
Fortune Laser Handheld Faserlaser Schweessmaschinn






Fortune Laser Handheld Faserlaser Schweessmaschinn
Technesch Parameter vum Fortune Laser Handlaser Schweissgerät
| Modell | FL-HW1000 | FL-HW1500 | FL-HW2000 |
| Lasertyp | 1070nm Faserlaser | ||
| Nominal Laserleistung | 1000W | 1500W | 2000W |
| Killsystem | Waasserkillung | ||
| Aarbechtsweis | Kontinuéierlech / Modulatioun | ||
| Geschwindegkeetsberäich vum Schweißer | 0~120 mm/s | ||
| Duerchmiesser vum Brennpunkt | 0,5 mm | ||
| Ëmgéigend Temperaturberäich | 15~35 ℃ | ||
| Ëmweltfiichtegkeetsberäich | <70% ouni Kondensatioun | ||
| Schweessdicke | 0,5-1,5 mm | 0,5-2 mm | 0,5-3 mm |
| Ufuerderunge fir d'Schweißspalt | ≤1,2 mm | ||
| Betribsspannung | AC 220V/50HZ 60HZ/ 380V±5V 50HZ 60HZ 60A | ||
| Schrankdimensioun | 120*60*120cm | ||
| Dimensioun vum Holzpak | 154*79*137cm | ||
| Gewiicht | 285 kg | ||
| Faserlängt | Standard 10M, déi längsten personaliséiert Längt ass 15M | ||
| Applikatioun | Schweessen a Reparatur vun Edelstol, Kuelestol, Aluminiumlegierungen. | ||
Portable Handlaserschweissgerät fir Metaller
| Material | Ausgangsleistung (W) | Maximal Duerchdréngung (mm) |
| Edelstahl | 1000 | 0,5-3 |
| Edelstahl | 1500 | 0,5-4 |
| Edelstahl | 2000 | 0,5-5 |
| Kuelestol | 1000 | 0,5-2,5 |
| Kuelestol | 1500 | 0,5-3,5 |
| Kuelestol | 2000 | 0,5-4,5 |
| Aluminiumlegierung | 1000 | 0,5-2,5 |
| Aluminiumlegierung | 1500 | 0,5-3 |
| Aluminiumlegierung | 2000 | 0,5-4 |
| Galvaniséiert Blech | 1000 | 0,5-1,2 |
| Galvaniséiert Blech | 1500 | 0,5-1,8 |
| Galvaniséiert Blech | 2000 | 0,5-2,5 |
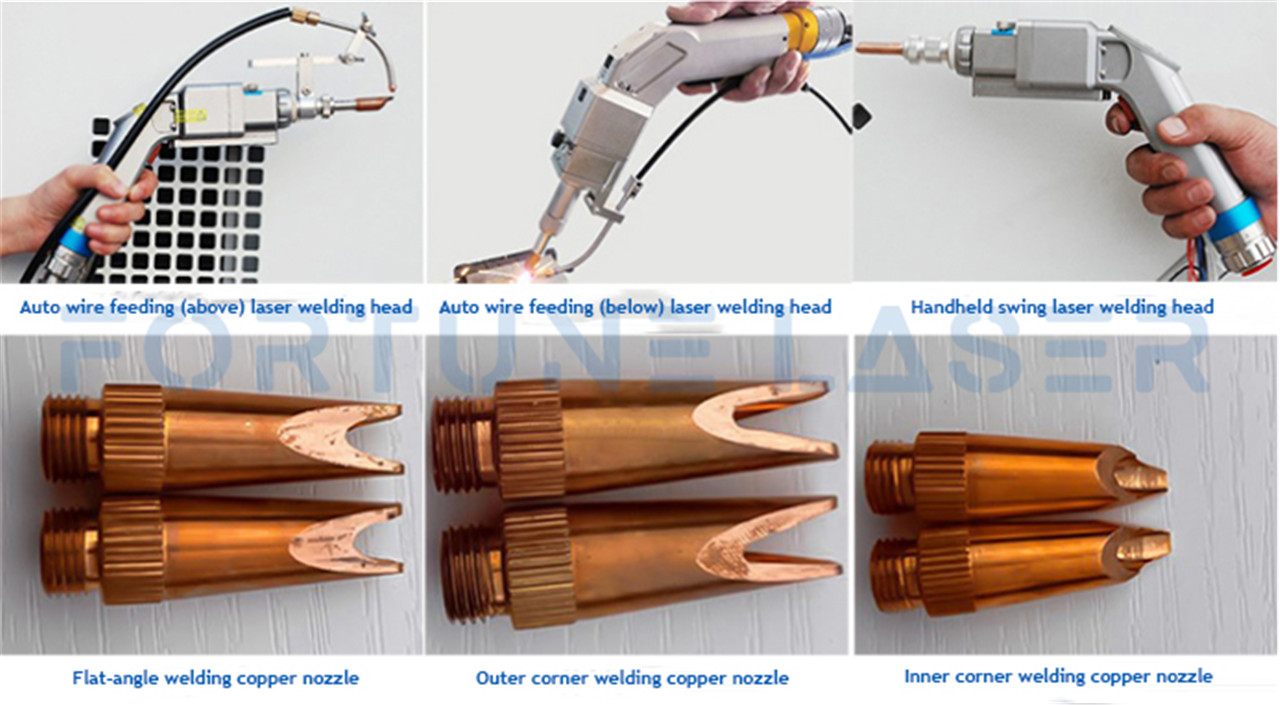
Dräi Faarwen fir Är Optiounen

Virdeeler vun der Handheld-Laser-Schweissmaschinn
1. Breet Schweessbereich:
Den Handschweisskopf ass mat enger origineller optescher Faser vun 10M ausgestatt (déi längsten personaliséiert Längt ass 15M), déi d'Limiten vum Aarbechtsbankraum iwwerwënnt a kann dobausse geschweesst ginn a laangstreckengeschweesst ginn;
2. Praktesch a flexibel ze benotzen:
Hand-Laserschweissmaschinnen sinn mat beweegleche Riemscheiwen ausgestatt, déi bequem an der Hand leien, an déi d'Statioun zu all Moment upasse kënnen, ouni Fixpunktstatioun, fräi a flexibel, a gëeegent fir verschidden Aarbechtsëmfeldszenarien.
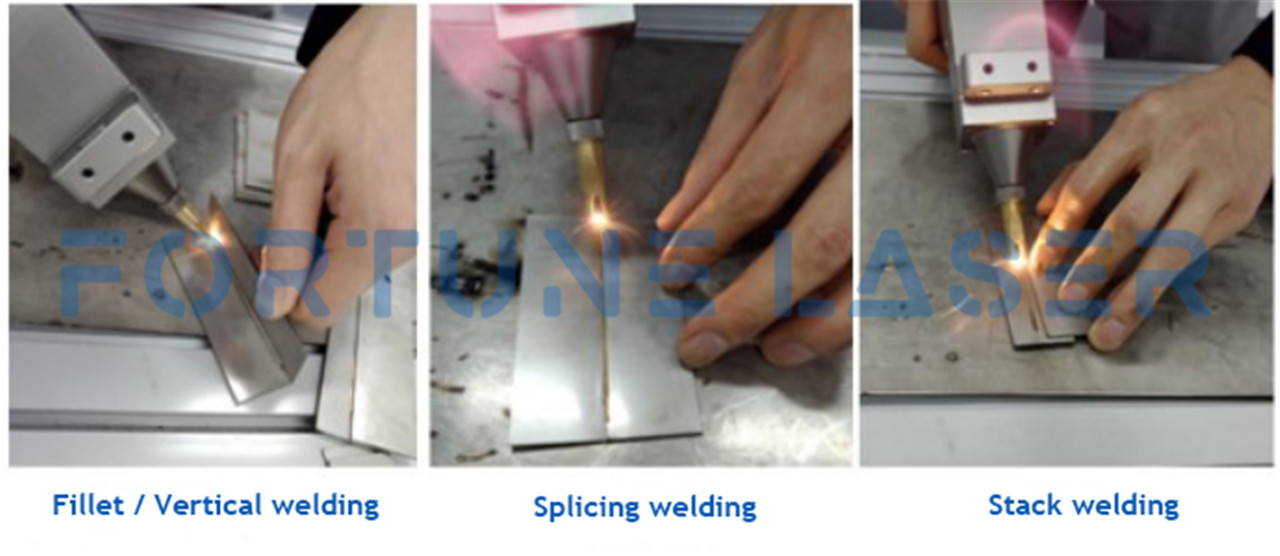
3. Verschidde Schweessmethoden:
Schweessen aus all Wénkel kann realiséiert ginn: Iwwerlappungsschweessen, Stompschweessen, Vertikalschweessen, Flachkantschweessen, Innenkantschweessen, Äusserkantschweessen, etc., a kann verschidde komplex geschweesst Aarbechtsstécker a grouss Aarbechtsstécker mat onregelméissege Formen schweessen. Schweessen aus all Wénkel realiséiert ginn. Zousätzlech kann et och d'Schneiden ofschléissen, Schweessen a Schneiden kënne fräi gewiesselt ginn, wiesselt einfach d'Schweesskofferdüs op d'Schneidkofferdüs, wat ganz praktesch ass.
4. Gudde Schweesseffekt:
Handlaserschweißen ass thermesch Schmelzschweißen. Am Verglach mam traditionelle Schweißen huet Laserschweißen eng méi héich Energiedicht a kann besser Schweessresultater erreechen. D'Schweißfläch huet wéineg thermeschen Afloss, ass net einfach ze verformen, schwaarz a weist Spueren um Réck. D'Schweißdéift ass grouss, d'Schmelzzäit ass genuch, et ass fest a zouverlässeg, an d'Schweißfestigkeit erreecht oder iwwerschreit de Basismetall selwer, wat mat normale Schweessmaschinne net garantéiert ka ginn.

5. D'Schweißnaht muss net poléiert ginn.
Nom traditionelle Schweess muss d'Schweessplaz poléiert ginn, fir sécherzestellen, datt se glat an net rauh ass. D'Handlaserschweißen reflektéiert präzis méi Virdeeler am Veraarbechtungseffekt: kontinuéierlecht Schweessen, glat a keng Fëschschuppen, schéin a keng Narben, a manner Nofollgpolierprozeduren.
6. Schweessen matautomatesch Drotzufuhr.
No der Androck vun de meeschte Leit ass d'Schweissoperatioun "lénks Brëll, riets Klemm Schweessdrot". Awer mat der Handlaserschweissmaschinn kann d'Schweissaarbecht einfach gemaach ginn, wat d'Materialkäschte bei der Produktioun an der Veraarbechtung reduzéiert.
7. Méi sécher firBedreiwer.
Mat verschiddene Sécherheetsalarmer ass d'Schweissspëtz nëmmen effektiv, wann de Schalter beréiert gëtt, wann en de Metall beréiert, an d'Luucht spärt sech automatesch no der Entfernung vum Werkstéck, an den Touch-Schalter huet eng Kierpertemperaturmessung. D'Sécherheet ass héich, fir d'Sécherheet vum Bedreiwer während der Aarbecht ze garantéieren.
8. Spuert Aarbechtskäschten.
Am Verglach mam Lichtbogenschweißen kënnen d'Veraarbechtungskäschte ëm ongeféier 30% reduzéiert ginn. D'Operatioun ass einfach, einfach ze léieren a séier unzefänken. Déi technesch Schwelle vun den Operateuren ass net héich. Normal Aarbechter kënnen hir Positiounen no enger kuerzer Ausbildung unhuelen, wouduerch se einfach héichqualitativ Schweessresultater erreeche kënnen.
9. Einfache Wiessel vun traditionelle Schweessmethoden op Glasfaserlaserschweißen.
Dir kënnt bannent e puer Stonnen léieren, wéi een d'Fortune Laser Faserlaser-Schweissmaschinn benotzt, ouni Kappwéi, no Schweessexperten ze sichen, a keng Suergen ëm den knappen Liwwerzäitplang. Ausserdeem sidd Dir mat dëser neier Technologie an Investitioun um Maart viraus a profitéiert vun erhéichte Gewënnmargen am Verglach mat traditionelle Schweessmethoden.
Uwendungsfelder vun der Handheld-Laser-Schweissmaschinn
De Hand-Laser-Schweissgerät ass haaptsächlech fir grouss a mëttelgrouss Blech, Schränke, Chassis, Dier- a Fënsterrahmen aus Aluminiumlegierung, Wäschbecken aus Edelstol an aner grouss Aarbechtsstécker, wéi z. B. bannenzeg rechtwénkelschweißen, baussenzeg rechtwénkelschweißen, flaach Schweißen, kleng hëtzebeaflosst Fläch beim Schweessen, kleng Deformatioun a Schweessdéift. Grouss, staark Schweess.
Fortune Laser Handlaser-Schweissmaschinne gi wäit verbreet an de komplizéierten an onregelméissege Schweessprozesser vun der Kichen- a Buedzëmmerindustrie, der Haushaltsgeräteindustrie, der Reklammeindustrie, der Schimmelindustrie, der Edelstahlproduktindustrie, der Edelstahltechnikindustrie, der Dieren- a Fënsterindustrie, der Handwierksindustrie, der Haushaltsgidderindustrie, der Miwwelindustrie, der Autodeelerindustrie, etc. agesat.

Verglach vun Handlaserschweissmaschinn a Argonbogenschweissmaschinn
1. Vergläich vum Energieverbrauch:Am Verglach mam traditionelle Bougeschweiss spuert d'Handlaserschweissmaschinn ongeféier 80% bis 90% vun der elektrescher Energie, an d'Veraarbechtungskäschte kënnen ëm ongeféier 30% reduzéiert ginn.
2. Vergläich vum Schweesseffekt:Handlaserschweißen kann d'Schweißen vu verschiddene Stol- a Metaller ofschléissen. D'Geschwindegkeet ass héich, d'Deformatioun ass kleng an d'Hëtztbeaflosst Zon ass kleng. D'Schweißnaht ass schéin, glat, ouni/manner Porositéit a keng Verschmotzung. Déi handgemaachte Laserschweißmaschinn kann fir kleng oppen Deeler a Präzisiounsschweißen benotzt ginn.
3. Vergläich vum Follow-up-Prozess:Niddreg Hëtztzoufuhr beim Laserhandschweißen, kleng Deformatioun vum Werkstéck, schéi Schweißfläch kann erreecht ginn, keng oder nëmmen eng einfach Behandlung (ofhängeg vun den Ufuerderunge vum Schweißflächeneffekt). D'Handlaserschweißmaschinn kann d'Aarbechtskäschte vum risege Polier- a Nivellierprozess staark reduzéieren.
| Typ | Argon-Bougschweissen | YAG-Schweißen | HandheldLaserSchweessen | |
| Schweessqualitéit | Hëtztzoufuhr | Grouss | Kleng | Kleng |
|
| Deformatioun/Ënnerschneidung vum Werkstéck | Grouss | Kleng | Kleng |
|
| Schweessformung | Fëschschuppenmuster | Fëschschuppenmuster | Glat |
|
| Déi spéider Veraarbechtung | Polnesch | Polnesch | Keen |
| Operatioun benotzen | Schweessgeschwindegkeet | Lues | Mëtt | Schnell |
|
| Operatiounsschwieregkeeten | Haart | Einfach | Einfach |
| Ëmweltschutz a Sécherheet | Ëmweltverschmotzung | Grouss | Kleng | Kleng |
|
| Kierperschued | Grouss | Kleng | Kleng |
| Käschte vum Schweißer | Verbrauchsmaterial | Schweessstang | Laserkristall, Xenonlampe | Kee Besoin |
|
| Energieverbrauch | Kleng | Grouss | Kleng |
| Buedemfläch vun der Ausrüstung | Kleng | Grouss | Kleng | |
Frot eis haut nach no engem gudde Präis!
Realiséiert Produkter
-

Fortune Laser Industrieroboter Laser Schweessmaschinn ...
-

Fortune Laser 200W Gold Sëlwer Koffer Bijouen Y...
-

Fortune Laser Hot Sale 1000W-3000W 3 an 1 Laser...
-

Wackelkopf 3 an 1 Handlaserschweissmaschinn Reiniger...
-

Fortune Laser Mini 1000W/1500W/2000W/3000W Fiber...
-

Fortune Laser Automatesch Roboterarm Frame 6 Achsen ...









