Fortune Laser 3W 5W UV lazerli markalash mashinasi




Fortune Laser 3W 5W UV lazerli markalash mashinasi
UV markalash mashinasining asosiy tamoyillari
Zamonaviy aniq ishlov berish sohasida, chunki an'anaviylazerli markalash mashinasilazerli termal ishlov berish texnologiyasidan foydalanadi, noziklikning rivojlanishi cheklangan va ultrabinafsha lazerli markalash mashinasining paydo bo'lishi bu qiyinchilikni bartaraf etadi, bu esa sovuq ishlov berish jarayonining bir turini qo'llaydi, ishlov berish jarayoni "fotosuratlash" effekti deb ataladi, yuqori yuk energiyasiga ega "sovuq ishlov berish" (ultrabinafsha) fotonlar materialdagi yoki atrofdagi muhitdagi kimyoviy bog'lanishlarni uzishi mumkin, shuning uchun material issiqliksiz jarayonga zarar yetkazadi va ichki qatlam va yaqin atrofda isitish yoki issiqlik deformatsiyasi bo'lmaydi va oxirgi ishlov berilgan material silliq qirralarga va juda past karbonizatsiyaga ega, shuning uchun noziklik va issiqlik ta'siri minimallashtiriladi, bu lazer texnologiyasida katta sakrashdir.
Ultrabinafsha lazer bilan ishlov berishning reaksiya mexanizmi fotokimyoviy ablasyon orqali amalga oshiriladi, ya'ni atomlar yoki molekulalar orasidagi bog'lanishni uzish uchun lazer energiyasiga tayanib, ularni kichik molekulalar sifatida gazlashtirish va bug'lanishga olib keladi. Fokuslangan nuqta juda kichik va ishlov berishning issiqlik ta'sir zonasi juda kichik, shuning uchun uni ultra nozik markalash va maxsus materiallarni markalash uchun ishlatish mumkin.
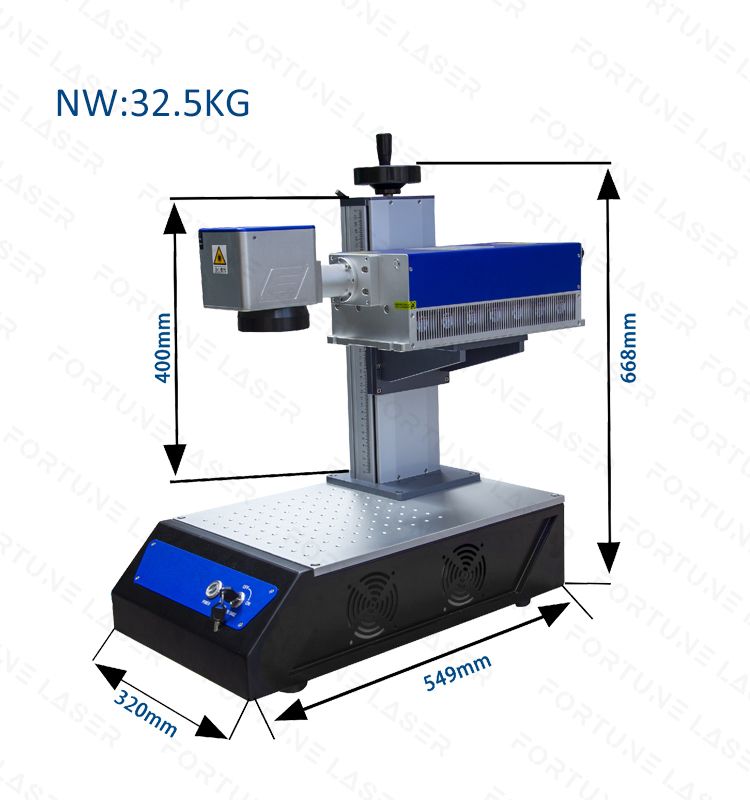
3W 5W lazerli markalash mashinasining tavsifi:

Fortune Laser Avtomatik Lazerli Payvandlash Mashinasining Texnik Parametrlari
| Model | FL-UV3 | FL-UV5 |
| Lazer kuchi | 3W | 5W |
| Sovutish usuli | Havoni sovutish | |
| Lazer to'lqin uzunligi | 355 nm | |
| Chiqish quvvati | >3W@30KHz | >5W@40KHz |
| Maksimal impuls energiyasi | 0.1mJ @ 30KHz | 0.12mJ @ 40KHz |
| Pulsning takrorlanish chastotasi | 1-150KHz | 1-150KHz |
| Puls davomiyligi | <15ns@30KHz | <18ns@40KHz |
| O'rtacha quvvat barqarorligi | <3% | <3% |
| Polarizatsiya nisbati | >100:1 Gorizontal | >100:1 Gorizontal |
| Nurning aylana shakli | >90% | >90% |
| Atrof-muhit talabi | Ish harorati: 18°-26°, Namlik: 30% - 85%. | |
| Boshqaruv platasi va dasturiy ta'minot | JCZ EZcad2 | |