




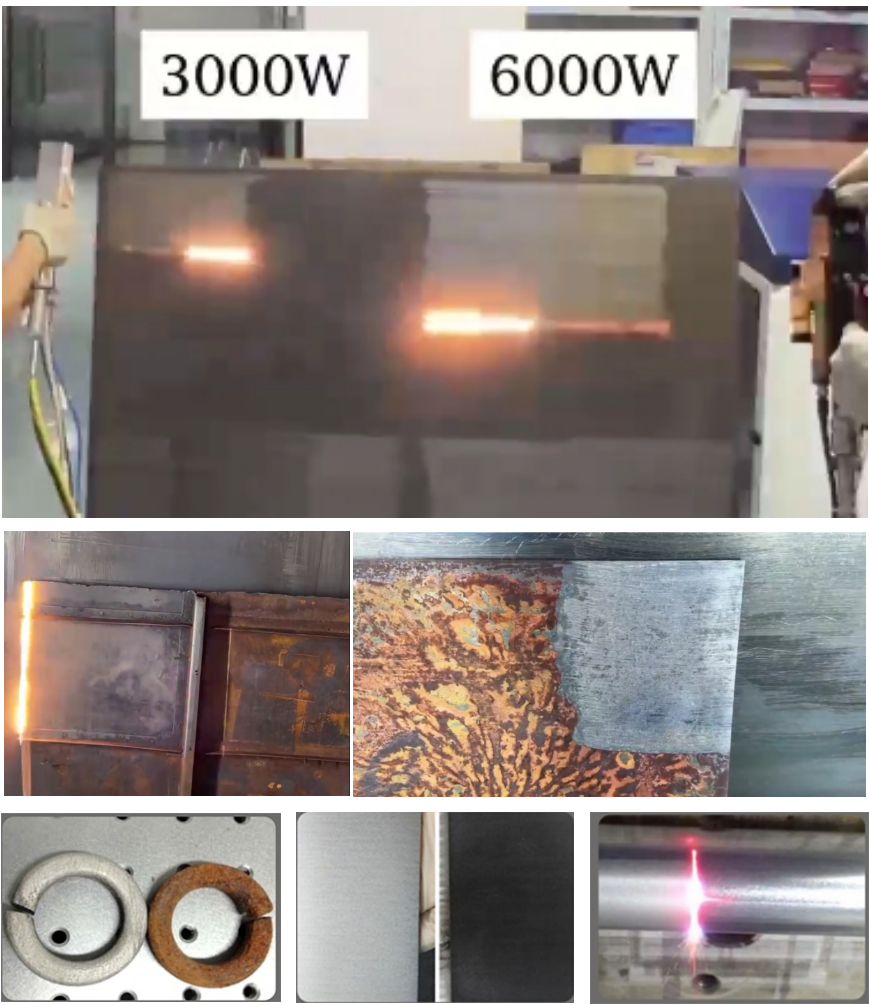
Laserselektiv rengjøring er ikke lenger et futuristisk konsept; i 2026 er det hjørnesteinen i overflatebehandling i Industri 5.0. For ingeniører og anleggsledere har utfordringen alltid vært å fjerne gjenstridige forurensninger uten å skade det kritiske underlaget under. Tradisjonelle metoder som sandblåsing eller kjemisk stripping er "dumme" verktøy – de påfører kraft eller surhet over hele overflaten uavhengig av behov.
Laserselektiv rengjøring gir derimot en «kirurgisk» tilnærming. Den bruker fokusert lys til å fordampe oksider, belegg eller smuss med presisjon på mikronnivå, samtidig som basismaterialet – enten det er 304 rustfritt stål, aluminium i luftfartskvalitet eller delikat historisk marmor – blir fullstendig uberørt.

Hva er laserselektiv rengjøring? (Kjernemekanismen)
I kjernen avhenger denne prosessen avlaserablasjonDette skjer når en høyintensiv laserstråle treffer en overflate, og materialet absorberer energien og omdanner den til plasma eller gass.
Selektiv fototermolyse
Den «selektive» delen av navnet kommer fraselektiv fototermolyseUlike materialer absorberer forskjellige bølgelengder av lys. Ved å justere laserparametrene kan vi sikre at forurensningen (som rust eller svart sot) absorberer energien og fordamper, mens underlaget (metall eller stein) reflekterer energien eller holder seg under sin termiske skadegrense.
Ablasjonsterskelen
Suksess avhenger avAblasjonsterskelHvert materiale har et spesifikt energinivå der det begynner å fordampe.
-
Mål:Hold energitettheten over forurensningens terskelverdi.
-
Beskyttelse:Hold energitettheten under substratets terskel.
Dette sikrer en ikke-destruktiv, kontaktfri rengjøringssyklus som bevarer delens strukturelle integritet.
Høyrisikoapplikasjoner: Fra luftfart til gjenstander
1. Luftfart og bilindustri
I høypresisjonsproduksjon er ikke «rent» nok – det må være kjemisk rent. Laserrengjøring brukes til:
-
Kantforberedelse:Fjerning av oksider før sveising for å sikre nullfeil i skjøter.
-
Vedlikehold av turbiner:Rengjøring av blader uten å forårsake den termiske belastningen som er typisk for mekanisk sliping.
-
Forberedelse av binding:Økende overflateareal for lim i batteripakker til elbiler.
2. Kulturarv
Nd:YAG-lasere (neodym-dopet yttriumaluminiumgranat) har revolusjonert konservering. Fra Donatellos bronsestatuer til buddhistiske skulpturer fra det 5. århundre fjerner lasere århundrer med smuss for å avdekke originalt bladgull eller pigment som ville blitt ødelagt av kjemiske løsemidler.
3. Mikroelektronikk
Ved hjelp av «damplaserrensing» kan produsenter fjerne fotoresist fra silisiumskiver. I 2026 er dette avgjørende for presisjon under 10 nm, der selv et enkelt støvkorn kan ødelegge en batch.

Laserrengjøring kontra tradisjonelle metoder
| Trekk | Laserselektiv rengjøring | Sand-/medieblåsing | Kjemisk stripping |
| Kontakt | Ikke-kontakt | Høy-påvirkningskontakt | Kjemisk reaksjon |
| Substratskade | Null (hvis innstilt) | Overflateprofilering/gropting | Potensiell etsing/korrosjon |
| Avfallsstrøm | Kun røykavsug | Massevis av brukte medier | Farlig flytende avfall |
| Forbruksvarer | Kun strøm | Sand, grus, tørris | Løsemidler, syrer |
| Presisjon | Mikronnivå | Lav | Lav |
Den «smarte» kanten: AI og sanntidsovervåking
Moderne systemer (som de som brukerMOPA or IPGfiberlasere) er nå integrert med AI for å redusere menneskelige feil.
-
Akustisk overvåking:Nevrale nettverk «lytter» til rengjøringsprosessen via halvledermikrofoner. Lyden av plasmasøylen endres etter hvert som overflaten blir renere. AI-en oppdager dette og stopper strålen umiddelbart for å forhindre overbehandling.
-
LIBS (laserindusert nedbrytningsspektroskopi):Systemet analyserer lyset som sendes ut av plasmaet for å identifisere elementer. Det kan skille mellom et toppstrøk og en grunning, noe som muliggjør "stratifisert" fjerning.
-
3D-kartlegging:Sensorer kartlegger komplekse, buede geometrier i sanntid, og justererVANGLE(stråleoscillasjon) og fokus for å opprettholde en konsistent punktstørrelse på 3D-overflater.
Beregning av avkastningen på laserrengjøring
Selv om de innledende CAPEX (kapitalutgiftene) for et lasersystem er høyere enn for en høytrykksspyler,Avkastning på investeringen (ROI)tidslinjen er vanligvis14 til 36 måneder.
De «skjulte» besparelsene:
-
Null forbruksvarer:Du betaler ikke lenger for tonnevis med grus eller dyr kjemisk avhending.
-
Arbeidsreduksjon:Systemer kan integreres i robotarmer (coboter), noe som reduserer manuell arbeidstid med opptil 98 % for storskala rengjøring av rørledninger eller skrog.
-
Oppetid og OEE:Lasersystemer krever minimalt vedlikehold og har ingen nedetid for etterfylling, noe som økerTotal utstyrseffektivitet (OEE).
Sikkerhet, bærekraft og samsvar
Laserselektiv rengjøring er en «tørr» prosess, noe som gjør den til det mest bærekraftige valget for miljøstandardene fra 2026.
-
Miljøsamsvar:Eliminerer luftbårent silikastøv og farlig avrenning, og sikrer samsvar medEPAogOSHAdirektiver.
-
Sikkerhetsstandarder:Disse erKlasse 4laserenheter. Bruk krever streng overholdelse avISO 11553ogANSI Z136.1retningslinjer.
-
Krav til personlig verneutstyr:Operatører må bruke bølgelengdespesifikke vernebriller (OD7+ er vanlig) og bruke høyeffektiv røykavsug for å fange opp fordampede partikler.
Sikkerhetsmerknad:Utnevne alltid en sertifisert lasersikkerhetsansvarlig (LSO) før du integrerer laserablasjonssystemer i produksjonsgulvet.
De strategiske utsiktene for 2026
Når vi beveger oss lenger inn i 2026, er trenden tydelig:Autonom selektiv rengjøringVi ser en økning i mobile, AI-drevne enheter som kan navigere i et fabrikkgulv og utføre vedlikehold utenom arbeidstid uten menneskelig tilsyn.
Laserselektiv rengjøring er ikke lenger bare en måte å «rengjøre» en del på; det er en måte å forlenge levetiden til eiendeler verdt flere millioner dollar og sikre høyest mulig kvalitet i presisjonsproduksjon.
Publisert: 06.02.2026



