




Fabricatores semper student ut producta fortiora, diuturniora, et fideliora sint, necnon in sectoribus autocinetico et aëronautico. Hac in re, saepe systemata materiarum cum metallis densitatis minoris, temperaturae et corrosionis resistentiae melioris emendant et substituunt. Hoc fabricatoribus meliorem locum in foro praebet.
Re vera, dimidia tantum fabulae pars est.
Commodum strategicum etiam validius est certitudo quantificabilis de robur, firmitate, et fidelitate producti.
Permutatio materiarum vetustiorum cum firmioribus bonum initium esse potest, sed etiam requirit processus fabricationis provectiores qui nituntur purgatione superficierum mundiore et efficaciore ad structuras firmas creandas. Metalla, ut mixturae aluminii et materiae provectae, ut composita polymerica fibrae carbonis, saepe in fabricatione autocinetica et aerospatiali adhibentur, nexum requirunt ad pondus reducendum – cum nexus adhibentur, pondus structurae additur – et ad iuncturas firmius creandas.
Inter artes traditionales poliendi aluminii sunt saburratio, detersio cum solvente, deinde trituratio (disco abrasivo utens) vel anodisatio. Nexus glutinoso ianuam aperit ad processus magis automatarios quibus politurae traditionales non conveniunt.
Anodatio frequentior est in applicationibus aëronauticis ubi haec praeparatio carior et strictior adhibetur ad specificationes strictas implendas. Variabilitas innata technicarum saburrationis iactationis et abrasionis manualis clare demonstrat processum magis moderatum necessarium esse.
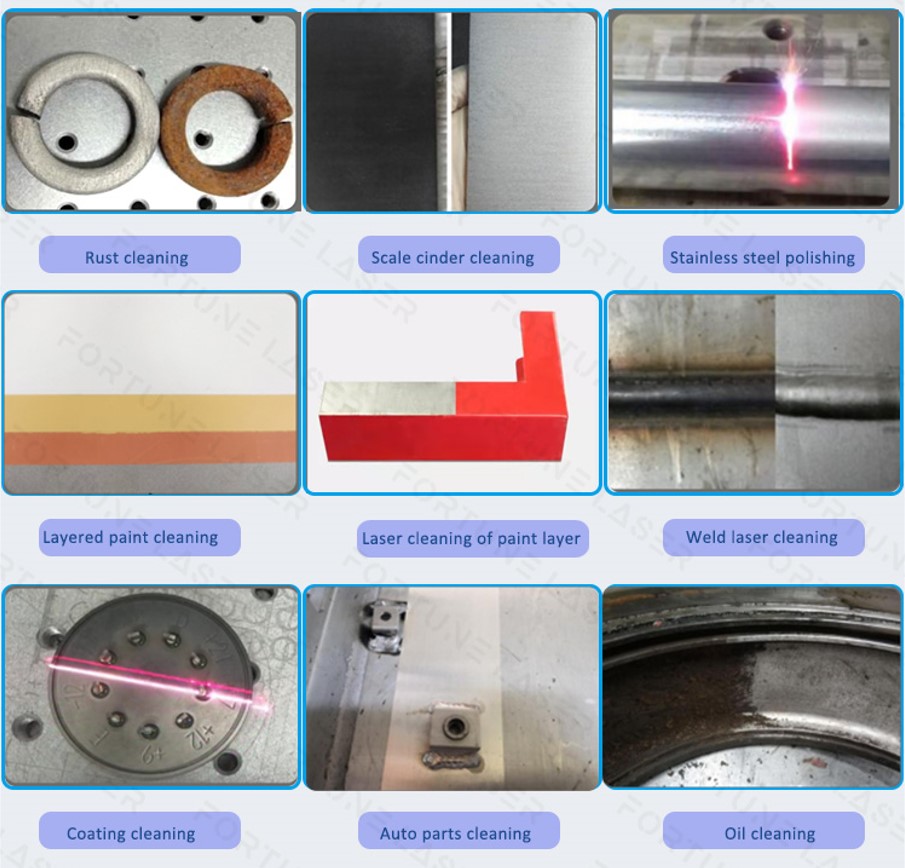
Purgatio laserica sive ablatio laserica hanc lacunam processus implet ut methodus accuratior, ecologica, automatiora et efficacior superficies metallicas et compositas ad purgandum tractandi. Genera contaminationis in superficie harum materiarum inventa facile per processum lasericum removentur.
Quia purgatio laserica tam potens est, permagni momenti est accurate scire quomodo superficiem tuam afficiat. Discrimen inter superficiem rite tractatam et superficiem parum vel nimis tractatam difficillimum esse potest ad aestimandum. Cum technologia verificationis quantitativae processus tam sensibilis et accurata quam ipse processus lasericus, fabri certi esse possunt superficies suas metallicas et compositas plene paratas esse ad coniungendum.
Sequens Fortune laser tibi dabit introductionem accuratam de causis eligendi purgationem lasericam.
1 –Quid est Purgatio Laser??
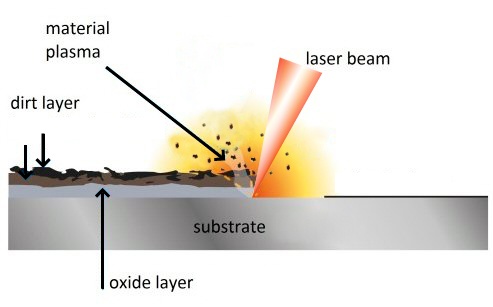
Curatio laserica est ars purgationis thermalis summae praecisionis, quae operatur per remotionem (ablationem) minimarum partium superficiei materialis per radium lasericum focalizatum, saepe pulsatum. Laser superficiem irradiat ad atomos removendos et adhiberi potest ad foramina minima et profunda per materias durissimas terebranda, tenues pelliculas vel nanoparticulas in superficie producens.

Haec purgatio superficierum tam efficax est propter facultatem suam tam parvas stratas contaminantium et residuorum petendi. Superficies aluminii oxida et olea lubricantia continent quae iuncturae glutinis nocent, et composita saepe residua liberationis formae et alia contaminantia siliconis retinent quae vincula chemica firma cum glutinis formare non possunt.
Cum glutinum superficiei cum uno ex his residuis adhibitum est, conabitur chemica adhaerere oleis et silicone in primis paucis stratis molecularibus materiae. Hae vincula sunt valde debilia et inevitabiliter deficiunt vel in probationibus functionis vel in usu producti. Cum iuncturae rumpuntur ubi superficies et glutinum vel tegumentum conveniunt, hoc ruptura interfacialis appellatur. Ruptura cohaesiva in probatione scissionis lapsus est cum ruptura intra ipsum glutinum fit. Hoc indicat vinculum firmissimum et structuram compositam quae est resiliens et diuturna.
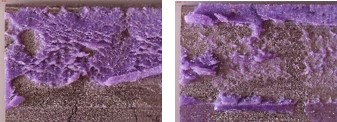
Ruptura cohaesionis harum speciminum compositarum quae lasere tractatae sunt glutinum in utraque parte materiarum iungendarum ostendit.
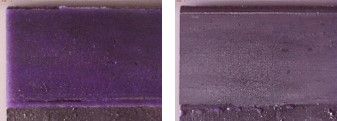
Ruptura interfacialis harum speciminum compositarum quae non tractata sunt ostendit glutinum uni tantum lateri adhaesisse et alterum omnino reliquerit.
Cum cohaesio deficiat, vinculum interfaciale habes quod numquam frustra dimittitur. Curae superficiales superficiem modificare student ut sordes removeant et superficiem creent vel revelent quae cum glutino chemice coalescere poterit ad vincula durabilia et certa.
2- Quomodo Scire Si Superficies Laser Tractata Tua Adhaesionis Parata Est
Mensurae anguli contactus, sicut eae quae in charta IJAA memorantur ad degradationem curationum per tempus intellegendam adhibitae, modus egregius sunt ad processus purgationis lasericae monitorandos et verificandos.
Mensura anguli contactus sensibilis est ad mutationes moleculares quae in superficie laserica tractata fiunt. Gutta liquidi in superficiem imposita ascendet vel descendet pro exacta proportione quantitatis contaminationis microscopicae in superficie. Mensurae anguli contactus sunt indicium perpetuum adhaesionis et claritatem et visibilitatem offerre possunt in quomodo congruat vis curationis cum necessitatibus purgationis materiarum.
Mensurae anguli contactus pulchre congruunt cum mutationibus in gradibus contaminantium per methodos spectroscopiae deprehensis. Pleraeque mensurae accuratae contaminantium in superficiebus fiunt cum apparatu quem fabricatores emere non possunt nec in partibus realibus quae revera fabricantur adhiberi possent.
Mensurae anguli contactus statim ante et post tractationem in linea productionis fieri possunt cummanualevelinstrumenta mensurae automaticaeSicut purgatio laserica ob necessitates automationis magni voluminis et praecisionis fabricationis obsoletas methodos praeparationis superficiei substituit, ita mensurae anguli contactus etiam probationes qualitatis superficiei subiectivas et imprecisas, ut atramenta dynamica et probationes rupturae aquae, obsoletas reddunt.
Experimenta roboris tantum exemplum materiarum tractatarum examinant, augentes ad ratem rebutiorum nec ullam indicationem praebentes quomodo firmius vinculum creetur. Anguli contactus, cum per totam lineam productionis adhibentur, indicare possunt ubi processus emendationem requirat, et perspicuitatem praebere possunt de eo quod emendandum est et quo usque.

3- Cur Purgatio Laserica Utaris?
Multae egregiae investigationes factae sunt de modis quibus curatio superficiei laserica adhaesionem auget. Exempli gratia,commentatio in ephemeride "Journal of Adhesion" editaexploravit quantum robur articulationum augeatur purgatione laserica comparatione cum methodis traditis.
"Resultata experimentalia indicant curationem superficialem laseris praeadhaesionis significanter auxisse robur scissionis speciminum aluminii epoxy modificato iunctorum, comparatione cum substratis non tractatis et anodisatis. Optima resultata obtenta sunt cum energia laseris circiter 0.2 J/Pulsu/cm2, ubi robur scissionis unius lateris 600-700% comparatione cum ea mixturae aluminii non tractatae, et 40% comparatione cum curatione praeadhaesionis acidi chromici auctum est."

Modus fracturae ab adhaesivo ad cohaesivum mutatus est, cum numerus pulsus laseris per curationem augeretur. Hoc posterius phaenomenon cum mutationibus morphologiae, ut per microscopiam electronicam revelatum est, et modificatione chemica, ut per spectroscopiam Auger et infrarubram indicatur, correlatum est.
Alius effectus ablationis lasericae interesting est vis quam habet ad superficiem creandam quae tempore non corrumpitur.
Fortunae LaserMagnum opus perfecit in investigando quomodo purgatio laserica cum superficiebus modis quibusdam miris interagat. Tractatio laserica aluminii crateres minimos in superficie creat, qui liquescunt et fere simul in stratum microcrystallinum in superficie solidificantur, quod corrosioni etiam magis resistit quam ipsum aluminium.
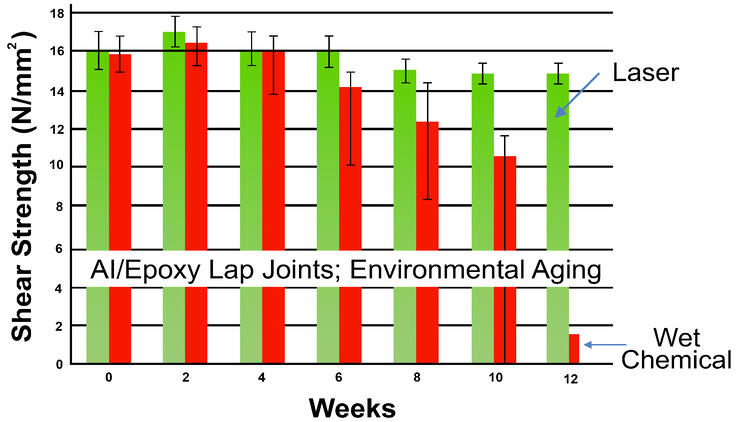
In tabula infra inspiciendo, differentiam inter vim scissionis iuncturae utens aluminio laser tractato et aluminio chemico tractato ostendit. Cum tempore procedente, superficies ambiente humido expositae sunt, facultas superficiei chemico tractatae bene iungendi significanter decrescit quia humiditas superficiem corrodere incipit, dum superficies laser tractata resistentiam corrosionis post hebdomades expositionis retinet.
Tempus publicationis: XII Augusti, MMXXII



