Laserový značkovací stroj Fortune Laser 3W 5W UV




Laserový značkovací stroj Fortune Laser 3W 5W UV
Základní principy UV značkovacího stroje
V oblasti moderního přesného obrábění, protože tradičnílaserový značkovací strojPoužívá technologii laserového tepelného zpracování, vývoj jemnosti je omezený a vznik ultrafialového laserového značkovacího stroje tuto patovou situaci prolomil. Využívá se proces zpracování za studena. Proces zpracování se nazývá efekt "fotoleptání". Fotony "studeného zpracování" (ultrafialové záření) s vysokou energií zatížení mohou narušit chemické vazby v materiálu nebo okolním médiu, takže materiál podléhá poškození netepelným procesem a vnitřní vrstva a její okolí nedochází k žádnému zahřívání ani tepelné deformaci v dané oblasti a konečný zpracovaný materiál má hladké hrany a extrémně nízkou karbonizaci, takže jemnost a tepelný vliv jsou minimalizovány, což je velký skok vpřed v laserové technologii.
Reakční mechanismus ultrafialového laserového zpracování se realizuje fotochemickou ablací, tj. spoléhá se na laserovou energii, která přerušuje vazby mezi atomy nebo molekulami, čímž je zplyňuje a odpařuje na malé molekuly. Zaostřené místo je extrémně malé a tepelně ovlivněná zóna zpracování je velmi malá, takže jej lze použít pro ultrajemné značení a značení speciálních materiálů.
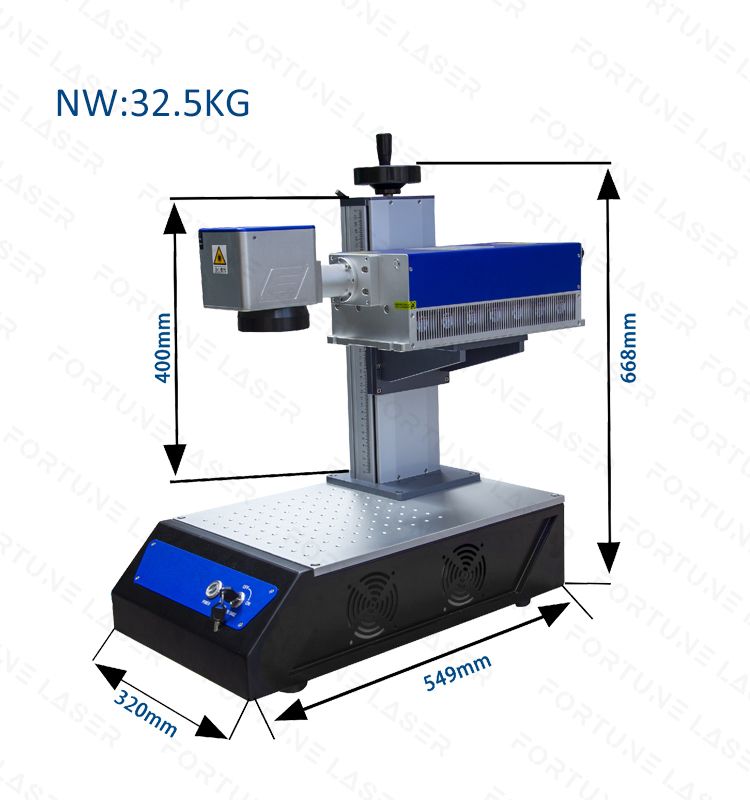
Charakteristika laserového značkovacího stroje 3W 5W:

Technické parametry automatického laserového svařovacího stroje Fortune Laser
| Model | FL-UV3 | FL-UV5 |
| Výkon laseru | 3W | 5W |
| Chladicí cesta | Chlazení vzduchem | |
| Vlnová délka laseru | 355 nm | |
| Výstupní výkon | >3W při 30 kHz | >5W při 40 kHz |
| Maximální energie pulzu | 0,1 mJ při 30 kHz | 0,12 mJ při 40 kHz |
| Frekvence opakování pulzů | 1–150 kHz | 1–150 kHz |
| Trvání pulzu | <15ns při 30 kHz | <18ns při 40 kHz |
| Průměrná stabilita výkonu | <3 % | <3 % |
| Polarizační poměr | >100:1 horizontálně | >100:1 horizontálně |
| Kruhovitost paprsku | >90 % | >90 % |
| Požadavek na prostředí | Provozní teplota: 18°-26°, Vlhkost: 30 % - 85 %. | |
| Řídicí deska a software | JCZ EZcad2 | |