





Это руководство по технике безопасности при ручной лазерной сварке — ваш первый шаг к освоению этой технологии без риска для здоровья. Ручные лазерные сварочные аппараты преобразуют мастерские, обеспечивая невероятную скорость и точность, но эта мощь сопряжена с серьезными, часто невидимыми, рисками.
Данное руководство содержит основные меры предосторожности дляручная лазерная сваркаДанное руководство предназначено для дополнения, а не замены конкретного руководства по технике безопасности, предоставленного производителем вашего оборудования. Для получения подробных инструкций по эксплуатации и технике безопасности всегда обращайтесь к руководству производителя.
Ваша первая линия защиты: обязательное использование средств индивидуальной защиты.
Безопасны ли ручные лазерные сварочные аппараты? Да, но только при использовании соответствующего оборудования. Стандартное сварочное оборудование для дуговой сварки опасно не подходит для лазерной сварки. Все, кто находится в зоне сварки или рядом с ней, должны быть надлежащим образом экипированы.
Защитные очки для работы с лазером:Это наиболее важный элемент средств индивидуальной защиты (СИЗ). Они должны иметь оптическую плотность (ОП) OD≥7+, специально предназначенную для длины волны вашего лазера (обычно около 1070 нм). Перед каждым использованием необходимо физически осмотреть очки, чтобы убедиться, что эти характеристики правильно указаны на линзах или оправе. Никогда не используйте очки без маркировки или поврежденные очки. Они необходимы всем, кто потенциально находится в прямой видимости лазера.
Огнестойкая одежда:Необходимо полностью закрывать кожу. Для защиты от лазерного луча, искр и высоких температур следует носить огнестойкую одежду.
Термостойкие перчатки:Защитите руки от тепловой энергии и случайных отражений лучей.
Респиратор:Сварочные пары при лазерной сварке содержат микроскопические частицы, которые могут быть вредны. Используйте систему вытяжки дыма и, при необходимости, надевайте респиратор (N95 или выше) для защиты легких.
Защитная обувь:Для защиты от падения деталей и других опасностей на производстве необходима стандартная промышленная обувь.

Создание крепости: как обустроить безопасную зону для лазерного целеуказания.
Правильное обустройство рабочего места так же важно, как и ношение соответствующей одежды.pличныйpвращающееся защитное оборудование. Необходимо создать официально контролируемую лазерную зону.(LCA)для удержания балки.
Понимание лазеров 4-го класса
Ручные лазерные сварочные аппараты обычно относятся к 4-му классу классификации лазеров ANSI Z136.1. Эта классификация обозначает наиболее опасные лазерные системы. Лазеры 4-го класса способны вызывать необратимое повреждение глаз прямым, отраженным или даже рассеянным лучом, а также могут вызывать ожоги кожи и приводить к возгоранию. Такая высокая мощность подчеркивает абсолютную необходимость строгих протоколов безопасности.
Установите физический барьер
Для защиты окружающих необходимо оградить место проведения сварочных работ. Это можно сделать с помощью следующих мер:
1.Сертифицированные защитные шторы или экраны для лазерной защиты.
2.Несущие несущие стены.
3.Панели из анодированного алюминия, рассчитанные на работу с лазерами класса 4.
Контроль доступа
Доступ в LCA разрешен только уполномоченному, обученному и полностью оснащенному персоналу.
Предупреждающие знаки
В соответствии со стандартом ANSI Z136.1, у каждого входа должны быть размещены четкие знаки «ОПАСНО». Знак должен содержать символ лазера и надпись «Лазер класса 4 — Избегайте прямого или рассеянного излучения, воздействующего на глаза или кожу».
Снижение рисков возгорания и испарений.
Противопожарная безопасность:Удалите все легковоспламеняющиеся и горючие материалы из радиуса не менее 10 метров от объекта оценки жизненного цикла. Держите в легкодоступном месте подходящий, исправный огнетушитель (например, типа ABC или класса D для горючих металлов).
Вытяжка дымовых газов:В чём заключается наибольшая опасность при лазерной сварке? Хотя повреждение глаз является главной проблемой, пары также представляют серьёзную опасность. Используйте местный вытяжной вентилятор с воздухозаборником, расположенным как можно ближе к месту сварки, чтобы улавливать вредные частицы непосредственно в источнике.
Принцип ручной лазерной сварки
Представьте себе ручной лазерный сварочный аппарат как невероятно мощную и точную лупу. Вместо того чтобы фокусировать солнечный свет, он генерирует и фокусирует луч света с огромной энергией на крошечной точке.
Процесс начинается с источника лазерного излучения, обычно это волоконный лазерный генератор. Это устройство создает высококонцентрированный луч инфракрасного света. Этот свет проходит по гибкому волоконно-оптическому кабелю к ручной сварочной горелке.
Внутри горелки ряд оптических элементов фокусирует этот мощный луч в точечное положение. Когда оператор нажимает на курок, эта сфокусированная энергия попадает на металл, вызывая его практически мгновенное расплавление и образование сварочной ванны. По мере перемещения горелки вдоль шва расплавленный металл сливается и затвердевает, создавая прочный и чистый шов.
Именно этот принцип определяет ключевые преимущества лазерной сварки.
Низкий теплообмен и уменьшенные искажения
Чрезвычайно высокая плотность мощности передает энергию материалу практически мгновенно. Этот быстрый нагрев приводит к расплавлению и даже испарению металла в фокусной точке до того, как значительное количество тепла успеет передаться окружающему материалу.
Малая зона термического воздействия (ЗТВ):Поскольку времени для тепловой диффузии мало, зона материала, структурно измененная под воздействием тепла, но не расплавленная (зона термического воздействия), очень узкая.
Минимизация искажений:Термическая деформация вызвана расширением и сжатием нагретого материала. При значительно меньшем объеме нагреваемого металла общие термические напряжения существенно ниже, что приводит к минимальному короблению и более стабильным размерам конечного продукта.
Высокая точность и контроль
Точность лазерной сварки является прямым результатом малого, контролируемого размера лазерного луча.
Малый размер пятна:Лазер можно сфокусировать до размера пятна всего в несколько десятых миллиметра. Это позволяет создавать очень узкие, тонкие сварные швы, что невозможно при использовании традиционных методов, таких как MIG или TIG сварка.
Целевая энергия:Благодаря такой точности он идеально подходит для сварки тонких материалов, сложных компонентов или работы вблизи чувствительных к нагреву электронных устройств без риска их повреждения.
Невероятная скорость и глубокое проникновение
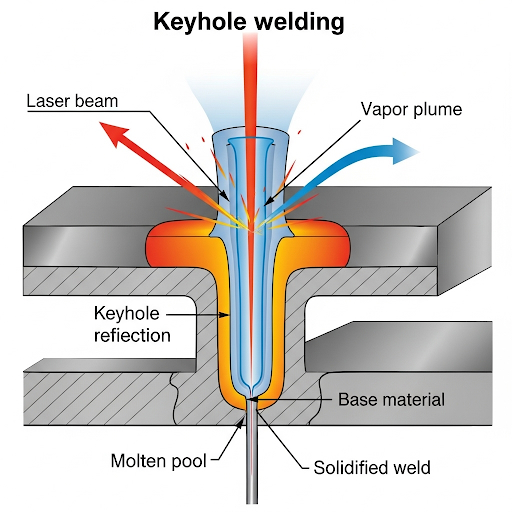
Высокая плотность энергии приводит к созданию высокоэффективного механизма сварки, известного как сварка с образованием сквозного отверстия.
Формирование "замочной скважины":Плотность мощности настолько высока, что металл не просто плавится, а испаряется, образуя глубокую узкую полость из металлического пара, называемую «замочной скважиной».
Эффективная передача энергии:Эта замочная скважина действует как канал, позволяя лазерному лучу проникать глубоко в материал. Энергия лазера эффективно поглощается по всей глубине замочной скважины, а не только на поверхности.
Быстрая сварка:По мере перемещения лазера вдоль шва расплавленный металл обтекает отверстие и затвердевает за ним, образуя глубокий и узкий сварной шов. Этот процесс значительно быстрее традиционных методов, основанных на более медленной теплопроводности для расплавления материала. Это позволяет получать глубокие проплавленные швы при высоких скоростях перемещения, повышая производительность.
Контрольный список оператора: Важные меры безопасности во время эксплуатации
После установки оборудования и обеспечения безопасности зоны, безопасная работа имеет первостепенное значение.
Проведите предэксплуатационную проверку:Перед каждым использованием визуально осматривайте оборудование. Проверьте оптоволоконный кабель на наличие перегибов или повреждений, убедитесь, что сварочное сопло чистое и надежно закреплено, а также проверьте правильность работы всех средств безопасности.
Регулярное техническое обслуживание:Помимо ежедневных проверок, необходимо составить и соблюдать график планового технического обслуживания лазерной системы. Это включает в себя проверку систем охлаждения.иоптическая чистота.Для поддержания эффективности системы вытяжки необходимо регулярно чистить и заменять фильтры. Надлежащее техническое обслуживание предотвращает неисправности оборудования, которые могут привести к опасным ситуациям.
Уважайте опасность отражения:Зеркальные отражения от блестящих поверхностей, таких как алюминий или нержавеющая сталь, представляют наибольшую опасность после прямого луча.
Овладейте правильной осанкой и углом наклона:Всегда держитесь подальше от прямых и потенциальных путей отражения. Поддерживайте угол сварки от 30 до 70 градусов, чтобы свести к минимуму опасные отражения, направленные обратно на вас.
Воспользуйтесь встроенными функциями безопасности:Никогда не обходите защитные механизмы.
Ключевой выключатель:Предотвращает несанкционированное использование.
Двухступенчатый триггер:Предотвращает случайный выстрел.
Цепь контакта заготовки:Обеспечивает срабатывание лазера только тогда, когда сопло касается обрабатываемой детали.
Обеспечьте надлежащее заземление:Перед началом работы всегда надежно прикрепляйте зажим заземления к заготовке. Это предотвратит опасное замыкание корпуса станка под напряжением.
Реагирование на чрезвычайные ситуации: что делать в случае инцидента
Даже при соблюдении всех мер предосторожности необходимо быть готовым действовать быстро. Каждый, кто работает в зоне анализа жизненного цикла или рядом с ней, должен знать эти шаги.
Предполагаемое попадание в глаза
Любое предполагаемое воздействие прямого или отраженного луча на глаза является неотложным медицинским состоянием.
1.Немедленно прекратите работу и выключите лазерную систему.
2.Немедленно сообщите об этом своему специалисту по лазерной безопасности (LSO) или руководителю.
3.Немедленно обратитесь к офтальмологу для медицинского обследования. Подготовьте технические характеристики лазера (класс, длина волны, мощность) для медицинского персонала.
4.Не трите глаз.
Ожоги кожи или пожар
При ожоге кожи:Рассматривайте это как термический ожог. Немедленно охладите пораженный участок водой и обратитесь за первой помощью. Сообщите о происшествии своему сотруднику службы безопасности.
Для костра:В случае возникновения небольшого пожара используйте соответствующий огнетушитель. Если пожар не удается немедленно потушить, включите ближайшую пожарную сигнализацию и эвакуируйтесь из помещения.
Знание — сила: специалист по лазерной безопасности (LSO)
Согласно стандарту ANSI Z136.1, на любом предприятии, использующем лазер класса 4, должен быть назначен ответственный за лазерную безопасность (LSO).
Ответственный за безопасность при работе с лазерами (LSO) — это лицо, отвечающее за всю программу лазерной безопасности. Ему не требуется специальная внешняя сертификация, но он должен обладать достаточной подготовкой, чтобы понимать риски, внедрять меры контроля, утверждать процедуры и обеспечивать надлежащую подготовку всего персонала. Эта роль является краеугольным камнем вашей культуры безопасности.
Часто задаваемые вопросы (ЧЗВ)
В: Безопасны ли ручные лазерные сварочные аппараты для небольшой мастерской?
А: Да, если вы будете соблюдать все протоколы. Стандарты безопасности, включая назначение ответственного за безопасность лазеров и составление анализа жизненного цикла, распространяются на каждую организацию, использующую лазер класса 4, независимо от ее размера.
В: Какая защита необходима при лазерной сварке?
А: Вам понадобятся защитные очки для работы с лазерами, рассчитанные на определённую длину волны.,Огнестойкая одежда, перчатки и средства защиты органов дыхания в правильно спроектированной зоне лазерного контроля (LCA).
В: Какая подготовка необходима специалисту по лазерной безопасности?
A: Стандарт ANSI Z136.1 требует от специалиста по лазерной безопасности наличия знаний и компетенций, но не предусматривает обязательной внешней сертификации. Его подготовка должна быть достаточной для понимания физики лазеров и связанных с ними опасностей, оценки рисков, определения соответствующих мер контроля и управления общей программой безопасности, включая ведение учета обучения и проведение аудитов.
Дата публикации: 01.08.2025



