan lassers binne relatyf djoer. Mei dit produkt lost it probleem fan djoere en drege werving fan lassers op. Boppedat hat de hânhelde laserlasmasine unanime lof krigen fan tûzenen klanten fanwegen syn lange libbensdoer en lege enerzjyferbrûk.
As jo mear witte wolle oer laserreiniging, of de bêste laserreinigingsmasine foar jo keapje wolle, lit dan in berjocht achter op ús webside en stjoer ús direkt in e-post!
Pleatsingstiid: 3 desimber 2022



