




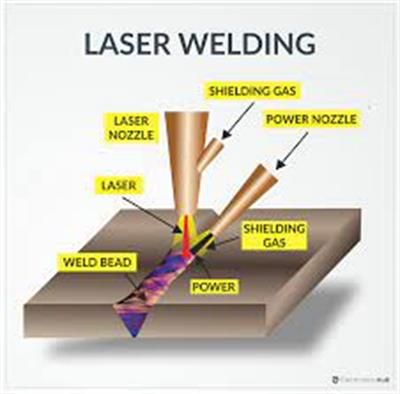
Ji ber ku pêdiviyên hêza kaynakirinê û xuyangê yên kaynakirina pelên metal her ku diçe zêdetir dibin, nemaze ji bo parçeyên ku nirxek zêdekirî û pêdiviyên kalîteya kaynakirinê yên bilind hene, rêbazên kaynakirinê yên kevneşopî bê guman dê bibin sedema deformasyona perçeya kar ji ber têketina germahiya mezin, û hwd. Pirsgirêk, rêbazên hûrkirin û şekildana berfireh hewce dike, ku dibe sedema lêçûnên zêde.
Lebê,qayimkirina lazerêdendika enerjiyê pir zêde û herêma bandora germê pir kêm e, ku ne tenê karîgeriya weldingê bi girîngî baştir dike, lê di heman demê de kalîteyê jî baştir dike û dema piştî-pêvajoyê kêm dike.
Ji ber vê yekê, sepandina qaymaqkirina lazerê di çêkirina pelên metal ên nûjen de her ku diçe populertir dibe. Gelek xerîdar ji lêçûnên kirîna alavan, karîgerî û kalîteya qaymaqkirinê, leza hûrkirinê, materyalên piştî-pêvajoyê, xerckirina enerjiyê, dijwarîya xebitandinê, parastina ewlehiyê, lêçûnên piştî-firotanê û gelek aliyên din bi fikar in.
Gelek celeb makîneyên kaynakirinê li sûkê hene. Xerîdar divê dema ku makîneya kaynakirinê ya lazer hildibijêrin faktorên jêrîn li ber çavan bigirin:
1. Taybetmendiyên optîkî: mezinahiya xalê (qûtra çîpa lazerê, qûtra û celebê fîberê, parametreyên serê derketinê), bilindahiya balafira fokusê, kûrahiya qadê, cihê xalê, goşeya ketina xalê;
2. Taybetmendiyên kontrolê: hilbijartina moda kontrola paşvegerê û şêweya pêla hêzê.
Piştî berawirdkirina awayên cûrbecûr ên weldingê, pargîdaniya me sê celeb alavên weldingê yên lazer dest pê kiriye: weldinga otomatîk a çar-alî ya fîber optîk, weldinga otomatîk a robot, ûwelding lazer a destanji bo pêdiviyên cûda yên pîşesaziya pelê metal. Çavkaniyên ronahiyê yên her sê cîhazan hemî lazerên fîber bikar tînin, ne hewceyî kelûpelên bikarhatî û lênêrînê ne, kalîteya tîrêjê baş e, û leza kaynakirinê zû ye, ku ev prensîba çêtirîn e ji bo hilberandinê di pîşesaziya pelê metal de.
Hilbijartina alavan
01. Qelpkirina fîberê ya otomatîkg

Qada serîlêdanê:bi giranî ji bo komên mezin ên pelên standard ên piçûk û navîn tê bikar anîn, hilber xwedî rastbûnek bilind e, û hilberandina komê dikare bi amûr û amûrên baş were fêm kirin.
Otomasyona bi performansa bilind:derana lazerê ya bi hêza bilind, pozîsyona dubarekirina rastbûna bilind, maseya xebatê ya çar-alî ya dûr, pergala xebitandinê ya pir rehet, fokus û zivirîna otomatîkî ya serê weldingê, rêjeya karîgeriya bilind a otomasyona pêvajo û hilberînê pêk tîne;
Xurt û bedew:qalibkirin xwedî rêjeyek bilind a aliyên wê ye (kûr û teng), pêdivî bi têla dagirtinê tune ye, qirêjiya herêma helandinê kêm e, qalibkirin xwedî hêz û hişkbûnek bilind e (heta ji materyalê bingehîn jî derbas dibe), û geş û xweşik e;
Tesîra germahiyê ya piçûk:Hêza lazerê zêde ye, ûpêvajoya weldingêpir bilez e, ji ber vê yekê têketina germê bo perçeya kar pir kêm e, herêma germê bandor lê kiriye piçûk e, û perçeya kar deform nabe;
Densiteya bilind:Dema ku dirûna kaynakê çêdibe gaz zû derdikeve, û dirûna kaynakê ya penetrasyonê de por tune ne. Wekî din, sarbûna bilez piştî kaynakê avahiya kaynakê xweşik dike û dendika kaynakê pir zêde ye.
Kontrol:Ew dikare hemî fonksiyonan kontrol bike wekî pozîsyona dirûna weldingê, mezinahiya xalê, veguhestina tîrêjê, verastkirina enerjiya ronahiyê, kontrola lêdanan, rawestandina awarte ya bilez, û hwd.;
Operasyona hêsan:xebitandina navendî ya bişkokan, çavdêriya dîtbarî ya ekranê, xebitandina hêsan û bilez;
Performansa stabîl:Makîne ji hêla tîmê teknîkî yê kalîteyê ve ji parçeyan bigire heya tevahiya makîneyê bi hişkî tê kontrol kirin, û berî ku ji kargehê derkeve dê bi tevahî were kontrol kirin û ceribandin, ji ber vê yekê performansa makîneyê pir aram e;
Berfirehiya sepanên:Girêdana çar-eksenî ya dirêj-lêdanê, şiklên pêlên cûda dikarin ji bo parametreyên pêvajoyê li gorî materyalên cûda yên welding werin saz kirin, da ku parametreyên welding dikarin li gorî hewcedariyên welding bin. Ji bo welding di pîşesazî, hilber û rêbazên cûda de guncan e.
Serê lerzok:Mezinahî û şeklê xala ronahiyê dikare were sererast kirin, ku dikare bi berfirehî were bikar anîn û dikare bi weldingkirina hilberên cûrbecûr re were adaptekirin.
02. Qeymakirina bi robotan
Serlêdan: Ew bi giranî ji bo komên mezin ên pelên metal ên standard ên navîn û mezin tê bikar anîn. Xwedî rastbûna pozîsyonê ya bilind û tevgera nerm e. Ew ji bo cûrbecûr perçeyên kar ên bi goşeyên rêgeha tevlihev guncan e. Ew dikare bibe pir-îstasyon da ku karîgeriya kaynakirinê baştir bike. Ew tenê vebijarka ye ku şûna xebata destan bigire û şîdeta kedê kêm bike.
Bi karanîna baskê robotîk ê şeş-eksenî, rêjeya weldingê fireh e.
Rastbûna pozîsyona dubare bilindtir e, heta 0.05 mm.
Robot xwedî hişkbûna baş û jiyana karûbarê dirêj e.
Karîgeriya hilberînê pir zêde dibe, û ew dikare 24 demjimêran bi berdewamî bixebite. Bi hev re bi amûr û xeta montajê re, ew dikare hilberîna girseyî ya otomatîkî pêk bîne.
Serê zivirî: mezinahî û şeklê cîhê ronahiyê dikare were verast kirin, ku dikare bi berfirehî were bikar anîn û dikare li gorî were adaptekirin.weldingê yên cûrbecûrberheman
03. Qeydakirina bi lazerê destî

Serlêdan:Bi giranî ji bo pelên metal ên ne-standard tê bikar anîn. Gelek celeb berhem hene, ji bo cûrbecûr amûran ne guncaw in, ji ber vê yekê ji veberhênana zêde dûr bisekinin. Rastbûna xwarbûna berhemê ne zêde ye, û valahî pir mezin e, ku pirsgirêka peydakirina dijwar çareser dike. Vê modelê ji hêla xerîdaran ve pesnê yekdeng wergirtiye.
Operasyona hêsan:Ewmakîneya weldingê ya lazerê ya destanFêrbûn û karanîna wê hêsan e, û operator dikare bi hêsanî encamên welding-ê yên bi kalîte bilind bi dest bixe.
Karîgeriya weldingê ya bilind:Qaymaqkirina lazerê ya destan ji qaymaqkirina kevana argonê zûtir e. Bi saya teserûfa du karkerên qaymaqê, karîgeriya hilberînê dikare bi hêsanî du qat bibe.
Materyalên xerckirina weldingê tune ne:welding dikare bi hêsanî bêyî têla dagirtinê di dema xebitandinê de were temam kirin, ku lêçûna materyalê di hilberîn û pêvajoyê de kêm dike.
Bandora weldingê ya baş:Qaymaqkirina bi lazerê ya destan, qaymaqkirina germ-helandî ye. Li gorî qaymaqkirina kevneşopî, qaymaqkirina bi lazerê xwedî dendika enerjiyê ya bilindtir û bandorek çêtir e.
Veguherîna bi karîgeriya enerjiya bilind:Karîgeriya veguherîna fotoelektrîkî ya lazerê bi qasî% 30 e, û xerckirina enerjiyê kêmtir e.
Bikaranîna wê hêsan û nerm e:qayimkirina lazerê ya destan, azad û nerm, menzîla gihîştî
Pêwîstiya dirûnên qayimkirinê bi cilandinê nîne: qayimkirina berdewam, bê pûçikên masiyan nerm, xweşik û bê şop, pêvajoyên hûrkirinê yên paşê kêm dike.
Serê lerzok:Mezinahî û şeklê xala ronahiyê dikare were sererast kirin, ku dikare bi berfirehî were bikar anîn û dikare bi weldingkirina hilberên cûrbecûr re were adaptekirin.
Dema ku şêweya pêla hêza lazerê tê hilbijartin, bi gelemperî, di bin şerta derxistina heman enerjiya lazerê de, firehiya pulsê çiqas firehtir be, xala kaynakê jî mezintir dibe; hêza lûtkeyê ya şêweya pêla hêza lazerê çiqas bilindtir be, xala kaynakê jî kûrtir dibe. Niha, tu rêbazên sazkirina şêweya pêla hêza lazerê yên bêkêmasî tune ne. Bikarhêner dikarin di pêvajoya karanînê de hêdî hêdî lêkolîn bikin da ku şêweya pêla hêza lazerê ya minasib ji bo hilberên xwe bibînin.
Hilbijartina makîneya welding a lazer ji bo rêjeya berhemdariya hilberîna komî pir girîng e; ji ber vê yekê, heke şert û merc destûr bidin, bikarhêner dikarin makîneya welding a bersiva neyînî ya rast-dem a hêza lazer bi qasî ku pêkan e bikar bînin da ku rêjeya baş a hilberan baştir bikin.
Heke hûn dixwazin di derbarê kaynakirina lazerê de bêtir fêr bibin, an jî dixwazin çêtirîn makîneya kaynakirina lazerê ji bo xwe bikirin, ji kerema xwe peyamek li ser malpera me bihêlin û rasterast ji me re e-nameyek bişînin!
Dema weşandinê: 17ê Sibatê 2023



