Fortune Laser 3W 5W UV lézeres jelölőgép




Fortune Laser 3W 5W UV lézeres jelölőgép
Az UV-jelölőgép alapelvei
A modern precíziós megmunkálás területén, mivel a hagyományoslézeres jelölőgéplézeres hőkezelési technológiát alkalmaz, a finomság fejlesztése korlátozott, és az ultraibolya lézeres jelölőgép megjelenése megtöri ezt a patthelyzetet, amely egyfajta hidegfeldolgozási folyamatot alkalmaz, a feldolgozási folyamatot "fotomaratás" hatásnak nevezik, a nagy terhelési energiájú "hidegen feldolgozás" (ultraibolya) fotonok megszakíthatják a kémiai kötéseket az anyagban vagy a környező közegben, így az anyag nem termikus folyamatkárosodáson megy keresztül, és a belső réteg és a közeli nincs fűtés vagy termikus deformáció a területen, és a végső feldolgozott anyag sima élekkel és rendkívül alacsony karbonizációval rendelkezik, így a finomság és a termikus befolyás minimális, ami nagy előrelépés a lézertechnológiában.
Az ultraibolya lézeres feldolgozás reakciómechanizmusa fotokémiai ablációval valósul meg, azaz lézerenergiára támaszkodva megszakítja az atomok vagy molekulák közötti kötést, így azok gázosodnak és elpárolognak kis molekulák formájában. A fókuszált folt rendkívül kicsi, és a feldolgozás hőhatásövezete is nagyon kicsi, így ultrafinom jelölésre és speciális anyagok jelölésére is használható.
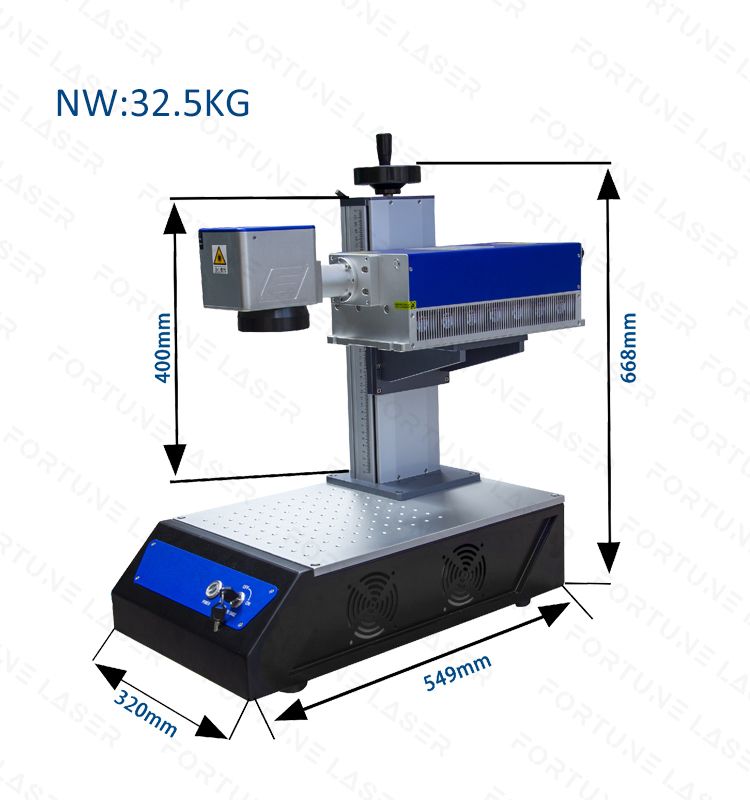
3W 5W lézeres jelölőgép jellemzői:

Fortune Laser automatikus lézerhegesztőgép műszaki paraméterei
| Modell | FL-UV3 | FL-UV5 |
| Lézerteljesítmény | 3W | 5W |
| Hűtési út | Léghűtés | |
| Lézer hullámhossz | 355 nm | |
| Kimeneti teljesítmény | >3W 30 kHz-en | >5W 40 kHz-en |
| Maximális impulzusenergia | 0,1 mJ @ 30 kHz | 0,12 mJ @ 40 kHz |
| Impulzus ismétlődési frekvencia | 1–150 kHz | 1–150 kHz |
| Impulzus időtartama | <15 ns 30 kHz-en | <18 ns 40 kHz-en |
| Átlagos teljesítménystabilitás | <3% | <3% |
| Polarizációs arány | >100:1 vízszintes | >100:1 vízszintes |
| Sugár körkörössége | >90% | >90% |
| Környezeti követelmény | Üzemi hőmérséklet: 18°-26°, Páratartalom: 30% - 85%. | |
| Vezérlőpanel és szoftver | JCZ EZcad2 | |