




Hiểu rõ các vấn đề kỹ thuật thường gặp trong cắt laser là bước đầu tiên để chuyển từ sự bực bội sang thực hiện công việc hoàn hảo. Trong khi đó,máy cắt laserDù các dụng cụ cắt gọt là những kỳ công về độ chính xác, nhưng người vận hành nào cũng từng trải qua khoảnh khắc thất vọng: một thiết kế hoàn hảo bị hỏng bởi các cạnh lởm chởm, vết cắt không hoàn chỉnh hoặc vết cháy xém. Đó là một trải nghiệm phổ biến, nhưng tin tốt là hầu hết các vấn đề đều có thể khắc phục được.
Điều quan trọng là phải suy nghĩ như một kỹ thuật viên và cắt như một người chuyên nghiệp. Mỗi lỗi cắt đều là triệu chứng chỉ ra nguyên nhân gốc rễ, cho dù đó là do cài đặt máy, hệ thống quang học tinh tế hay các bộ phận cơ khí. Hướng dẫn này cung cấp một khuôn khổ có hệ thống để chẩn đoán và giải quyết các vấn đề này một cách nhanh chóng, bắt đầu từ những nguyên nhân thường gặp nhất.
Phản hồi đầu tiên: Khắc phục các lỗi thường gặp về chất lượng cắt
Bạn có thấy kết quả gia công kém chất lượng? Nếu bạn đang tìm cách cải thiện chất lượng cắt laser, bước đầu tiên bạn nên làm luôn là kiểm tra các cài đặt cốt lõi của máy. Những yếu tố này có thể ảnh hưởng đến chất lượng cắt laser nhiều hơn bất cứ điều gì khác.
Triệu chứng: Vết cắt không hoàn chỉnh, xỉ than, gờ hoặc cạnh thô ráp
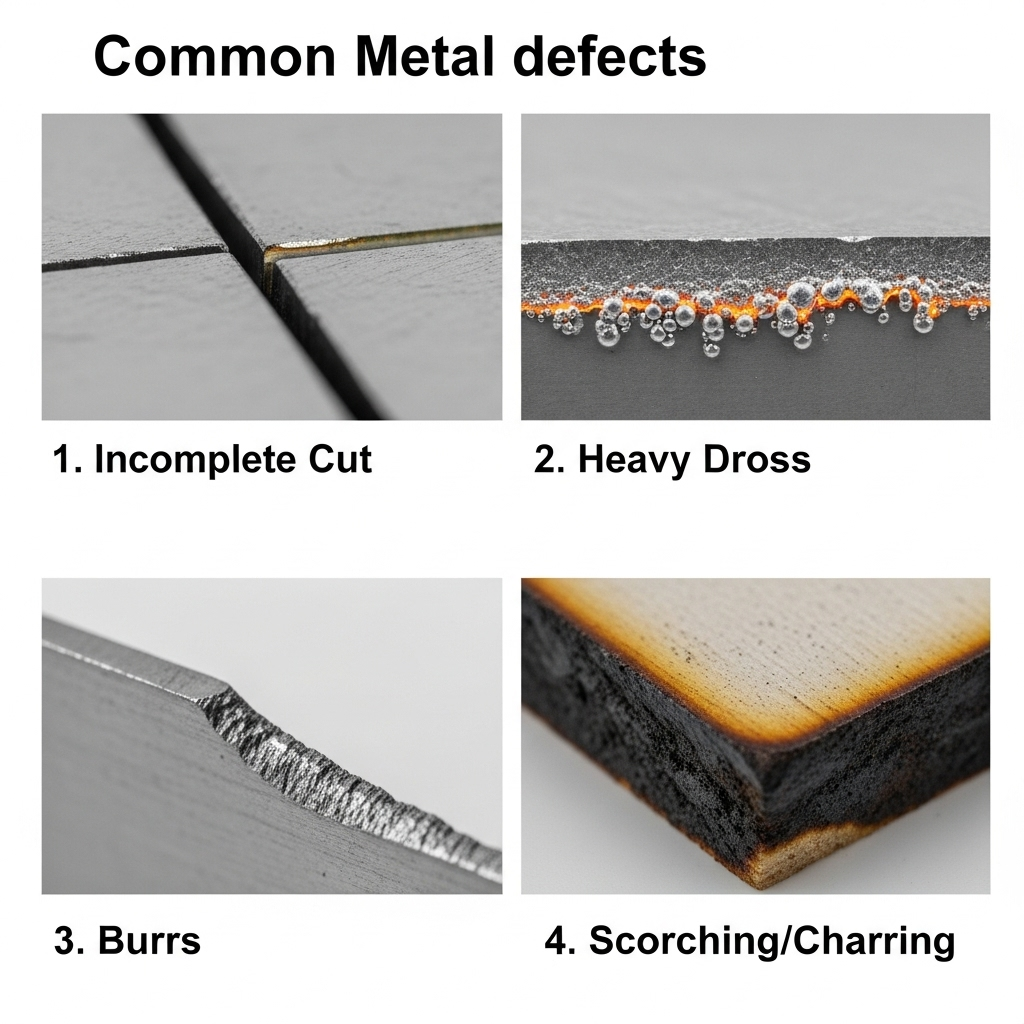 Đây là những vấn đề thường gặp nhất, và hầu hết chúng đều bắt nguồn từ sự mất cân bằng trong các thông số quy trình chính. Trước khi tháo rời máy móc, hãy kiểm tra những điều này.bốnđồ đạc:
Đây là những vấn đề thường gặp nhất, và hầu hết chúng đều bắt nguồn từ sự mất cân bằng trong các thông số quy trình chính. Trước khi tháo rời máy móc, hãy kiểm tra những điều này.bốnđồ đạc:
1.Công suất laser và tốc độ cắt:Hai yếu tố này hoạt động song song với nhau. Nếu tốc độ quá cao so với công suất, tia laser sẽ không cắt xuyên qua được. Nếu quá chậm, nhiệt lượng dư thừa sẽ tích tụ, gây ra hiện tượng chảy nhựa, tạo gờ và cạnh thô ráp. Hãy tìm ra “điểm tối ưu” cho vật liệu và độ dày cụ thể của bạn.
2.Vị trí trọng tâm:Điều này rất quan trọng. Tia laser không hội tụ sẽ phân tán năng lượng, dẫn đến vết cắt rộng hơn và yếu hơn. Hãy đảm bảo tia laser được hội tụ hoàn hảo trên hoặc hơi thấp hơn bề mặt vật liệu để có kết quả sắc nét nhất.
3.Áp suất khí hỗ trợ:Khí hỗ trợ (như oxy hoặc nitơ) không chỉ có tác dụng làm sạch vật liệu nóng chảy khỏi đường cắt. Nếu áp suất quá thấp, xỉ sẽ bám vào cạnh dưới. Nếu quá cao, nó có thể gây ra hiện tượng nhiễu loạn và tạo ra vết cắt gồ ghề, lượn sóng.
4. Tình trạng và kích thước vòi phun:Vòi phun dẫn khí hỗ trợ vào vị trí cắt. Vòi phun bị hỏng, bẩn hoặc tắc nghẽn sẽ tạo ra luồng khí hỗn loạn, làm giảm chất lượng cắt. Tương tự, sử dụng vòi phun có đường kính quá lớn so với yêu cầu công việc có thể làm giảm áp suất và gây ra sự cố. Kiểm tra vòi phun hàng ngày bằng mắt thường. Đảm bảo vòi phun sạch sẽ, nằm ở vị trí trung tâm và không bị sứt mẻ hoặc bắn tóe khí.
Nếu điều chỉnh những “Lớn” này4"Giải pháp đó không khắc phục được vấn đề, nguyên nhân có thể là do cơ học, chẳng hạn như rung động từ dây đai hoặc ổ bi bị mòn."
Thứ haiKhắc phục sự cố: Các lỗi trên toàn hệ thống
Đôi khi vấn đề không nằm ở chất lượng đường cắt mà là máy móc hoàn toàn không hoạt động. Trước khi hoảng sợ, hãy kiểm tra nhanh danh sách an toàn và hệ thống đơn giản này.
Triệu chứng: Máy không bật nguồn hoặc laser không hoạt động.
Trong những trường hợp này, giải pháp thường đơn giản đến bất ngờ và liên quan đến các tính năng an toàn được tích hợp sẵn trong máy.
Kiểm tra nút dừng khẩn cấp:Nút bấm đã được ấn vào chưa? Đây là nguyên nhân phổ biến nhất khiến máy không hoạt động.
Kiểm tra các khóa an toàn:Tất cả các tấm che và nắp chính đã được đóng kín hoàn toàn chưa? Hầu hết các máy đều có cảm biến ngăn tia laser hoạt động nếu bất kỳ cửa nào bị hở.
Kiểm tra hệ thống làm mát:Máy làm lạnh nước có đang hoạt động và nước có đang chảy không? Ống laser tạo ra nhiệt lượng cực lớn và sẽ không hoạt động nếu không có hệ thống làm mát chủ động để bảo vệ nó khỏi hư hỏng.
Kiểm tra cầu chì và aptomat:Hãy kiểm tra xem cầu dao điện có bị ngắt hoặc cầu chì có bị cháy trong bảng điện của xưởng hoặc trên chính máy móc hay không.
Phân tích chuyên sâu: Danh sách kiểm tra phân tích nguyên nhân gốc rễ
Nếu các giải pháp tạm thời không hiệu quả, đã đến lúc cần tìm hiểu sâu hơn. Việc kiểm tra có hệ thống từng hệ thống con của máy sẽ giúp bạn xác định được nguyên nhân gốc rễ.
Vấn đề có nằm ở đường dẫn quang học không?
Hiệu quả của tia laser phụ thuộc vào đường đi của nó.
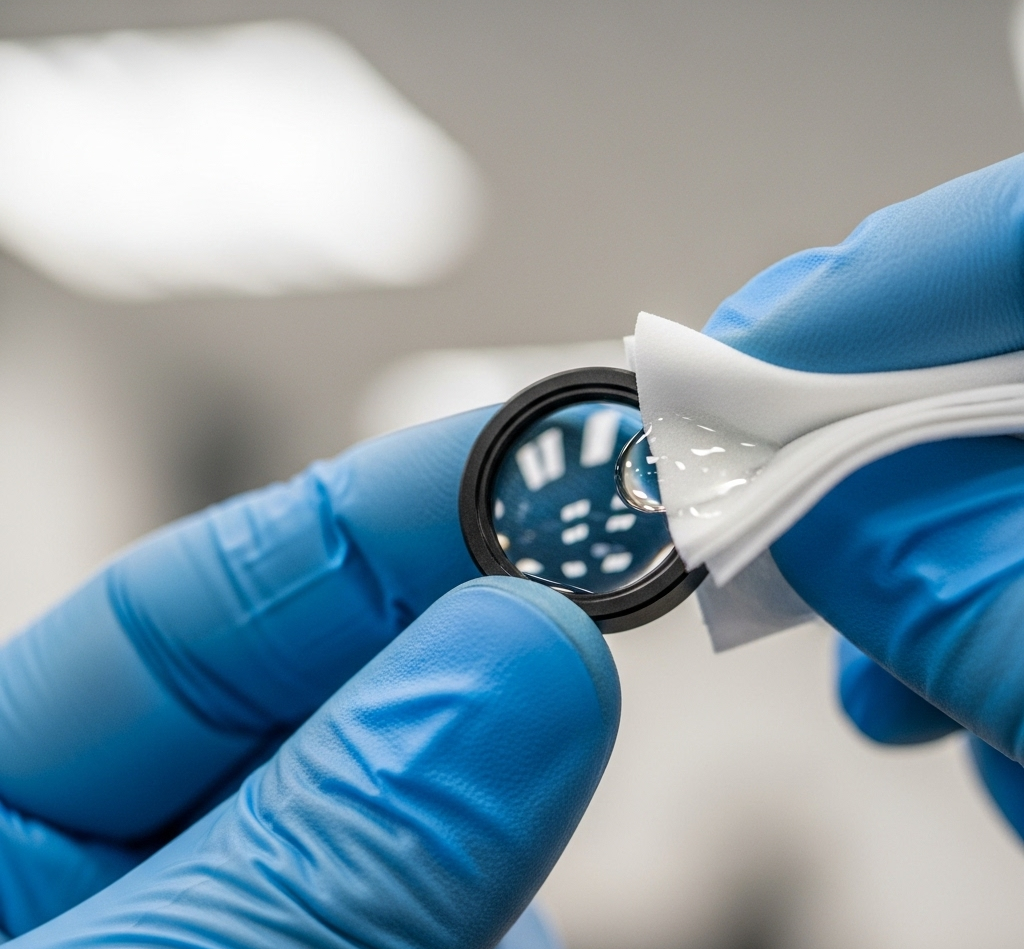
Các lỗi quang học thường gặp:Ống kính hoặc gương hội tụ bị bẩn hoặc trầy xước là nguyên nhân chính gây mất công suất. Bụi, khói và nhựa có thể bám chặt vào bề mặt, làm tắc nghẽn và tán xạ chùm tia. Chùm tia bị lệch sẽ không chiếu vào tâm của ống kính, dẫn đến đường cắt yếu và xiên.
Giải pháp:Thường xuyên kiểm tra và làm sạch tất cả các thấu kính bằng khăn lau chuyên dụng. Thực hiện kiểm tra căn chỉnh chùm tia để đảm bảo chùm tia truyền thẳng từ ống đến vật liệu.
Vấn đề có phải nằm ở hệ thống cơ khí không?
Đầu laser của bạn di chuyển trên một hệ thống chuyển động chính xác. Bất kỳ sự sai lệch hay lỗi nào ở đây đều ảnh hưởng trực tiếp đến vết cắt.
Các lỗi chuyển động thường gặp:Dây đai bị lỏng, ổ bi bị mòn hoặc mảnh vụn trên thanh dẫn hướng có thể gây ra rung động, dẫn đến đường kẻ lượn sóng hoặc kích thước không chính xác.
Giải pháp:Thường xuyên kiểm tra tất cả các bộ phận chuyển động. Giữ cho ray dẫn hướng sạch sẽ và được bôi trơn theo hướng dẫn của nhà sản xuất. Kiểm tra độ căng của dây đai; chúng phải căng nhưng không quá chặt.
Vấn đề có phải là do vật liệu cụ thể gây ra không?
Các vật liệu khác nhau sẽ có phản ứng khác nhau dưới tác động của tia laser.
Thử thách: Thép không gỉ (Quá trình oxy hóa):Khi cắt thép không gỉ bằng oxy, bạn có thể thu được cạnh bị đen và oxy hóa.
Giải pháp:Sử dụng khí nitơ tinh khiết cao để tạo ra cạnh sắc bén, không bị oxy hóa.
Thử thách: Kim loại phản chiếu (Nhôm, Đồng):Các vật liệu bóng có thể phản chiếu tia laser trở lại máy, tiềm ẩn nguy cơ làm hỏng hệ thống quang học.
Giải pháp:Sử dụng công suất cao hơn và chế độ xung để đảm bảo năng lượng được hấp thụ. Một số nhà vận hành sử dụng lớp phủ chống phản xạ hoặc xử lý bề mặt.
Không thể sửa chữa: Khi nào nên nâng cấp máy cắt laser?
Đôi khi, chi phí sửa chữa liên tục, công nghệ lỗi thời hoặc nhu cầu sản xuất mới cho thấy rõ: đã đến lúc ngừng sửa chữa và bắt đầu nâng cấp. Nếu bạn đang muốn tăng công suất, cải thiện độ chính xác hoặc cắt các vật liệu mới, đầu tư vào một máy cắt laser mới có thể là bước đi hợp lý tiếp theo.
Tìm hiểu về giá máy cắt laser
Khi tìm kiếm giá máy cắt laser, bạn sẽ thấy một phạm vi giá rất lớn. Chi phí cuối cùng được xác định bởi một vài yếu tố chính ảnh hưởng trực tiếp đến hiệu suất và khả năng của máy.
| Nhân tố | Tác động giá cả | Sự miêu tả |
| Công suất (Watts) | Cao | Máy 1500W có thể xử lý thép có độ dày từ mỏng đến trung bình, trong khi máy 4000W, 6000W là cần thiết để cắt thép tấm dày ở tốc độ cao trong sản xuất hàng loạt. Giá thành tăng theo công suất. |
| Loại & Kích thước | Cao | Sự khác biệt chính nằm ở laser CO₂ (rất tốt cho việc cắt các vật liệu phi kim loại như acrylic và gỗ) và laser sợi quang (chủ yếu dùng để cắt kim loại). Ngoài ra, kích thước bàn cắt cũng là một yếu tố quan trọng ảnh hưởng đến giá thành. |
| Nguồn laser | Trung bình | Thương hiệu của bộ cộng hưởng laser (bộ phận tạo ra chùm tia laser) rất quan trọng. Các thương hiệu cao cấp như IPG, Raycus cung cấp hiệu suất cao hơn, chất lượng chùm tia tốt hơn và tuổi thọ dài hơn, nhưng chi phí ban đầu cao hơn. |
Giải pháp tốt nhất: Lịch trình bảo trì phòng ngừa chủ động
Cách tốt nhất để giải quyết vấn đề là ngăn chặn chúng xảy ra ngay từ đầu. Một quy trình bảo trì đơn giản là cách hiệu quả nhất để đảm bảo độ tin cậy của máy móc và chất lượng sản phẩm cao.
Bảo trì hàng ngày (dưới 5 phút)
Kiểm tra và làm sạch đầu vòi phun.
Kiểm tra trực quan và làm sạch thấu kính lấy nét.
Bảo trì hàng tuần
Làm sạch tất cả các gương trong đường dẫn quang học.
Kiểm tra mực nước trong bình làm lạnh và xem có bị nhiễm bẩn không.
Lau sạch các thanh đỡ của bàn cắt để loại bỏ cặn bẩn.
Bảo trì hàng tháng
Bôi trơn tất cả các thanh dẫn hướng và ổ trục cơ khí theo hướng dẫn trong sách hướng dẫn.
Kiểm tra tất cả các dây đai để đảm bảo độ căng phù hợp và không có dấu hiệu hao mòn.
Vệ sinh quạt hút và ống dẫn khí bên trong máy.
Kết luận: Độ tin cậy thông qua chăm sóc có hệ thống
Hầu hết các vấn đề khi cắt laser không phải là điều bí ẩn. Chúng là những vấn đề có thể giải quyết được và có thể truy tìm nguyên nhân cụ thể. Bằng cách áp dụng phương pháp khắc phục sự cố một cách có hệ thống—kiểm tra cài đặt, sau đó là quang học, rồi đến cơ khí—bạn có thể giải quyết phần lớn các vấn đề khó khăn thường gặp khi cắt laser hàng ngày.
Tóm lại, phòng ngừa chủ động luôn tốt hơn và tiết kiệm hơn so với sửa chữa khi bị hư hỏng. Lịch bảo trì phòng ngừa đều đặn chính là bí quyết thực sự để đảm bảo độ tin cậy của máy móc và những đường cắt hoàn hảo, mọi lúc mọi nơi.
Đối với các sự cố phức tạp, vấn đề dai dẳng hoặc cần tư vấn về đầu tư thiết bị mới, đừng ngần ngại liên hệ với nhà cung cấp dịch vụ đáng tin cậy để được hỗ trợ chuyên nghiệp.
Câu hỏi thường gặp (FAQ)
Q:Nguyên nhân nào gây ra sự không ổn định về công suất đầu ra của laser?
A:Nguồn điện không ổn định thường là dấu hiệu của ống laser bị lỗi, thấu kính hội tụ bị bẩn hoặc hư hỏng, hoặc sự cố với bộ nguồn cao áp. Ngoài ra, hãy kiểm tra xem máy làm lạnh nước có duy trì nhiệt độ ổn định hay không.
Q:Tôi nên vệ sinh thấu kính và gương của máy laser bao lâu một lần?
A:Đối với việc sử dụng nhiều, nên kiểm tra và vệ sinh nhanh thấu kính lấy nét hàng ngày. Nên vệ sinh toàn bộ gương mỗi tuần một lần. Nếu bạn cắt các vật liệu tạo ra nhiều khói hoặc cặn, như gỗ hoặc acrylic, bạn có thể cần vệ sinh chúng thường xuyên hơn.
Q:Tôi không nên cắt những vật liệu nào bằng laser?
A:Tuyệt đối không cắt các vật liệu có chứa clo, như PVC hoặc vinyl. Khi bị nung nóng, chúng sẽ giải phóng khí clo độc hại, cực kỳ ăn mòn và có thể làm hỏng vĩnh viễn hệ thống quang học và cơ khí của máy móc, chưa kể đến nguy hiểm cho sức khỏe của bạn. Tránh các vật liệu có thành phần không rõ ràng.

Thời gian đăng bài: 04/08/2025



