




Razumijevanje uobičajenih tehničkih problema u laserskom rezanju prvi je korak od frustracije do besprijekorne izvedbe.laserski rezačisu čuda preciznosti, svaki se operater suočio s tim trenutkom razočaranja: savršen dizajn uništen nazubljenim rubovima, nepotpunim rezovima ili tragovima zagorenja. To je uobičajeno iskustvo, ali dobra je vijest da se većina problema može popraviti.
Ključno je razmišljati kao tehničar i rezati kao profesionalac. Svaka pogreška pri rezanju simptom je koji ukazuje na uzrok, bilo da se radi o postavkama stroja, njegovoj osjetljivoj optici ili mehaničkim dijelovima. Ovaj vodič pruža sustavni okvir za brzo dijagnosticiranje i rješavanje tih problema, počevši od najčešćih krivaca.
Prvi odgovor: Ispravljanje uobičajenih nedostataka u kvaliteti rezanja
Primjećujete li loše rezultate na svom obratku? Ako se pitate kako poboljšati kvalitetu laserskog rezanja, prvo biste trebali provjeriti osnovne postavke stroja. Ovi čimbenici mogu utjecati na kvalitetu laserskog rezanja više od svega ostalog.
Simptom: Nepotpuni rezovi, troska, neravnine ili grubi rubovi
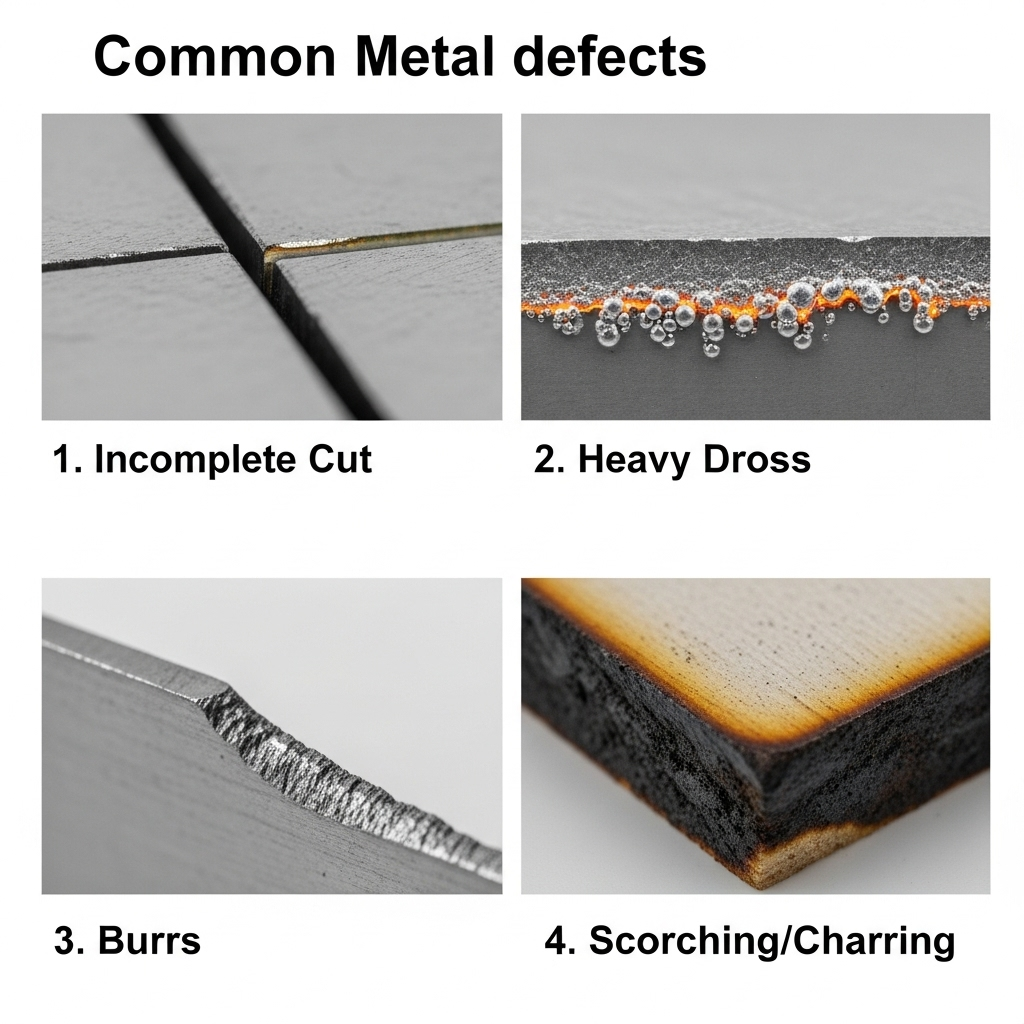 Ovo su najčešće pritužbe i gotovo uvijek se odnose na neravnotežu u primarnim procesnim parametrima. Prije nego što rastavite stroj, provjerite ovočetiristvari:
Ovo su najčešće pritužbe i gotovo uvijek se odnose na neravnotežu u primarnim procesnim parametrima. Prije nego što rastavite stroj, provjerite ovočetiristvari:
1.Snaga lasera i brzina rezanja:Ovo dvoje radi zajedno. Ako je vaša brzina prevelika za razinu snage, laser neće rezati. Ako je prespor, nakuplja se višak topline, što uzrokuje taljenje, neravnine i grubi rub. Pronađite "idealnu sredinu" za vaš specifični materijal i debljinu.
2.Žarišna pozicija:Ovo je ključno. Nefokusirana zraka raspršuje svoju energiju, što dovodi do šireg i slabijeg reza. Za najčišći rezultat osigurajte da je zraka savršeno fokusirana na površinu materijala ili tek malo ispod nje.
3.Tlak pomoćnog plina:Pomoćni plin (poput kisika ili dušika) čini više od pukog uklanjanja rastaljenog materijala s putanje rezanja. Ako je tlak prenizak, troska će se lijepiti za donji rub. Ako je previsok, može uzrokovati turbulenciju i grub, valovit rez.
4. Stanje i veličina mlaznice:Mlaznica usmjerava pomoćni plin u rez. Oštećena, prljava ili začepljena mlaznica stvorit će kaotičan mlaz plina, što će narušiti kvalitetu rezanja. Slično tome, korištenje mlaznice s prevelikim otvorom za posao može smanjiti tlak i uzrokovati probleme. Svakodnevno vizualno pregledavajte mlaznicu. Provjerite je li čista, centrirana i bez ureza ili prskanja.
Ako prilagođavate ove "Velike4" ne rješava problem, problem bi mogao biti mehaničke prirode, poput vibracija od istrošenog remena ili ležaja.
DrugiRješavanje problema: Kvarovi na razini cijelog sustava
Ponekad problem nije kvaliteta rezanja - problem je u tome što stroj uopće ne radi. Prije nego što paničarite, prođite kroz ovaj jednostavni popis sigurnosnih mjera i sustava.
Simptom: Uređaj se ne uključuje ili laser ne radi
U tim slučajevima, rješenje je često iznenađujuće jednostavno i povezano je s ugrađenim sigurnosnim značajkama stroja.
Provjerite zaustavljanje u nuždi:Je li gumb pritisnut? Ovo je najčešći razlog za "mrtvi" stroj.
Provjerite sigurnosne blokade:Jesu li svi pristupni paneli i glavni poklopac potpuno zatvoreni? Većina strojeva ima senzore koji sprječavaju lasersko okidanje ako su neka vrata odškrinuta.
Provjerite sustav hlađenja:Je li uključen hladnjak vode i teče li voda? Laserska cijev generira ogromnu toplinu i neće se aktivirati bez aktivnog hlađenja kako bi se zaštitila od oštećenja.
Provjerite osigurače i prekidače:Potražite isključeni prekidač ili pregorjeli osigurač u razvodnoj ploči vaše radionice ili na samom stroju.
Dubinsko istraživanje: Kontrolna lista za analizu uzroka
Ako brza rješenja ne uspiju, vrijeme je za dublje istraživanje. Sustavna provjera svakog podsustava stroja pomoći će vam da utvrdite uzrok.
Je li problem u optičkom putu?
Laserska zraka je dobra onoliko koliko je dobra putanja kojom putuje.
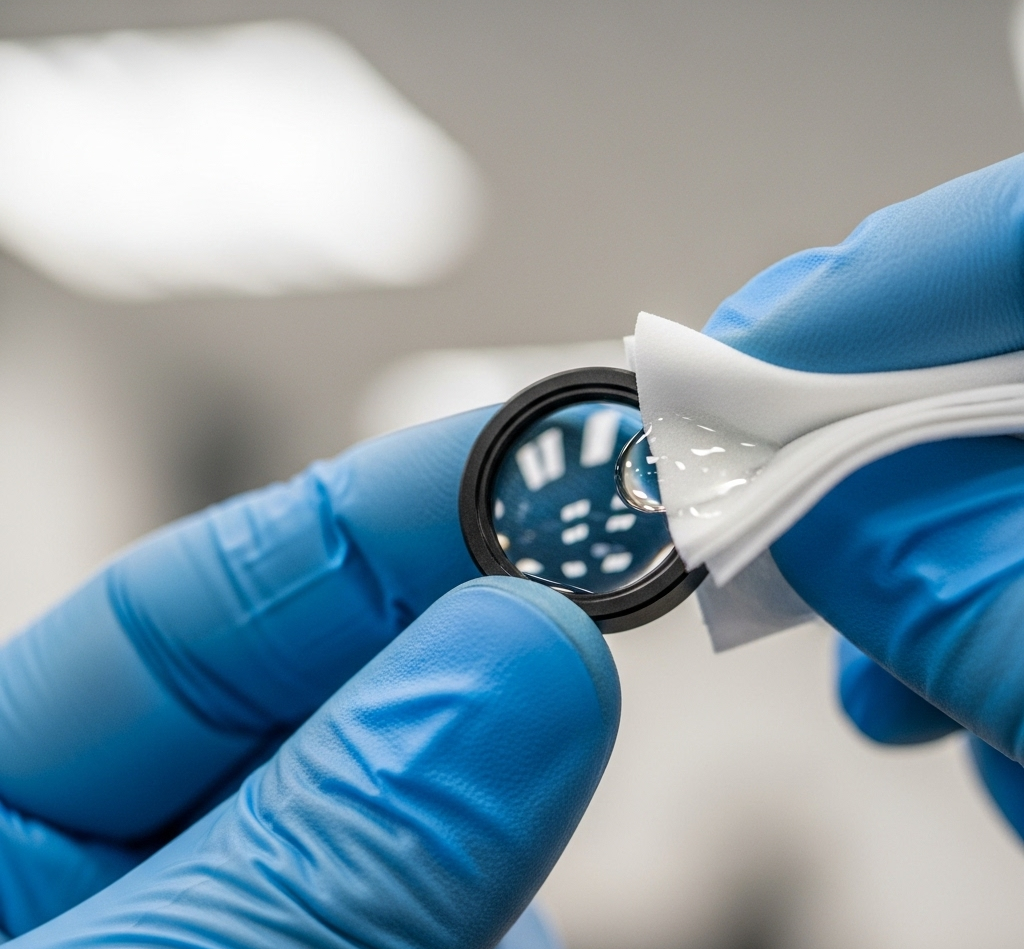
Uobičajeni optički nedostaci:Prljava ili izgrebana leća ili zrcalo za fokusiranje glavni su krivac za gubitak snage. Prašina, dim i smola mogu se zapeći na površini, blokirajući i raspršujući snop. Neusklađeni snop neće pogoditi središte leće, što rezultira slabim, kutnim rezom.
Otopina:Redovito pregledavajte i čistite svu optiku odgovarajućim maramicama za leće. Izvršite provjeru poravnanja snopa kako biste osigurali da snop putuje točno od cijevi do materijala.
Je li problem u mehaničkom sustavu?
Vaša laserska glava kreće se preciznim sustavom gibanja. Bilo kakvo zaostajanje ili greška ovdje se izravno odražava na rez.
Uobičajeni nedostaci kretanja:Labavi remeni, istrošeni ležajevi ili ostaci na vodilicama mogu uzrokovati vibracije, što dovodi do valovitih linija ili netočnih dimenzija.
Otopina:Redovito pregledavajte sve komponente gibanja. Vodilice održavajte čistima i podmazanima prema specifikacijama proizvođača. Provjerite napetost remena; trebaju biti zategnute, ali ne previše.
Je li problem specifičan za materijal?
Različiti materijali se ponašaju različito pod laserom.
Izazov: Nehrđajući čelik (oksidacija):Prilikom rezanja nehrđajućeg čelika kisikom može se dobiti pocrnjeli, oksidirani rub.
Otopina:Za stvaranje čistog ruba bez oksida koristite pomoćni plin dušik visoke čistoće.
Izazov: Reflektirajući metali (aluminij, bakar):Sjajni materijali mogu reflektirati lasersku zraku natrag u stroj, što može oštetiti optiku.
Otopina:Koristite veću snagu i pulsirajući način rada kako biste osigurali apsorpciju energije. Neki operateri koriste antirefleksne premaze ili površinske tretmane.
Više od popravaka: Kada nadograditi svoj laserski rezač
Ponekad stalni troškovi popravka, zastarjela tehnologija ili novi proizvodni zahtjevi jasno daju do znanja: vrijeme je da prestanete popravljati i počnete s nadogradnjom. Ako želite povećati kapacitet, poboljšati preciznost ili rezati nove materijale, ulaganje u novi laserski rezač mogao bi biti vaš sljedeći logičan korak.
Razumijevanje cijene laserskog rezača
Kada tražite cijenu laserskog rezača, pronaći ćete ogroman raspon. Konačnu cijenu određuje nekoliko ključnih varijabli koje izravno utječu na performanse i mogućnosti.
| Faktor | Utjecaj na cijenu | Opis |
| Snaga (W) | Visoko | Stroj od 1500 W može obrađivati tanki do srednje debeli čelik, dok je za rezanje debelih čeličnih ploča pri velikim brzinama potreban stroj od 4000 W i 6000 W. Cijena dramatično raste s povećanjem snage. |
| Vrsta i veličina | Visoko | Primarna razlika je između CO₂ lasera (izvrsnih za nemetale poput akrila i drva) i vlaknastih lasera (dominantnih za rezanje metala). Osim toga, veličina rezne površine glavni je faktor koji utječe na cijenu. |
| Izvor lasera | Srednji | Marka laserskog rezonatora (dijela koji stvara lasersku zraku) je ključna. Premium marke poput IPG-a i Raycusa nude veću učinkovitost, bolju kvalitetu zrake i dulji vijek trajanja, ali dolaze s većom početnom cijenom. |
Najbolje rješenje: Proaktivni raspored preventivnog održavanja
Najbolji način za rješavanje problema je spriječiti da se ikada pojave. Jednostavna rutina održavanja najučinkovitiji je način za osiguranje pouzdanosti stroja i visokokvalitetnih rezultata.
Dnevno održavanje (manje od 5 minuta)
Provjerite i očistite vrh mlaznice.
Vizualno pregledajte i očistite fokusnu leću.
Tjedno održavanje
Očistite sva zrcala u optičkom putu.
Provjerite razinu hladnjaka vode i potražite ima li onečišćenja.
Obrišite letvice rezne površine kako biste uklonili ostatke.
Mjesečno održavanje
Podmažite sve vodilice i mehaničke ležajeve prema priručniku.
Pregledajte sve remene na pravilnu napetost i znakove istrošenosti.
Očistite unutarnji ispušni ventilator i kanale stroja.
Zaključak: Pouzdanost kroz sustavnu njegu
Većina problema s laserskim rezanjem nisu misteriji. To su rješivi problemi koji se mogu povezati s određenim uzrokom. Usvajanjem sustavnog pristupa rješavanju problema - provjerom postavki, zatim optike, pa mehanike - možete riješiti veliku većinu svojih svakodnevnih glavobolja s rezanjem.
U konačnici, proaktivna prevencija je uvijek bolja i jeftinija od reaktivnog popravka. Dosljedan raspored preventivnog održavanja je prava tajna pouzdanosti stroja i savršenih rezova, svaki put.
Za složene popravke, uporne probleme ili smjernice o ulaganju u novu opremu, slobodno se obratite pouzdanom pružatelju usluga za stručnu podršku.
Često postavljana pitanja (FAQ)
Q:Što uzrokuje nekonzistentnu lasersku izlaznu snagu?
A:Nedosljedna snaga često ukazuje na neispravnu lasersku cijev, prljavu ili oštećenu fokusnu leću ili problem s visokonaponskim napajanjem. Također, provjerite održava li vaš hladnjak vode stabilnu temperaturu.
Q:Koliko često trebam čistiti leću i zrcala lasera?
A:Za intenzivnu upotrebu preporučuje se brza dnevna provjera i čišćenje fokusne leće. Potpuno čišćenje svih zrcala treba obavljati tjedno. Ako režete materijale koji proizvode puno dima ili ostataka, poput drva ili akrila, možda ćete ih morati češće čistiti.
Q:Koje materijale nikada ne bih trebao rezati laserom?
A:Nikada ne režite materijale koji sadrže klor, poput PVC-a ili vinila. Kada se zagrijavaju, ispuštaju otrovni plin klor koji je izuzetno korozivan i može trajno oštetiti optiku i mehaniku vašeg stroja, a da ne spominjemo da je opasan za vaše zdravlje. Izbjegavajte materijale nepoznatog sastava.

Vrijeme objave: 04.08.2025.



