




लेजर कटिंग में आने वाली सामान्य तकनीकी समस्याओं को समझना, निराशा से त्रुटिहीन निष्पादन की ओर पहला कदम है।लेजर कटरये मशीनें सटीकता की मिसाल हैं, लेकिन हर ऑपरेटर को निराशा का सामना करना पड़ा है: एक उत्तम डिज़ाइन का टेढ़े-मेढ़े किनारों, अधूरी कटाई या जलने के निशानों से बर्बाद हो जाना। यह एक आम अनुभव है, लेकिन अच्छी बात यह है कि अधिकांश समस्याओं का समाधान संभव है।
सबसे ज़रूरी बात है कि आप एक तकनीशियन की तरह सोचें और एक पेशेवर की तरह काटें। काटने में होने वाली हर गलती किसी न किसी मूल कारण की ओर इशारा करती है, चाहे वह मशीन की सेटिंग में हो, उसके नाजुक ऑप्टिक्स में हो या उसके यांत्रिक पुर्जों में। यह गाइड इन समस्याओं का तेजी से निदान और समाधान करने के लिए एक व्यवस्थित ढांचा प्रदान करती है, जिसकी शुरुआत सबसे आम कारणों से होती है।
पहली प्रतिक्रिया: कटाई की गुणवत्ता में होने वाली आम कमियों को दूर करना
क्या आपको अपने वर्कपीस पर खराब परिणाम मिल रहे हैं? यदि आप लेजर कटिंग की गुणवत्ता में सुधार करना चाहते हैं, तो सबसे पहले मशीन की कोर सेटिंग्स की जाँच करें। ये कारक लेजर कट की गुणवत्ता को अन्य किसी भी चीज़ से अधिक प्रभावित कर सकते हैं।
लक्षण: अपूर्ण कटाई, मैल, खुरदरे किनारे या अस्पष्ट किनारे
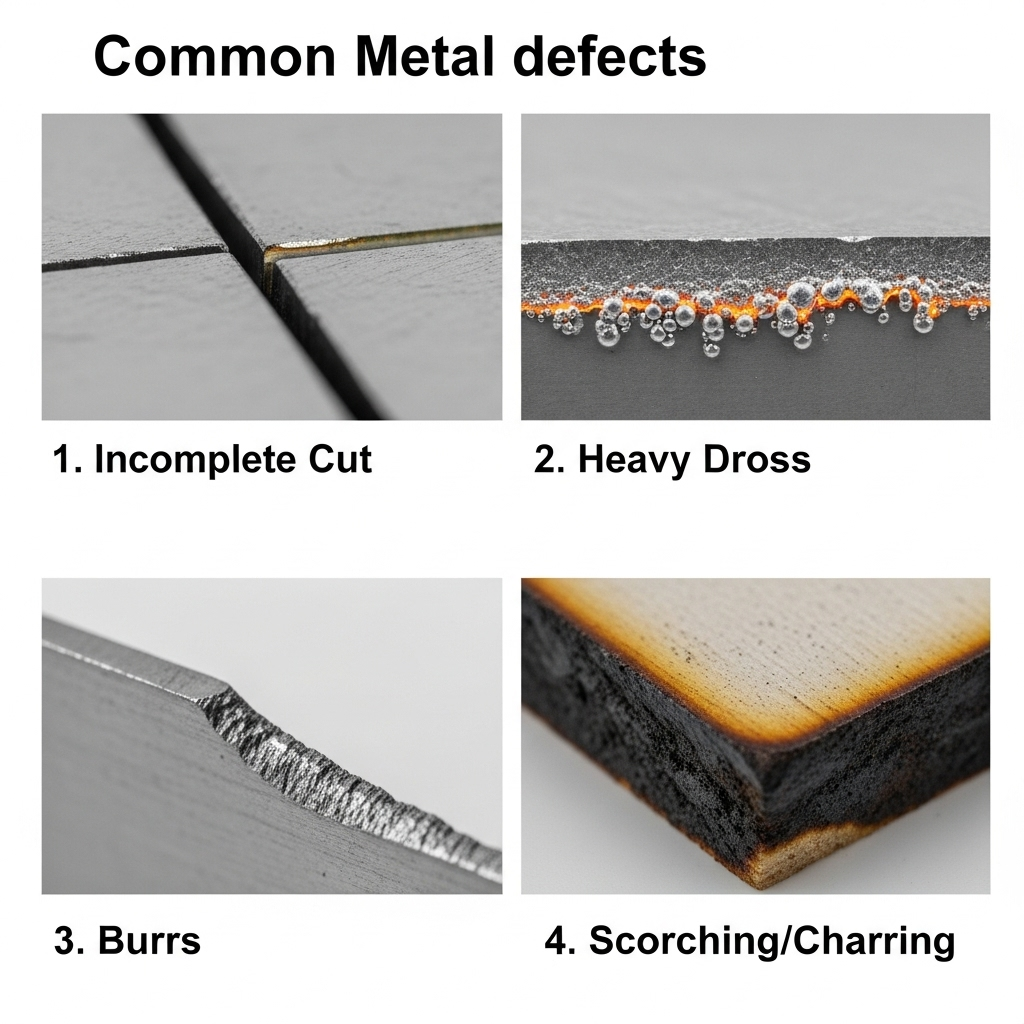 ये सबसे आम शिकायतें हैं, और इनका मूल कारण लगभग हमेशा प्राथमिक प्रक्रिया मापदंडों में असंतुलन होता है। मशीन को खोलने से पहले, इनकी जाँच कर लें।चारचीज़ें:
ये सबसे आम शिकायतें हैं, और इनका मूल कारण लगभग हमेशा प्राथमिक प्रक्रिया मापदंडों में असंतुलन होता है। मशीन को खोलने से पहले, इनकी जाँच कर लें।चारचीज़ें:
1.लेजर की शक्ति और काटने की गति:ये दोनों मिलकर काम करते हैं। अगर पावर लेवल के हिसाब से स्पीड बहुत ज़्यादा है, तो लेज़र काट नहीं पाएगा। अगर स्पीड बहुत कम है, तो ज़्यादा गर्मी पैदा होगी, जिससे पिघलना, खुरदरापन और किनारों का खुरदुरापन हो जाएगा। अपनी सामग्री और मोटाई के हिसाब से सही संतुलन ढूंढें।
2.केंद्र स्थिति:यह अत्यंत महत्वपूर्ण है। एक अनफोकस्ड बीम अपनी ऊर्जा को बिखेर देती है, जिससे कट चौड़ा और कमजोर हो जाता है। सर्वोत्तम परिणाम के लिए सुनिश्चित करें कि बीम सामग्री की सतह पर या उससे थोड़ा नीचे पूरी तरह से केंद्रित हो।
3.सहायक गैस दबाव:सहायक गैस (जैसे ऑक्सीजन या नाइट्रोजन) कट पथ से पिघले हुए पदार्थ को हटाने के अलावा और भी कई काम करती है। यदि दबाव बहुत कम हो, तो मैल नीचे के किनारे से चिपक जाएगा। यदि दबाव बहुत अधिक हो, तो इससे अशांति और एक खुरदुरा, लहरदार कट उत्पन्न हो सकता है।
4. नोजल की स्थिति और आकार:नोजल सहायक गैस को कट में निर्देशित करता है। क्षतिग्रस्त, गंदा या जाम नोजल गैस की अनियमित धार उत्पन्न करेगा, जिससे कट की गुणवत्ता खराब हो जाएगी। इसी प्रकार, काम के लिए बहुत बड़े छेद वाले नोजल का उपयोग करने से दबाव कम हो सकता है और समस्याएं उत्पन्न हो सकती हैं। नोजल का प्रतिदिन निरीक्षण करें। सुनिश्चित करें कि यह साफ, बीच में स्थित और खरोंच या छींटों से मुक्त हो।
यदि इन "बड़े" को समायोजित करना है4"इससे समस्या का समाधान नहीं होता, समस्या यांत्रिक हो सकती है, जैसे घिसी हुई बेल्ट या बेयरिंग से होने वाले कंपन।"
दूसरासमस्या निवारण: सिस्टम-व्यापी विफलताएँ
कभी-कभी समस्या कटाई की गुणवत्ता नहीं होती—बल्कि यह होती है कि मशीन बिल्कुल काम नहीं करती। घबराने से पहले, इस सरल सुरक्षा और सिस्टम चेकलिस्ट को देख लें।
लक्षण: मशीन चालू नहीं हो रही है या लेजर काम नहीं कर रहा है
इन मामलों में, समाधान अक्सर आश्चर्यजनक रूप से सरल होता है और मशीन की अंतर्निहित सुरक्षा सुविधाओं से संबंधित होता है।
आपातकालीन स्टॉप की जाँच करें:क्या बटन अंदर की ओर दबा हुआ है? मशीन के बंद होने का यह सबसे आम कारण है।
सुरक्षा इंटरलॉक की जांच करें:क्या सभी एक्सेस पैनल और मुख्य ढक्कन पूरी तरह से बंद हैं? अधिकांश मशीनों में ऐसे सेंसर लगे होते हैं जो किसी भी दरवाजे के थोड़ा खुला होने पर लेजर को फायर होने से रोकते हैं।
कूलिंग सिस्टम की जांच करें:क्या वाटर चिलर चालू है और पानी बह रहा है? लेजर ट्यूब अत्यधिक गर्मी उत्पन्न करती है और क्षति से बचाव के लिए सक्रिय शीतलन के बिना काम नहीं करेगी।
फ्यूज़ और ब्रेकर की जाँच करें:अपनी कार्यशाला के पैनल में या मशीन पर ही ट्रिप हुए सर्किट ब्रेकर या फ्यूज की जांच करें।
गहन विश्लेषण: मूल कारण विश्लेषण की चेकलिस्ट
अगर तात्कालिक समाधान काम नहीं करते, तो गहराई से जांच करने का समय आ गया है। मशीन के प्रत्येक उप-प्रणाली की व्यवस्थित जांच से आपको मूल कारण का पता लगाने में मदद मिलेगी।
क्या समस्या प्रकाशीय पथ में है?
लेजर किरण की प्रभावशीलता उसके द्वारा तय किए गए पथ पर निर्भर करती है।
सामान्य प्रकाशिकी दोष:गंदा या खरोंच लगा फोकस लेंस या दर्पण बिजली की खपत में कमी का एक प्रमुख कारण है। धूल, धुआं और राल सतह पर जम सकते हैं, जिससे किरण अवरुद्ध और बिखर जाती है। गलत दिशा में गई किरण लेंस के केंद्र पर नहीं पड़ती, जिसके परिणामस्वरूप कमजोर और तिरछी कट मिलती है।
समाधान:सभी ऑप्टिक्स का नियमित रूप से निरीक्षण करें और उन्हें उपयुक्त लेंस वाइप्स से साफ करें। बीम अलाइनमेंट की जांच करके सुनिश्चित करें कि बीम ट्यूब से सामग्री तक सही दिशा में जा रही है।
क्या समस्या यांत्रिक प्रणाली में है?
आपका लेजर हेड एक सटीक गति प्रणाली पर चलता है। इसमें किसी भी प्रकार की ढिलाई या त्रुटि का सीधा असर कटाई पर पड़ता है।
सामान्य गति दोष:ढीली बेल्ट, घिसे हुए बेयरिंग या गाइड रेल पर मलबा कंपन पैदा कर सकता है, जिससे टेढ़ी-मेढ़ी रेखाएं या गलत माप हो सकते हैं।
समाधान:सभी गतिमान घटकों का नियमित रूप से निरीक्षण करें। निर्माता के निर्देशों के अनुसार गाइड रेल को साफ और चिकनाईयुक्त रखें। बेल्ट का तनाव जांचें; यह तना हुआ होना चाहिए, लेकिन बहुत अधिक कसा हुआ नहीं होना चाहिए।
क्या यह समस्या किसी विशेष सामग्री से संबंधित है?
लेजर के प्रभाव में विभिन्न पदार्थ अलग-अलग तरह से व्यवहार करते हैं।
चुनौती: स्टेनलेस स्टील (ऑक्सीकरण):ऑक्सीजन की सहायता से स्टेनलेस स्टील को काटते समय, आपको एक काला, ऑक्सीकृत किनारा मिल सकता है।
समाधान:एक साफ, ऑक्साइड-मुक्त किनारा बनाने के लिए उच्च शुद्धता वाली नाइट्रोजन सहायक गैस का उपयोग करें।
चुनौती: परावर्तक धातुएँ (एल्युमिनियम, तांबा):चमकीले पदार्थ लेजर किरण को मशीन में वापस परावर्तित कर सकते हैं, जिससे ऑप्टिक्स को नुकसान पहुंच सकता है।
समाधान:ऊर्जा के पूर्ण अवशोषण को सुनिश्चित करने के लिए उच्च शक्ति और स्पंदित मोड का उपयोग करें। कुछ ऑपरेटर परावर्तनरोधी कोटिंग या सतह उपचार का उपयोग करते हैं।
मरम्मत से परे: अपने लेजर कटर को कब अपग्रेड करें
कभी-कभी, लगातार मरम्मत की लागत, पुरानी तकनीक या उत्पादन की नई मांगों से यह स्पष्ट हो जाता है कि अब मरम्मत बंद करके अपग्रेड करने का समय आ गया है। यदि आप क्षमता बढ़ाना चाहते हैं, सटीकता में सुधार करना चाहते हैं या नई सामग्रियों को काटना चाहते हैं, तो एक नए लेजर कटर में निवेश करना आपका अगला तार्किक कदम हो सकता है।
लेजर कटर मशीन की कीमत को समझना
जब आप लेजर कटर की कीमत खोजेंगे, तो आपको कीमतों की एक बहुत बड़ी रेंज मिलेगी। अंतिम लागत कुछ प्रमुख कारकों द्वारा निर्धारित होती है जो सीधे तौर पर प्रदर्शन और क्षमता को प्रभावित करते हैं।
| कारक | मूल्य प्रभाव | विवरण |
| शक्ति (वॉट) | उच्च | 1500 वाट की मशीन पतले से मध्यम मोटाई वाले स्टील को काट सकती है, जबकि मोटी प्लेट स्टील की उच्च गति से उत्पादन कटिंग के लिए 4000 वाट या 6000 वाट की मशीन की आवश्यकता होती है। शक्ति बढ़ने के साथ कीमत में भी काफी अंतर आ जाता है। |
| प्रकार और आकार | उच्च | मुख्य अंतर CO₂ लेज़रों (जो ऐक्रेलिक और लकड़ी जैसी अधातुओं के लिए बेहतरीन हैं) और फाइबर लेज़रों (जो धातु काटने के लिए प्रमुख हैं) के बीच है। इसके अलावा, कटिंग बेड का आकार भी कीमत को काफी हद तक प्रभावित करता है। |
| लेजर स्रोत | मध्यम | लेजर बीम उत्पन्न करने वाले भाग (लेजर रेज़ोनेटर) का ब्रांड महत्वपूर्ण है। आईपीजी, रेकस जैसे प्रीमियम ब्रांड उच्च दक्षता, बेहतर बीम गुणवत्ता और लंबी जीवन अवधि प्रदान करते हैं, लेकिन इनकी प्रारंभिक लागत अधिक होती है। |
सर्वोत्तम समाधान: एक सक्रिय निवारक रखरखाव कार्यक्रम
समस्याओं को हल करने का सबसे अच्छा तरीका है उन्हें होने से रोकना। एक सरल रखरखाव प्रक्रिया मशीन की विश्वसनीयता और उच्च गुणवत्ता वाले परिणामों को सुनिश्चित करने का सबसे प्रभावी तरीका है।
दैनिक रखरखाव (5 मिनट से कम समय में)
नोजल की नोक की जांच करें और उसे साफ करें।
फोकस लेंस का दृश्य निरीक्षण करें और उसे साफ करें।
साप्ताहिक रखरखाव
प्रकाशीय पथ में स्थित सभी दर्पणों को साफ करें।
वाटर चिलर के जल स्तर की जांच करें और किसी भी प्रकार की संदूषण की तलाश करें।
अवशेष हटाने के लिए कटिंग बेड की पट्टियों को पोंछ दें।
मासिक रखरखाव
मैनुअल के अनुसार सभी गाइड रेल और मैकेनिकल बेयरिंग को लुब्रिकेट करें।
सभी बेल्टों की उचित तनाव और घिसावट के संकेतों की जांच करें।
मशीन के आंतरिक एग्जॉस्ट फैन और डक्टिंग को साफ करें।
निष्कर्ष: व्यवस्थित देखभाल के माध्यम से विश्वसनीयता
लेजर कटिंग में आने वाली अधिकांश समस्याएं रहस्यमय नहीं होतीं। ये ऐसी समस्याएं हैं जिनका समाधान किया जा सकता है और जिनका कारण स्पष्ट होता है। व्यवस्थित समस्या निवारण प्रक्रिया अपनाकर—पहले सेटिंग्स, फिर ऑप्टिक्स और फिर मैकेनिक्स की जांच करके—आप अपनी रोजमर्रा की कटिंग संबंधी अधिकांश समस्याओं का समाधान कर सकते हैं।
अंततः, तात्कालिक मरम्मत की तुलना में निवारक उपाय हमेशा बेहतर और सस्ता होता है। नियमित निवारक रखरखाव कार्यक्रम ही मशीन की विश्वसनीयता और हर बार सटीक कटाई का मूलमंत्र है।
जटिल मरम्मत कार्यों, लगातार बनी रहने वाली समस्याओं या नए उपकरण में निवेश करने के संबंध में मार्गदर्शन के लिए, पेशेवर सहायता के लिए किसी विश्वसनीय सेवा प्रदाता से संपर्क करने में संकोच न करें।
अक्सर पूछे जाने वाले प्रश्न (FAQ)
Q:लेजर पावर आउटपुट में अनियमितता के क्या कारण हैं?
A:बिजली की आपूर्ति में अनियमितता अक्सर लेजर ट्यूब की खराबी, फोकस लेंस के गंदे या क्षतिग्रस्त होने, या उच्च-वोल्टेज बिजली आपूर्ति में समस्या का संकेत देती है। साथ ही, यह भी जांच लें कि आपका वाटर चिलर स्थिर तापमान बनाए रख रहा है या नहीं।
Q:मुझे अपने लेजर के लेंस और दर्पणों को कितनी बार साफ करना चाहिए?
A:अधिक उपयोग के लिए, फोकस लेंस की दैनिक जांच और सफाई की सलाह दी जाती है। सभी दर्पणों की पूरी सफाई सप्ताह में एक बार अवश्य करें। यदि आप लकड़ी या एक्रिलिक जैसी ऐसी सामग्री काट रहे हैं जिनसे अधिक धुआं या अवशेष निकलता है, तो आपको उन्हें अधिक बार साफ करने की आवश्यकता हो सकती है।
Q:मुझे लेजर से किन सामग्रियों को कभी नहीं काटना चाहिए?
A:पीवीसी या विनाइल जैसी क्लोरीन युक्त सामग्री को कभी न काटें। गर्म करने पर, ये जहरीली क्लोरीन गैस छोड़ते हैं जो बेहद संक्षारक होती है और आपकी मशीन के ऑप्टिक्स और मैकेनिक्स को स्थायी रूप से नुकसान पहुंचा सकती है, साथ ही आपके स्वास्थ्य के लिए भी खतरनाक है। अज्ञात संरचना वाली सामग्रियों से बचें।

पोस्ट करने का समय: 4 अगस्त 2025



