




Lazer qaynağılazer emalı material emalı texnologiyasının tətbiqinin vacib aspektlərindən biridir. Əsasən nazik divarlı materialların qaynaqlanması və aşağı sürətli qaynaq üçün istifadə olunur. Qaynaq prosesi istilik keçiriciliyi tipinə aiddir, yəni lazer şüalanması iş parçasının səthini qızdırır və səth istiliyi istilik keçiriciliyi vasitəsilə içəri yayılır. Lazer impulsunun eni, enerjisi, pik gücü və təkrarlanma tezliyi kimi parametrləri idarə etməklə iş parçası xüsusi əridilmiş hovuz əmələ gətirmək üçün əriyir. Daha geniş şəkildə maşınqayırma, aerokosmik, avtomobil sənayesi, toz metallurgiyası, biotibbi mikroelektronika sənayesi və digər sahələrdə istifadə olunur.

Yeni enerji nəqliyyat vasitələrinin partlayıcı şəkildə böyüməsi ilə enerji batareyası istehsalının genişlənməsi lazer qaynaqının böyüməsinə təkan vermişdir. 2018-ci ilin ikinci yarısından etibarən əl lazer qaynağı tədricən populyarlıq qazanmış və bu ilin birinci yarısında lazer qaynaq bazarında parlaq bir nöqtəyə çevrilmişdir. Mövcud texniki səviyyə və tətbiq ssenariləri iləəl lazer qaynağı, ənənəvi TIG qaynaq maşını (arqon qövs qaynağı) bazarını əvəz etməsi çox ehtimal olunur.
Son illərdə,lif lazerləriböyük irəliləyişlər əldə etmiş və onların üstünlükləri əsasən aşağıdakılardır: yüksək fotoelektrik çevrilmə sürəti, sürətli istilik yayılması, yaxşı elastiklik, güclü müdaxilə əleyhinə qabiliyyət, aşağı qiymət, uzun ömür, tənzimləmə tələb etməyən, texniki xidmət tələb etməyən, yüksək sabitlik, kiçik ölçülü, lif lazerlərindən istifadə edən əl lazer qaynaq avadanlığı da tədricən inkişaf etmişdir.
Lazer qaynağıİş parçasının yüksək montaj dəqiqliyini tələb edir və qaynaq tikişi qüsurlara meyllidir. Bu problemi həll etmək üçün dizayner yellənən nöqtəli əl lazer qaynaq avadanlığı hazırlamaq üçün xüsusi müstəvi lazer qaynaq avadanlığına müraciət edir. "8" və ya "0" tipli yelləncək formalı lazer iş parçasının montaj dəqiqliyini azalda və qaynaq nüfuzunu artıra bilər. Bir sıra optimallaşdırma və təkmilləşdirmədən sonra, mövcud ümumi əl lazer qaynaq avadanlığı 0,5-1,5 kVt gücə malikdir və avadanlığın ölçüsü və çəkisi 3 mm və ya daha az metal lövhələri qaynaq edə bilən argon qövs qaynaq maşınlarına bərabərdir. Lazer qaynaq konstruksiyalarının qeyri-kafi qaynaq möhkəmliyinin çatışmazlıqlarını həll etmək üçün son illərdə avadanlıq istehsalçıları lazer qaynağı əsasında avtomatik tel qidalandırma cihazlarını inteqrasiya etmiş və əsasən 4 m-dən aşağı nazik metal lövhələrin ehtiyaclarını ödəyən telləri avtomatik qidalandıra bilən əl lazer tel doldurma qaynaq avadanlığı hazırlamışlar. Qaynaq əsasən argon qövs qaynağını əvəz edə və üstələyə bilər, yüksək sürət, aşağı istilik girişi, kiçik deformasiya, aşağı qiymətli ətraf mühitin qorunması qaynağı həyata keçirə bilər və istehsal dəyəri eyni şərtlər altında argon qövs qaynağından daha aşağıdır.

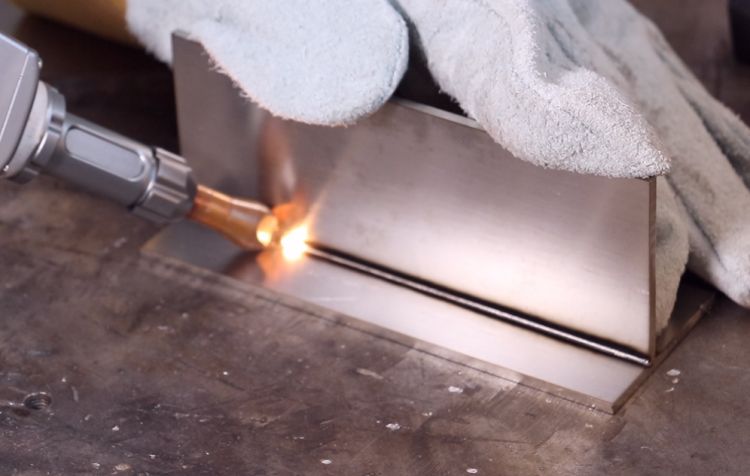
İşləyərkən qaynaq maşınının əl başlığı tarama eni ilə fərqlənir və nöqtə diametri kiçikdir, buna görə də qaynaq edərkən bir nöqtədən digər nöqtəyə xətt üzrə tarayır və beləliklə, qaynaq muncuğu əmələ gətirir. Ənənəvi soyuq qaynaq maşını ilə müqayisədə əl lazer qaynağının qaynaq sürəti daha sürətli olacaq və birdəfəlik qaynaq prosesi uzun düz tikişlərin kütləvi qaynağı üçün daha uyğun olduğunu müəyyən edir.
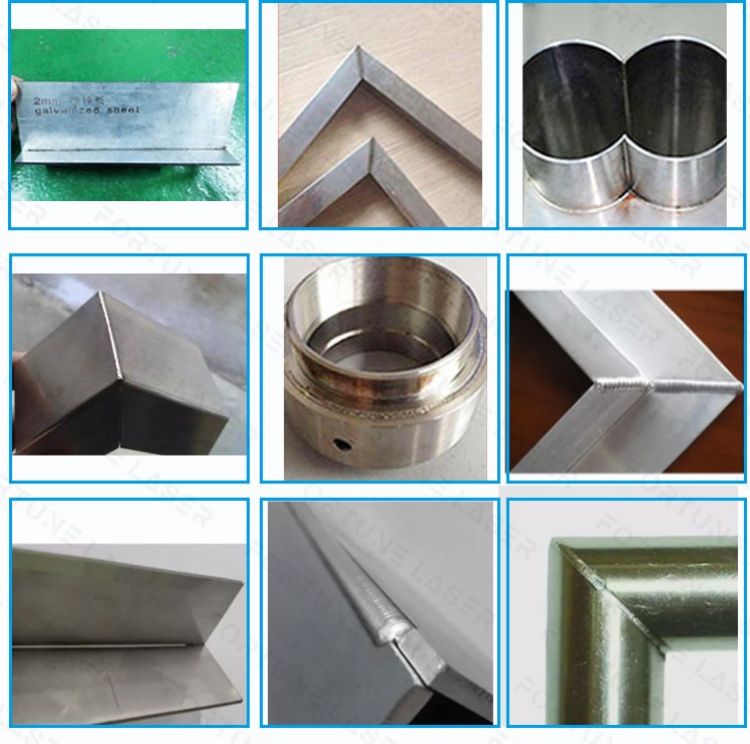
Əl ilə işləyən lazer qaynaq maşını az yer tutur və adətən müxtəlif əl başlıqları ilə təchiz olunur. Xarici qaynaq, daxili qaynaq, düzbucaqlı qaynaq, dar kənarlı qaynaq və böyük nöqtəli qaynaq kimi metal hissələrin müxtəlif ehtiyaclarına uyğun olaraq, müxtəlif əl ilə işləyən qaynaq başlıqları seçilə bilər. Qaynaq edilə bilən məhsullar müxtəlifdir və məhsulun forması daha çevikdir. Kiçik miqyaslı emal və qeyri-böyük miqyaslı qaynaqla məşğul olan istehsal emalatxanaları üçün əl ilə işləyən lazer qaynaq maşınları mütləq ən yaxşı seçimdir.
Müxtəlif metal materialların fərqli ərimə nöqtələri var: müxtəlif növ qaynaq materialları üçün qaynaq parametrlərinin təyini nisbətən mürəkkəbdir və qaynaq materiallarının termofiziki xüsusiyyətləri temperatur dəyişiklikləri ilə fərqli fərqlər göstərəcək; lazer üçün müxtəlif növ materialların udma sürəti də dəyişəcək. Temperatur dəyişiklikləri fərqli fərqlər göstərəcək; qaynaq bərkiməsi zamanı lehim birləşməsinin əriməsi və istiliyə məruz qalan sahənin struktur təkamülü; əl lazer qaynaq maşınının birləşmə qüsurları, qaynaq iştirak gərginliyi və istilik deformasiyası və s. Lakin ən vacibi qaynaq materiallarının xüsusiyyətlərindəki fərqin qaynağın makro və mikro xüsusiyyətlərinə təsiridir.
Hansı materiallar ola bilərəl lazer qaynaq maşınıqaynaq?
1. Paslanmayan polad
Paslanmayan polad yüksək istilik genişlənmə əmsalına malikdir və qaynaq zamanı həddindən artıq istiləşməyə meyllidir. İstilikdən təsirlənən zona bir az böyük olduqda, ciddi deformasiya problemlərinə səbəb olacaq. Lakin, əl lazer qaynaq maşını tərəfindən bütün qaynaq prosesi zamanı yaranan istilik azdır. Paslanmayan poladın nisbətən aşağı istilik keçiriciliyi, yüksək enerji udma sürəti və ərimə səmərəliliyi ilə birlikdə qaynaqdan sonra yaxşı formalı, hamar və gözəl qaynaqlar əldə edilə bilər.
2. Karbon polad
Adi karbon polad birbaşa əl ilə lazer qaynağı ilə qaynaq edilə bilər, təsiri paslanmayan polad qaynağı ilə müqayisə edilə bilər və istiliyə məruz qalan zona daha kiçikdir, lakin orta və yüksək karbonlu polad qaynaq edilərkən qalıq temperatur nisbətən yüksəkdir, buna görə də qaynaqdan əvvəl qaynaq etmək lazımdır. Gərginliyi azaltmaq və çatların qarşısını almaq üçün qaynaqdan sonra əvvəlcədən qızdırma və istiliyin qorunması. Burada soyuq qaynaq maşını haqqında danışa bilərik. Orta və yüksək karbonlu polad soyuq qaynaq və çuqun qaynaq teli ilə yavaş sürətlə qaynaq edilə və ya təmir edilə bilər. Temperatur nəzarəti, temperatur nəzarəti və temperatur nəzarəti baxımından soyuq qaynaq maşını əl ilə lazer qaynağını qaynaqdan sonra istilik qalığına daha səmərəli şəkildə öyrədə bilər.
3. Polad
Müxtəlif növ poladları qaynaq etmək üçün uyğundur və qaynaq effekti çox yaxşıdır.
4. Alüminium və alüminium ərintisi
Alüminium və alüminium ərintiləri yüksək dərəcədə əks etdirici materialdır və qaynaq zamanı əridilmiş hovuzda və ya kökdə məsaməlilik yarana bilər. Əvvəlki metal materiallarla müqayisədə alüminium və alüminium ərintiləri parametrlərə daha yüksək tələblər qoyur, lakin seçilmiş qaynaq parametrləri uyğun olduğu müddətcə, əsas metal ilə eyni mexaniki xüsusiyyətlərə malik qaynaq tikişi əldə edilə bilər.
5. Mis və mis ərintisi
Misin istilik keçiriciliyi çox güclüdür və qaynaq zamanı natamam nüfuzetmə və qismən əriməyə səbəb olmaq asandır. Adətən, mis materialı qaynaq prosesində qızdırılır ki, bu da qaynağa kömək etsin. Burada nazik mis materiallardan danışırıq. Əl ilə lazerlə qaynaq birbaşa qaynaq edilə bilər. Konsentrat enerjisi və sürətli qaynaq sürəti səbəbindən qaynaq misin yüksək istilik keçiriciliyindən daha az təsirlənir.
6. Fərqli materiallar arasında qaynaq
Əl lazer qaynaq aparatı mis-nikel, nikel-titan, mis-titan, titan-molibden, pirinç-mis, aşağı karbonlu polad-mis və digər fərqli metallar kimi müxtəlif metallar arasında aparıla bilər. Lazer qaynağı istənilən şəraitdə (qaz və ya temperatur) aparıla bilər.
Əl lazer qaynaq maşını hazırda qaynaq sənayesində geniş istifadə olunan bir məhsuldur, əsasən bu avadanlıq daha bahalı görünsə də, əmək xərclərinə çox yaxşı qənaət edə bildiyinə görə. Qaynaqçıların əmək xərcləri nisbətən bahadır. Bu məhsuldan istifadə qaynaqçıların bahalı və çətin işə götürülməsi problemini həll edir. Bundan əlavə, əl lazer qaynaq maşını uzun xidmət müddəti və aşağı enerji istehlakı sayəsində minlərlə müştərinin yekdil tərifini qazanmışdır.
Lazer təmizlənməsi haqqında daha çox məlumat əldə etmək və ya sizin üçün ən yaxşı lazer təmizləyici maşın almaq istəyirsinizsə, zəhmət olmasa veb saytımızda bir mesaj buraxın və birbaşa bizə e-poçt göndərin!
Yayımlanma vaxtı: 03 Dekabr 2022



