




Металл табакларны эретеп ябыштыруның ныклыгы һәм тышкы кыяфәте таләпләре арта барган саен, бигрәк тә югары өстәмә кыйммәт һәм югары эретеп ябыштыру сыйфаты таләпләре булган детальләр өчен, традицион эретеп ябыштыру ысуллары, һичшиксез, зур җылылык керүе һ.б. аркасында эш кисәгенең деформациясенә китерәчәк. Проблема шунда ки, киң тарту һәм формалаштыру ысуллары таләп ителә, бу исә чыгымнарның артуына китерә.
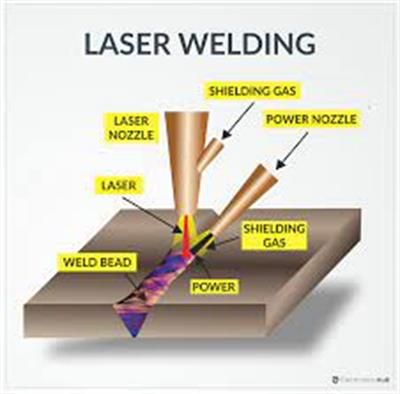
Ләкин,лазер белән эретеп ябыштырубик югары энергия тыгызлыгына һәм бик түбән җылылык тәэсир зонасына ия, бу эретеп ябыштыру нәтиҗәлелеген сизелерлек яхшыртып кына калмый, ә сыйфатны да яхшырта һәм эшкәртүдән соңгы вакытны киметә.
Шуңа күрә, заманча металл табаклар җитештерүдә лазер белән эретеп ябыштыруны куллану барган саен популярлаша бара. Күп кенә клиентлар җиһазлар сатып алу чыгымнары, эретеп ябыштыруның нәтиҗәлелеге һәм сыйфаты, тарту тизлеге, эшкәртүдән соңгы чыгым материаллары, энергия куллану, эксплуатацияләү кыенлыгы, куркынычсызлык саклау, сатудан соңгы чыгымнар һәм башка күп аспектлар турында борчыла.
Базарда төрле эретеп ябыштыру аппаратлары бар. Лазер белән эретеп ябыштыру аппаратын сайлаганда, клиентлар түбәндәге факторларны исәпкә алырга тиеш:
1. Оптик характеристикалар: нокта зурлыгы (лазер таякчыгы диаметры, җепсел диаметры һәм төре, чыгу башы параметрлары), фокаль яссылык биеклеге, кыр тирәнлеге, нокта урнашуы, нокта төшү почмагы;
2. Идарә итү үзенчәлекләре: кире элемтә белән идарә итү режимын һәм көч дулкын формасын сайлау.
Төрле эретеп ябыштыру режимнарын чагыштырганнан соң, безнең компания өч төр лазер белән эретеп ябыштыру җиһазларын чыгарды: оптик җепселле дүрт үлчәмле автоматик эретеп ябыштыру, робот автоматик эретеп ябыштыру һәмкул белән лазер белән эретеп ябыштыруметалл индустриясенең төрле ихтыяҗлары өчен. Өч җайланманың яктылык чыганаклары барысы да җепсел лазерлар куллана, чыгым материаллары һәм хезмәт күрсәтү таләп ителми, нур сыйфаты яхшы, һәм эретеп ябыштыру тизлеге тиз, бу металл индустриясендә эшкәртү өчен иң яхшы принцип.
Җиһазлар сайлау
01. Автоматик җепселләрне эретеп ябыштыруg

Куллану даирәсе:нигездә, кечкенә һәм урта зурлыктагы стандарт металл табакларның зур партияләре өчен кулланыла, продукт югары төгәллеккә ия, һәм партия эшкәртүне яхшы кораллар һәм җайланмалар белән башкарып була.
Югары нәтиҗәле автоматизация:югары куәтле лазер чыгышы, югары төгәллекле кабатлау позицияләү, дистанцион дүрт үлчәмле эш өстәле, бик уңайлы операцион система, автоматик фокуслау һәм эретеп ябыштыру башын әйләндерү, эшкәртү һәм җитештерүне автоматлаштыруның югары нәтиҗәлелек нисбәтен гамәлгә ашыру;
Көчле һәм матур:эретеп ябыштыруның югары аспект нисбәте бар (тирән һәм тар), тутыргыч чыбык кирәк түгел, эрү зонасының пычрануы аз, эретеп ябыштыруның ныклыгы һәм чыдамлыгы югары (хәтта төп материалдан да артып китә), һәм ул якты һәм матур;
Кечкенә җылылык йогынтысы:лазер көче югары, һәмэретеп ябыштыру процессыбик тиз эшли, шуңа күрә эш кисәгенә җылылык керү бик аз, җылылык тәэсир итүче зона кечкенә һәм эш кисәге деформацияләнми;
Югары тыгызлык:Газ эретеп ябыштыру җөеме формалаштырылганда тиз чыга, һәм үтеп керүче эретеп ябыштыру җөемендә тишекләр юк. Моннан тыш, эретеп ябыштырганнан соң тиз суыну эретеп ябыштыру структурасын нечкә итә һәм эретеп ябыштыру тыгызлыгы бик югары була.
Контроль:Ул эретеп ябыштыру җөйен урнаштыру, нокта зурлыгы, нур үткәрү, яктылык энергиясен көйләү, хәрәкәтне контрольдә тоту, югары тизлектәге авария тукталышы һ.б. кебек барлык функцияләрне дә контрольдә тота ала;
Уңайлы эшләү:төймәләрнең үзәкләштерелгән эшләве, экранны визуаль күзәтү, уңайлы һәм тиз эшләү;
Тотрыклы эш күрсәткечләре:Машина сыйфатлы техник төркем тарафыннан детальләрдән алып бөтен машинага кадәр катгый контрольдә тотыла, һәм заводтан чыгар алдыннан җентекләп тикшереләчәк һәм сыналачак, шуңа күрә машинаның эшләве бик тотрыклы;
Куллануның киң диапазоны:дүрт күчәрле озын тактлы тоташтыру, төрле эретеп ябыштыру материалларына карап, төрле дулкын формаларын процесс параметрлары өчен көйләргә мөмкин, шуңа күрә эретеп ябыштыру параметрлары эретеп ябыштыру таләпләренә туры килә ала. Төрле тармакларда, продуктларда һәм ысулларда эретеп ябыштыру өчен яраклы.
Башны әйләндерү:яктылык ноктасының зурлыгын һәм формасын көйләргә мөмкин, аны киң кулланырга һәм төрле продуктларны эретеп ябыштыруга җайлаштырырга мөмкин.
02. Робот белән эретеп ябыштыру
Кушымталар: Ул, нигездә, урта һәм зур стандарт металл табакларның зур партияләре өчен кулланыла. Ул югары позицияләү төгәллегенә һәм сыгылмалы хәрәкәткә ия. Ул катлаулы траектория почмаклары булган төрле эш кисәкләре өчен яраклы. Аны эретеп ябыштыру нәтиҗәлелеген арттыру өчен күп станцияле итеп ясарга мөмкин. Бу кул эшен алыштыру һәм хезмәт интенсивлыгын киметү өчен бердәнбер сайлау.
Алты күчәрле робот кулын кулланып, эретеп ябыштыру диапазоны киң.
Кабат позицияләү төгәллеге югарырак, 0,05 мм га кадәр.
Робот яхшы катылыкка һәм озак хезмәт итү вакытына ия.
Җитештерү нәтиҗәлелеге сизелерлек яхшыра, һәм ул 24 сәгать дәвамында өзлексез эшли ала. Кораллар һәм җыю линиясе белән берлектә, ул автоматик рәвештә күпләп җитештерүне гамәлгә ашыра ала.
Свинг башы: яктылык ноктасының зурлыгын һәм формасын көйләргә мөмкин, аны киң кулланырга һәм аңа яраклаштырырга мөмкинтөрле эретеп ябыштырупродуктлар.
03. Кул белән лазер белән эретеп ябыштыру

Кушымталар:Нигездә, стандарт булмаган металл табаклар өчен кулланыла. Төрле җайланмалар өчен яраклы булмаган күп төрле продуктлар бар, артык инвестицияләрдән сакланыгыз. Продукциянең бөкләнү төгәллеге югары түгел, ә ара бик зур, бу катлаулы җыю проблемасын хәл итә. Бу модель клиентларның бертавыштан мактавына лаек булды.
Гади операция:...кул лазер белән эретеп ябыштыру машинасыөйрәнү һәм куллану җиңел, һәм оператор югары сыйфатлы эретеп ябыштыру нәтиҗәләренә җиңел ирешә ала.
Югары эретеп ябыштыру нәтиҗәлелеге:Кулдан лазер белән эретеп ябыштыру аргон дугалы эретеп ябыштыруга караганда тизрәк. Ике эретеп ябыштыру эшчесен экономияләү нигезендә, җитештерү нәтиҗәлелеген икеләтә арттырырга мөмкин.
Эретеп ябыштыру өчен кулланылучы материаллар юк:Эш барышында тутыргыч чыбык кулланмыйча эретеп ябыштыруны җиңел генә башкарып була, бу җитештерү һәм эшкәртү вакытында материал бәясен киметә.
Яхшы эретеп ябыштыру эффекты:Кулдан лазер белән эретеп ябыштыру - кайнар эретеп ябыштыру. Традицион эретеп ябыштыру белән чагыштырганда, лазер белән эретеп ябыштыру югарырак энергия тыгызлыгына һәм яхшырак эффектка ия.
Югары энергия нәтиҗәлелегенә әйләнү:Лазерның фотоэлектрик үзгәртү нәтиҗәлелеге 30% ка кадәр җитә, һәм энергия куллану түбәнрәк.
Куллану җиңел һәм сыгылмалы:кулда тотыла торган лазер белән эретеп ябыштыру, ирекле һәм сыгылмалы, җитәргә мөмкин диапазон
Эретеп ябыштыру җөйләрен ялтыратып торырга кирәкми: өзлексез эретеп ябыштыру, балык кабырчыклары булмаган шома, матур һәм җөйләрсез, аннан соңгы тарту процессларын киметә.
Башны әйләндерү:яктылык ноктасының зурлыгын һәм формасын көйләргә мөмкин, аны киң кулланырга һәм төрле продуктларны эретеп ябыштыруга җайлаштырырга мөмкин.
Лазер энергиясен сайлауда, гомумән алганда, бер үк лазер энергиясен чыгару шарты белән, импульс киңлеге киңрәк булган саен, эретеп ябыштыру урыны зуррак була; лазер энергиясе дулкын формасының пик көче югарырак булган саен, эретеп ябыштыру урыны тирәнрәк була. Хәзерге вакытта лазер энергиясе дулкын формасын көйләүнең тулы ысуллары юк. Кулланучылар куллану процессында үз продуктларына туры килә торган лазер энергиясе дулкын формасын табу өчен әкренләп өйрәнә алалар.
Лазер белән эретеп ябыштыру машинасын сайлау партия эшкәртүнең нәтиҗәлелеге өчен бик мөһим; шуңа күрә, шартлар рөхсәт итсә, кулланучылар продуктларның яхшы тизлеген яхшырту өчен лазер көчен реаль вакытта тискәре кире элемтә белән эретеп ябыштыру машинасын мөмкин кадәр күбрәк куллана алалар.
Әгәр дә сез лазер белән эретеп ябыштыру турында күбрәк белергә телисез икән, яки үзегез өчен иң яхшы лазер белән эретеп ябыштыру аппаратын сатып алырга телисез икән, зинһар, безнең сайтта хәбәр калдырыгыз һәм турыдан-туры электрон почта аша хәбәр җибәрегез!
Бастырылган вакыты: 2023 елның 17 феврале



