




Well d'Ufuerderunge fir d'Schweißfestigkeit an d'Erscheinung beim Blechschweißen ëmmer méi héich ginn, besonnesch fir Deeler mat engem héije Mehrwäert a héijen Ufuerderunge fir d'Schweißqualitéit, féieren traditionell Schweessmethoden zwangsleefeg zu enger Deformatioun vum Werkstéck wéinst dem groussen Hëtztzougang usw. De Problem erfuerdert extensiv Schleif- a Formmethoden, wat zu steigende Käschte féiert.
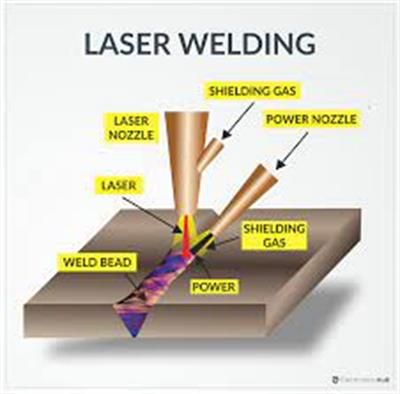
Wéi och ëmmer,Laserschweißenhuet eng extrem héich Energiedicht an eng extrem niddreg hëtzebeaflosst Zon, wat net nëmmen d'Schweisseffizienz däitlech verbessert, mä och d'Qualitéit verbessert an d'Nofaarbechtungszäit reduzéiert.
Dofir gëtt d'Uwendung vum Laserschweissen an der moderner Blechfabrikatioun ëmmer méi populär. Vill Clienten maache sech Suergen iwwer d'Käschte fir d'Beschaffung vun Ausrüstung, d'Schweisseffizienz a Qualitéit, d'Schleifgeschwindegkeet, d'Verbrauchsmaterialien no der Veraarbechtung, den Energieverbrauch, d'Schwieregkeeten beim Betrib, de Sécherheetsschutz, d'Käschte fir d'After-Sales a vill aner Aspekter.
Et gëtt vill Zorte vu Schweissmaschinnen um Maart. Clienten mussen déi folgend Faktoren berécksiichtegen, wa se eng Laserschweissmaschinn auswielen:
1. Optesch Charakteristiken: Punktgréisst (Duerchmiesser vum Laserstaaf, Duerchmiesser an Typ vum Faser, Parameter vum Ausgangskop), Héicht vum Brennpunkt, Déifteschärft, Punktpositioun, Afallswénkel vum Punkt;
2. Kontrollcharakteristiken: Auswiel vum Feedback-Kontrollmodus a Leeschtungswelleform.
Nodeems mir verschidde Schweessmethoden verglach hunn, huet eis Firma dräi Zorte vu Laserschweissgeräter lancéiert: Glasfaser véierdimensional automatesch Schweess, Roboter automatesch Schweess, anHand-Laser-Schweißenfir déi verschidde Bedierfnesser vun der Blechindustrie. D'Liichtquellen vun den dräi Apparater benotzen all Faserlaser, et si keng Verbrauchsmaterialien a Wartung erfuerderlech, d'Stralqualitéit ass gutt an d'Schweissgeschwindegkeet ass séier, wat de beschte Prinzip fir d'Veraarbechtung an der Blechindustrie ass.
Auswiel vun Ausrüstung
01. Automatesch Faserschweissungg

Uwendungsberäich:Haaptsächlech fir grouss Chargen vu klenge a mëttelgrousse Standardblech benotzt, d'Produkt huet eng héich Präzisioun, an d'Chargenveraarbechtung kann mat gudden Tools a Befestigungen realiséiert ginn.
Héicheffizient Automatiséierung:Héichleistungslaserausgang, héichpräzis Widderhuelungspositionéierung, véierdimensional Fernaarbechtsbank, ultra-praktescht Betribssystem, automatesch Fokusséierung a Rotatioun vum Schweesskapp, wouduerch den héijen Effizienzverhältnis vun der Veraarbechtung an der Produktiounsautomatiséierung realiséiert gëtt;
Staark a schéin:D'Schweißnaht huet en héijen Aspektverhältnis (déif a schmuel), kee Fëllstoffdrot ass néideg, d'Verschmotzung vun der Schmelzzon ass kleng, d'Schweißnaht huet eng héich Festigkeit a Zähegkeet (iwwerschreit souguer de Basismaterial) an ass hell a schéin;
Klengen Hëtztafloss:d'Laserleistung ass héich, an denSchweißprozessass extrem séier, sou datt d'Hëtztzoufuhr an d'Wierkstéck ganz niddreg ass, d'Hëtztbeaflosst Zon kleng ass, an d'Wierkstéck sech net deforméiert;
Héich Dicht:D'Gas entléisst séier wann d'Schweißnaht geformt gëtt, an d'Penetratiounsschweißnaht huet keng Poren. Ausserdeem mécht déi séier Ofkillung nom Schweißen d'Schweißstruktur fein an d'Schweißdicht ass ganz héich.
Kontroll:Et kann all Funktiounen wéi Schweessnahtpositionéierung, Punktgréisst, Straltransmissioun, Liichtenergiejustéierung, Hubkontroll, Héichgeschwindegkeets-Noutstopp, etc. kontrolléieren;
Praktesch Operatioun:zentraliséiert Bedienung vun de Knäppercher, visuell Iwwerwaachung vum Bildschierm, praktesch a séier Operatioun;
Stabil Leeschtung:D'Maschinn gëtt streng vum Qualitéitstechneschen Team kontrolléiert, vun den Deeler bis zur ganzer Maschinn, a gëtt grëndlech iwwerpréift an getest, ier se d'Fabréck verléisst, sou datt d'Maschinneleistung ganz stabil ass;
Breet Palette vun Uwendungen:Véierachseg Laangschlag-Verbindung, verschidde Welleforme kënnen fir Prozessparameter no verschiddene Schweessmaterialien agestallt ginn, sou datt d'Schweessparameter den Ufuerderunge vum Schweessen entspriechen. Gëeegent fir Schweessen a verschiddenen Industrien, Produkter a Methoden.
Schwéngkapp:D'Gréisst a Form vum Liichtfleck kënnen ugepasst ginn, wat wäit verbreet ka ginn a kann un d'Schweißen vu verschiddene Produkter ugepasst ginn.
02. Roboterschweißen
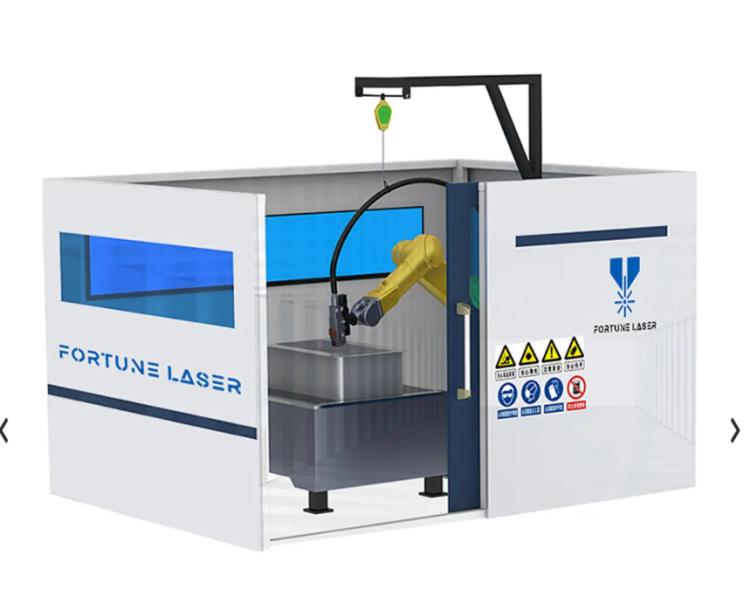
Uwendungen: Et gëtt haaptsächlech fir grouss Chargen vu mëttleren a grousse Standardblech benotzt. Et huet eng héich Positionéierungsgenauegkeet a flexibel Bewegung. Et ass gëeegent fir verschidde Werkstécker mat komplexe Trajektoriewénkelen. Et kann a Multistatiounen ëmgebaut ginn fir d'Schweisseffizienz ze verbesseren. Et ass déi eenzeg Wiel fir manuell Aarbecht ze ersetzen an d'Aarbechtsintensitéit ze reduzéieren.
Mat engem sechsachsegen Roboterarm ass de Schweessberäich breet.
D'Widderhuelungspositionéierungsgenauegkeet ass méi héich, bis zu 0,05 mm.
De Roboter huet eng gutt Steifheet a laang Liewensdauer.
D'Produktiounseffizienz ass däitlech verbessert ginn, an et kann 24 Stonnen kontinuéierlech funktionéieren. Kombinéiert mat Tools an enger Montageband kann et eng automatesch Masseproduktioun realiséieren.
Schwenkkopf: d'Gréisst a Form vum Liichtfleck kënnen ugepasst ginn, wat wäit verbreet ka ginn an un d'Ufuerderungen ugepasst ka ginnSchweessen vu verschiddenenProdukter.
03. Handlaserschweißen

Uwendungen:Haaptsächlech fir net-standardiséiert Blech benotzt. Et gi vill Zorte vu Produkter, net gëeegent fir verschidde Befestigungen, fir exzessiv Investitiounen ze vermeiden. D'Biegenauegkeet vum Produkt ass net héich, an d'Lück ass ze grouss, wat de Problem vun der schwiereger Rekrutéierung léist. Dëst Modell huet eenheetlech Luef vun de Clienten kritt.
Einfach Operatioun:DenHandheld Laser Schweessmaschinnass einfach ze léieren an ze benotzen, an den Operateur kann ouni Problemer héichqualitativ Schweessresultater erreechen.
Héich Schweessleistung:Handlaserschweissen ass méi séier wéi Argon-Boueschweissen. Well zwou Schweissaarbechter gespuert ginn, kann d'Produktiounseffizienz liicht verduebelt ginn.
Kee Schweißverbrauchsmaterial:D'Schweißen kann während dem Betrib einfach ouni Fëllstoffdrot duerchgefouert ginn, wat d'Materialkäschte bei der Produktioun a Veraarbechtung reduzéiert.
Gudde Schweesseffekt:Handlaserschweißen ass Schmelzschweißen. Am Verglach mat traditionellem Schweißen huet Laserschweißen eng méi héich Energiedicht an e besseren Effekt.
Héich Energieeffizienzkonversioun:D'photoelektresch Konversiounseffizienz vum Laser ass bis zu 30% héich, an den Energieverbrauch ass méi niddreg.
Einfach ze benotzen a flexibel:Handlaserschweissung, fräi a flexibel, erreechbar Reechwäit
Schweessnähte mussen net poléiert ginn: kontinuéierlech Schweessen, glat ouni Fëschschuppen, schéin an ouni Narben, wat spéider Schleifprozesser reduzéiert.
Schwéngkapp:D'Gréisst a Form vum Liichtfleck kënnen ugepasst ginn, wat wäit verbreet ka ginn a kann un d'Schweißen vu verschiddene Produkter ugepasst ginn.
Bei der Auswiel vun der Laserleistungswelleform, am Allgemengen ënner der Viraussetzung vun der Ausgab vun der selwechter Laserenergie, wat méi breet d'Pulsbreet ass, wat méi grouss de Schweesspunkt ass; wat méi héich d'Spëtzeleistung vun der Laserleistungswelleform ass, wat méi déif de Schweesspunkt ass. Am Moment gëtt et keng komplett Rei vu Methoden fir d'Astellung vun der Laserleistungswelleform. D'Benotzer kënnen am Laf vum Gebrauch graduell exploréieren, fir déi Laserleistungswelleform ze fannen, déi fir hir eege Produkter gëeegent ass.
D'Wiel vun der Laserschweissmaschinn ass ganz wichteg fir d'Ausbezuelungsquote vun der Batchveraarbechtung; dofir kënnen d'Benotzer, wa méiglech, eng Laser-Echtzäit-Negativ-Feedback-Schweissmaschinn benotzen, fir d'Produktiounsquote ze verbesseren.
Wann Dir méi iwwer Laserschweissen wësse wëllt oder déi bescht Laserschweissmaschinn fir Iech wëllt kafen, da loosst w.e.g. eng Noriicht op eiser Websäit a schéckt eis direkt eng E-Mail!
Zäitpunkt vun der Verëffentlechung: 17. Februar 2023



