




Gamintojai visada siekia gaminti tvirtesnius, patvaresnius ir patikimesnius gaminius, taip pat automobilių ir aviacijos bei kosmoso sektoriuose. Siekdami šio tikslo, jie dažnai atnaujina ir keičia medžiagų sistemas mažesnio tankio, geresnio atsparumo temperatūrai ir korozijai metalo lydiniais. Tai suteikia gamintojams geresnę poziciją rinkoje.
Tiesą sakant, tai tik pusė istorijos.
Dar stipresnis strateginis pranašumas yra kiekybiškai įvertinamas produkto tvirtumo, ilgaamžiškumo ir patikimumo tikrumas.
Senesnių medžiagų pakeitimas tvirtesnėmis gali būti gera pradžia, tačiau tam taip pat reikalingi pažangesni gamybos procesai, kuriems reikalingas švaresnis ir efektyvesnis paviršiaus valymas, siekiant sukurti tvirtas konstrukcijas. Metalai, tokie kaip aliuminio lydiniai, ir pažangios medžiagos, tokios kaip anglies pluošto polimerų kompozitai, dažnai naudojami automobilių ir aviacijos bei kosmoso gamyboje, turi būti sujungti, kad sumažėtų svoris – naudojant tvirtinimo detales, konstrukcijai pridedamas svoris – ir būtų sukurtos patikimesnės jungtys.
Tradiciniai aliuminio apdailos būdai yra smėliasrovė, valymas tirpikliu, po to šlifavimas (naudojant šveitimo kempinę) arba anodavimas. Klijavimas atveria duris labiau automatizuotiems procesams, kuriems tradicinės apdailos netinka.
Anodavimas dažniau naudojamas aviacijos ir kosmoso pramonėje, kur šis brangesnis ir griežtesnis paruošimo būdas naudojamas siekiant atitikti griežtus reikalavimus. Būdingas smėliasrovės ir rankinio šlifavimo metodų kintamumas aiškiai rodo, kad reikalingas labiau kontroliuojamas procesas.
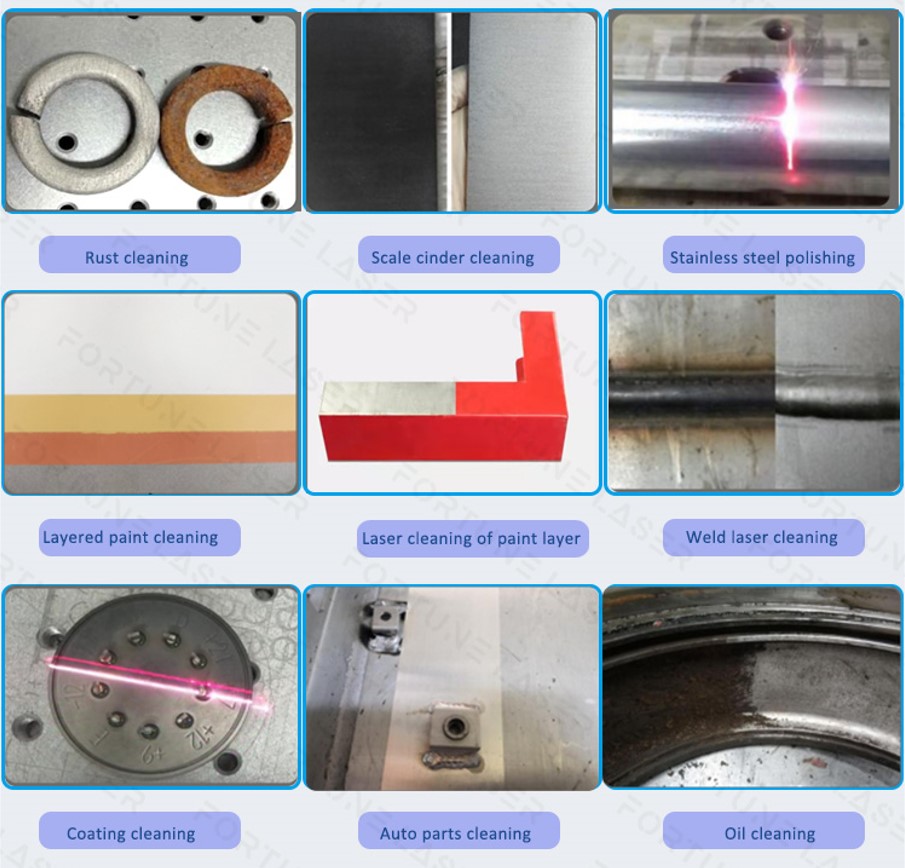
Lazerinis valymas arba lazerinė abliacija užpildo šią proceso spragą, nes yra tikslesnis, ekologiškesnis, automatizuojamas ir efektyvesnis metalinių ir kompozicinių paviršių apdorojimo būdas valymui. Šių medžiagų paviršiuje esantys teršalai lengvai pašalinami lazeriu.
Kadangi lazerinis valymas yra toks galingas, labai svarbu tiksliai žinoti, kaip jis veikia jūsų paviršių. Skirtumą tarp tinkamai apdoroto ir nepakankamai arba per daug apdoroto paviršiaus gali būti itin sunku įvertinti. Naudodami kiekybinę proceso patvirtinimo technologiją, kuri yra tokia pat jautri ir tiksli kaip pats lazerinis procesas, gamintojai gali būti tikri, kad jų metaliniai ir kompoziciniai paviršiai yra visiškai paruošti klijavimui.
Šis „Fortune“ lazeris išsamiai paaiškins, kodėl verta rinktis lazerinį valymą.
1 –Kas yra lazerinis valymas?
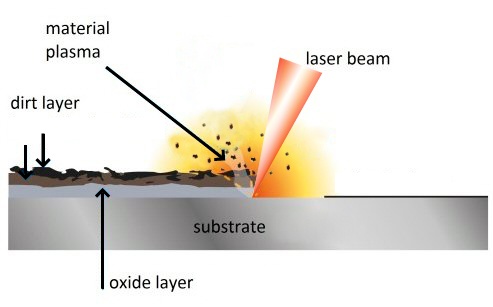
Lazerinis valymas yra itin tikslus terminio valymo metodas, kurio metu fokusuotu, dažnai impulsiniu lazerio spinduliu pašalinamos (abliuojamos) mažytės medžiagos paviršiaus dalelės. Lazeris apšvitina paviršių, kad pašalintų atomus, ir gali būti naudojamas gręžti itin mažas, gilias skylutes labai kietose medžiagose, ant paviršiaus sukuriant plonas plėveles arba nanodaleles.

Šis paviršiaus valymo procesas yra toks efektyvus dėl gebėjimo pašalinti tokius mažus teršalų ir likučių sluoksnius. Aliuminio paviršiuose yra oksidų ir tepalų, kurie kenkia klijų jungčiai, o kompozituose dažnai lieka likučių formų išskyrų ir kitų silikoninių teršalų, kurie negali sudaryti tvirtų cheminių jungčių su klijais.
Kai klijai užtepami ant paviršiaus, kuriame yra tokių likučių, jie bandys chemiškai prilipti prie aliejų ir silikono viršutiniuose medžiagos molekuliniuose sluoksniuose. Šie ryšiai yra itin silpni ir neišvengiamai nutrūks atliekant eksploatacinius bandymus arba naudojant gaminį. Kai jungtys lūžta toje vietoje, kur paviršius susitinka su klijais arba danga, tai vadinama tarpfaziniu lūžiu. Sąnario lūžis atliekant persidengimo ir šlyties bandymus yra tada, kai lūžis įvyksta pačiuose klijuose. Tai rodo labai stiprų sukibimą ir surinktą struktūrą, kuri yra atspari ir ilgaamžė.
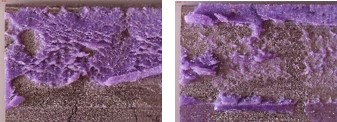
Šių lazeriu apdorotų kompozitinių pavyzdžių sanglaudos irimas rodo klijus abiejose klijuojamų medžiagų pusėse.
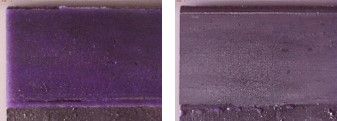
Šių neapdorotų kompozicinių mėginių tarpfazinis irimas rodo, kad klijai prilipo tik prie vienos pusės, o kitą visiškai atleido.
Kai įvyksta sanglaudos pažeidimas, susidaro tarpfazinis sujungimas, kuris neatsipalaiduoja be jokios priežasties. Paviršiaus apdorojimo tikslas – modifikuoti paviršių, pašalinti teršalus ir sukurti arba atskleisti paviršių, kuris galėtų chemiškai susilieti su klijais, kad būtų užtikrintas patvarus ir patikimas sujungimas.
2- Kaip sužinoti, ar lazeriu apdorotas paviršius yra paruoštas klijavimui
Kontaktinio kampo matavimai, tokie kaip paminėti IJAA dokumente, naudojami siekiant suprasti apdorojimo rezultatų blogėjimą laikui bėgant, yra itin geras būdas stebėti ir tikrinti lazerinio valymo procesus.
Kontaktinio kampo matavimas yra jautrus molekuliniams pokyčiams, vykstantiems lazeriu apdorojamame paviršiuje. Ant paviršiaus užlašinto skysčio lašas kils arba kris tiksliai proporcingai mikroskopinio užterštumo kiekiui paviršiuje. Kontaktinio kampo matavimai yra nenutrūkstamas sukibimo rodiklis ir gali suteikti aiškumo bei matomumo, kaip apdorojimo stiprumas atitinka medžiagų valymo poreikius.
Kontaktinio kampo matavimai puikiai koreliuoja su spektroskopijos metodais nustatytais teršalų lygio pokyčiais. Dauguma tiksliųjų teršalų ant paviršių matavimų atliekami naudojant įrangą, kurios gamintojai negali įsigyti ir kuri vis tiek negalėtų būti naudojama realioms gaminamoms dalims.
Kontaktinio kampo matavimus galima atlikti prieš pat apdorojimą gamybos linijoje ir po jo.vadovasarbaautomatizuoti matavimo įrankiaiLygiai taip pat, kaip lazerinis valymas pakeičia pasenusius paviršiaus paruošimo metodus dėl didelio masto, didelio tikslumo gamybos automatizavimo poreikių, kontaktinio kampo matavimai taip pat panaikina subjektyvius ir netikslius paviršiaus kokybės bandymus, tokius kaip „dyne“ dažai ir vandens atsparumo bandymai.
Stiprumo bandymai tiria tik apdorojamų medžiagų pavyzdį, todėl padidėja atliekų kiekis ir nesuteikiama jokių nuorodų, kaip sukurti tvirtesnį sujungimą. Kontaktiniai kampai, taikomi visoje gamybos linijoje, gali tiksliai nurodyti, kurias proceso dalis reikia pakoreguoti, ir suteikti įžvalgų apie tai, ką ir kokiu mastu reikia pakoreguoti.

3– Kodėl verta naudoti lazerinį valymą?
Atlikta daug puikių tyrimų apie tai, kaip lazerinis paviršiaus apdorojimas pagerina sukibimą. Pavyzdžiui,straipsnis, paskelbtas žurnale „Adhesion“ištirta, kiek lazerinis valymas padidina jungčių tvirtumą, palyginti su tradiciniais metodais.
„Eksperimentiniai rezultatai rodo, kad išankstinis sukibimo lazerinis paviršiaus apdorojimas žymiai pagerino modifikuotų epoksidine derva surištų aliuminio bandinių šlyties stiprumą, palyginti su neapdorotais ir anoduotais pagrindais. Geriausi rezultatai gauti naudojant maždaug 0,2 J/impulso/cm2 lazerio energiją, kai vieno sluoksnio šlyties stipris padidėjo 600–700 %, palyginti su neapdoroto aliuminio lydinio šlyties stipriu, ir 40 %, palyginti su anodavimu chromo rūgštimi.“

Didėjant lazerio impulsų skaičiui apdorojimo metu, gedimo būdas pasikeitė iš sukibimo į kohezinį. Pastarasis reiškinys buvo susijęs su morfologijos pokyčiais, kuriuos atskleidė elektroninė mikroskopija, ir cheminėmis modifikacijomis, kurias parodė Augerio ir infraraudonųjų spindulių spektroskopija.
Kitas įdomus lazerinės abliacijos poveikis yra galia, leidžianti sukurti paviršių, kuris laikui bėgant nesuyra.
Fortūnos lazerisatliko puikų darbą tirdami, kaip lazerinis valymas netikėtais būdais sąveikauja su paviršiais. Aliuminio apdorojimas lazeriu sukuria paviršiuje mažyčius kraterius, kurie išsilydo ir beveik vienu metu sukietėja į mikrokristalinį sluoksnį, kuris yra dar atsparesnis korozijai nei pats aliuminis.
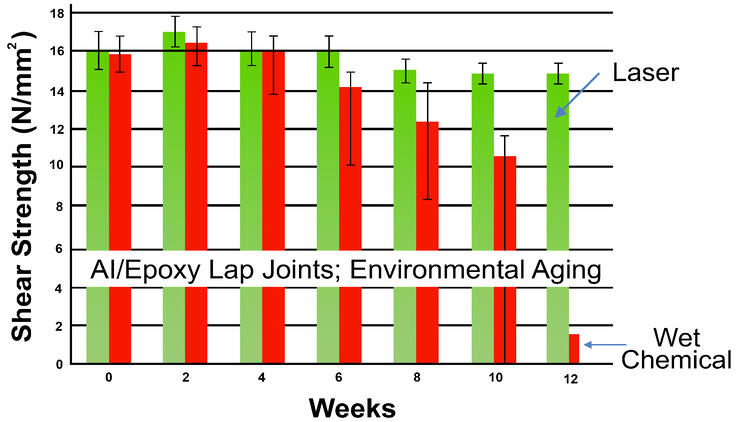
Žvelgiant į toliau pateiktą diagramą, matyti skirtumas tarp lazeriu apdoroto ir chemiškai apdoroto aliuminio sujungimo šlyties stiprio. Laikui bėgant, paviršiams veikiant drėgnai aplinkai, chemiškai apdoroto paviršiaus gebėjimas gerai sukibti gerokai sumažėja, nes drėgmė pradeda korozuoti paviršių, o lazeriu apdorotas paviršius išlaiko atsparumą korozijai po kelių savaičių poveikio.
Įrašo laikas: 2022 m. rugpjūčio 12 d.



