




การทำความสะอาดแบบเลือกเฉพาะจุดด้วยเลเซอร์ไม่ใช่แนวคิดแห่งอนาคตอีกต่อไปแล้ว ในปี 2026 มันคือหัวใจสำคัญของการเตรียมพื้นผิวในอุตสาหกรรม 5.0 สำหรับวิศวกรและผู้จัดการโรงงาน ความท้าทายอยู่ที่การกำจัดสิ่งปนเปื้อนที่ฝังแน่นโดยไม่ทำลายพื้นผิวที่สำคัญด้านล่าง วิธีการแบบดั้งเดิม เช่น การพ่นทรายหรือการลอกด้วยสารเคมี เป็นเครื่องมือที่ "ไร้ประสิทธิภาพ" เพราะมันใช้แรงหรือความเป็นกรดกับพื้นผิวทั้งหมดโดยไม่คำนึงถึงความจำเป็น
ในทางตรงกันข้าม การทำความสะอาดแบบเลือกเฉพาะจุดด้วยเลเซอร์ให้ผลลัพธ์ที่แม่นยำราวกับการผ่าตัด โดยใช้แสงที่โฟกัสเพื่อทำให้สารออกไซด์ สารเคลือบ หรือสิ่งสกปรกระเหยไปด้วยความแม่นยำระดับไมครอน โดยไม่ทำลายวัสดุพื้นฐาน ไม่ว่าจะเป็นสแตนเลส 304 อลูมิเนียมเกรดเดียวกับที่ใช้ในอุตสาหกรรมการบินและอวกาศ หรือหินอ่อนโบราณที่บอบบาง

การทำความสะอาดแบบเลือกเฉพาะจุดด้วยเลเซอร์คืออะไร? (กลไกหลัก)
โดยหลักการแล้ว กระบวนการนี้อาศัย...การกำจัดด้วยเลเซอร์ปรากฏการณ์นี้เกิดขึ้นเมื่อลำแสงเลเซอร์ความเข้มสูงตกกระทบพื้นผิว และวัสดุจะดูดซับพลังงาน ทำให้กลายเป็นพลาสมาหรือก๊าซ
การทำลายด้วยความร้อนจากแสงแบบเลือกเฉพาะ
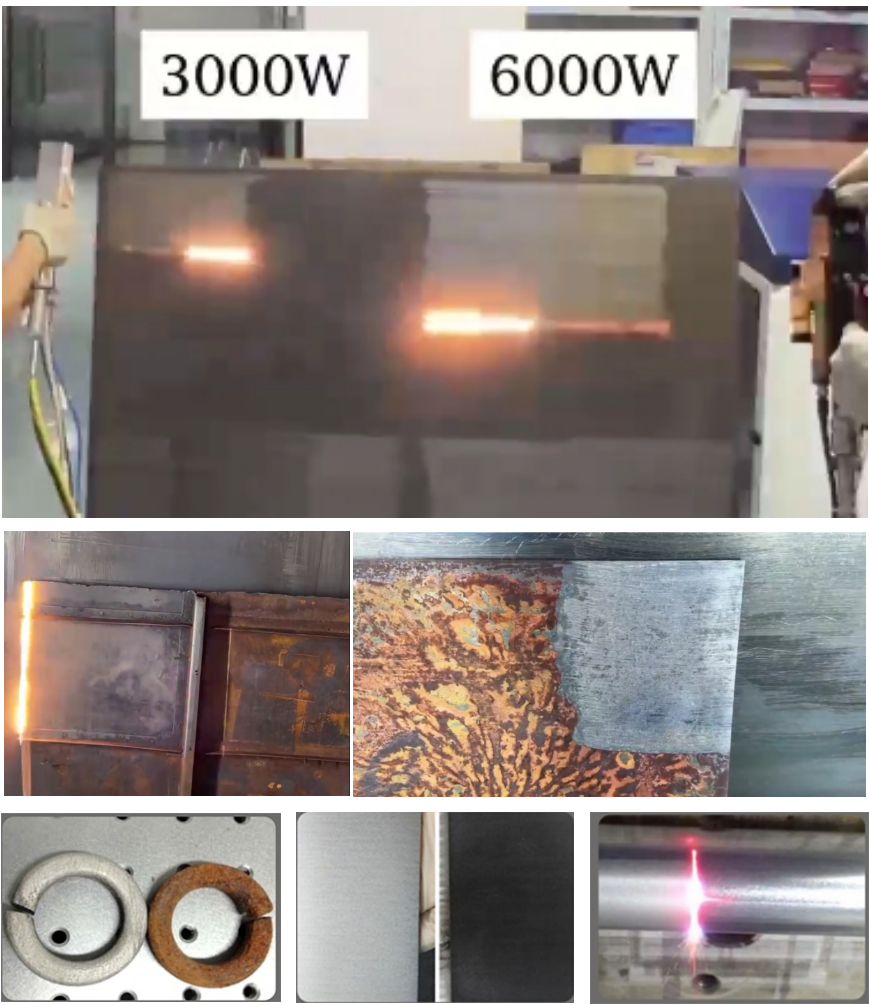
ส่วน "selective" ของชื่อนั้นมาจากการทำลายด้วยความร้อนจากแสงแบบเลือกเฉพาะวัสดุต่างชนิดกันจะดูดซับคลื่นแสงที่มีความยาวคลื่นต่างกัน โดยการปรับพารามิเตอร์ของเลเซอร์ เราสามารถทำให้สารปนเปื้อน (เช่น สนิมหรือเขม่าดำ) ดูดซับพลังงานและระเหยไป ในขณะที่พื้นผิว (โลหะหรือหิน) จะสะท้อนพลังงานหรือคงอยู่ในระดับที่ต่ำกว่าขีดจำกัดความเสียหายจากความร้อน
เกณฑ์การจี้
ความสำเร็จขึ้นอยู่กับเกณฑ์การจี้วัสดุทุกชนิดมีระดับพลังงานเฉพาะที่ซึ่งมันจะเริ่มระเหยกลายเป็นไอ
-
เป้า:รักษาระดับความหนาแน่นของพลังงานให้สูงกว่าระดับเกณฑ์ของสารปนเปื้อน
-
การป้องกัน:รักษาระดับความหนาแน่นของพลังงานให้ต่ำกว่าขีดจำกัดของวัสดุตั้งต้น
วิธีนี้ช่วยให้มั่นใจได้ว่ากระบวนการทำความสะอาดจะไม่ทำลายชิ้นงานและไม่สัมผัสโดยตรง ซึ่งจะช่วยรักษาสภาพโครงสร้างของชิ้นส่วนไว้ได้
การใช้งานที่มีความเสี่ยงสูง: ตั้งแต่ด้านอวกาศไปจนถึงโบราณวัตถุ
1. อุตสาหกรรมการบินและอวกาศและยานยนต์
ในการผลิตที่ต้องการความแม่นยำสูง คำว่า "สะอาด" อย่างเดียวไม่เพียงพอ ต้องมีความบริสุทธิ์ทางเคมีด้วย การทำความสะอาดด้วยเลเซอร์ใช้สำหรับ:
-
การเตรียมขอบ:การกำจัดออกไซด์ก่อนการเชื่อมเพื่อให้ได้รอยเชื่อมที่ไร้ตำหนิ
-
การบำรุงรักษาเครื่องกังหัน:การทำความสะอาดใบมีดโดยไม่ก่อให้เกิดความเครียดจากความร้อนซึ่งมักเกิดขึ้นจากการเจียรด้วยเครื่องจักรกล
-
การเตรียมความพร้อมก่อนการผูกพัน:การเพิ่มพื้นที่ผิวของกาวในชุดแบตเตอรี่รถยนต์ไฟฟ้า (EV)
2. มรดกทางวัฒนธรรม
เลเซอร์ Nd:YAG (นีโอดีเมียมเจือปน อิตเทรียม อะลูมิเนียม การ์เนต) ได้ปฏิวัติวงการอนุรักษ์ ตั้งแต่รูปปั้นสำริดของโดนาเทลโลไปจนถึงประติมากรรมพุทธศาสนาในศตวรรษที่ 5 เลเซอร์สามารถขจัดคราบสกปรกที่สะสมมาหลายศตวรรษ เพื่อเผยให้เห็นแผ่นทองคำเปลวหรือสีดั้งเดิมที่อาจถูกทำลายด้วยตัวทำละลายทางเคมี
3. ไมโครอิเล็กทรอนิกส์
ด้วยการใช้ "การทำความสะอาดด้วยเลเซอร์ไอน้ำ" ผู้ผลิตสามารถกำจัดสารไวแสงออกจากแผ่นเวเฟอร์ซิลิคอนได้ ในปี 2026 เทคโนโลยีนี้มีความสำคัญอย่างยิ่งสำหรับความแม่นยำระดับต่ำกว่า 10 นาโนเมตร ซึ่งแม้แต่ฝุ่นละอองเพียงเม็ดเดียวก็อาจทำให้ผลิตภัณฑ์เสียหายได้

การทำความสะอาดด้วยเลเซอร์เทียบกับวิธีการแบบดั้งเดิม
| คุณสมบัติ | การทำความสะอาดเฉพาะจุดด้วยเลเซอร์ | การพ่นทราย/วัสดุขัดผิว | การลอกด้วยสารเคมี |
| ติดต่อ | แบบไม่สัมผัส | การติดต่อที่มีผลกระทบสูง | ปฏิกิริยาเคมี |
| ความเสียหายของพื้นผิว | ศูนย์ (ถ้าปรับจูนแล้ว) | การกำหนดลักษณะพื้นผิว/การเกิดหลุม | การกัดกร่อน/การผุกร่อนที่อาจเกิดขึ้น |
| กระแสของเสีย | การดูดควันเท่านั้น | มีการใช้สื่อไปมากมายมหาศาล | ของเสียเหลวอันตราย |
| วัสดุสิ้นเปลือง | ไฟฟ้าอย่างเดียว | ทราย กรวด น้ำแข็งแห้ง | ตัวทำละลาย, กรด |
| ความแม่นยำ | ระดับไมครอน | ต่ำ | ต่ำ |
เทคโนโลยี "Smart Edge": AI และการตรวจสอบแบบเรียลไทม์
ระบบสมัยใหม่ (เช่น ระบบที่ใช้โมปา or ไอพีจีปัจจุบันเลเซอร์ไฟเบอร์ถูกนำมาผสานรวมกับ AI เพื่อลดข้อผิดพลาดจากมนุษย์
-
การตรวจสอบทางเสียง:โครงข่ายประสาทเทียม "รับฟัง" กระบวนการทำความสะอาดผ่านไมโครโฟนเซมิคอนดักเตอร์ เสียงของกลุ่มพลาสมาจะเปลี่ยนไปเมื่อพื้นผิวสะอาดขึ้น ปัญญาประดิษฐ์จะตรวจจับการเปลี่ยนแปลงนี้และหยุดลำแสงทันทีเพื่อป้องกันการทำความสะอาดมากเกินไป
-
LIBS (Laser-Induced Breakdown Spectroscopy):ระบบจะวิเคราะห์แสงที่ปล่อยออกมาจากพลาสมาเพื่อระบุองค์ประกอบต่างๆ สามารถแยกแยะระหว่างสีทับหน้าและสีรองพื้นได้ ทำให้สามารถกำจัดสีแบบ "เป็นชั้นๆ" ได้
-
การทำแผนที่ 3 มิติ:เซ็นเซอร์จะตรวจจับรูปทรงโค้งที่ซับซ้อนแบบเรียลไทม์ และปรับแต่งค่าต่างๆโยกเยก(การสั่นของลำแสง) และการปรับโฟกัสเพื่อรักษาระดับขนาดจุดที่สม่ำเสมอบนพื้นผิว 3 มิติ
การคำนวณผลตอบแทนจากการลงทุน (ROI) ของการทำความสะอาดด้วยเลเซอร์
แม้ว่าค่าใช้จ่ายด้านการลงทุนเริ่มต้น (CAPEX) สำหรับระบบเลเซอร์จะสูงกว่าเครื่องฉีดน้ำแรงดันสูง แต่...ผลตอบแทนจากการลงทุน (ROI)โดยทั่วไปแล้วไทม์ไลน์คือ14 ถึง 36 เดือน.
ส่วนลด "ที่ซ่อนอยู่":
-
ไม่ต้องใช้วัสดุสิ้นเปลือง:คุณไม่ต้องเสียเงินจำนวนมากไปกับการขุดดินหรือการกำจัดสารเคมีราคาแพงอีกต่อไป
-
การลดจำนวนแรงงาน:ระบบเหล่านี้สามารถบูรณาการเข้ากับแขนหุ่นยนต์ (Cobots) ช่วยลดชั่วโมงการทำงานด้วยมือได้มากถึง 98% สำหรับงานทำความสะอาดท่อหรือตัวเรือขนาดใหญ่
-
เวลาการทำงานและประสิทธิภาพโดยรวมของอุปกรณ์ (OEE):ระบบเลเซอร์ต้องการการบำรุงรักษาเพียงเล็กน้อยและไม่มีช่วงเวลาหยุดทำงานเพื่อ "เติมสารใหม่" ซึ่งช่วยเพิ่มประสิทธิภาพได้อย่างมากประสิทธิภาพโดยรวมของอุปกรณ์ (OEE).
ความปลอดภัย ความยั่งยืน และการปฏิบัติตามกฎระเบียบ
การทำความสะอาดเฉพาะจุดด้วยเลเซอร์เป็นกระบวนการ "แห้ง" ซึ่งทำให้เป็นทางเลือกที่ยั่งยืนที่สุดสำหรับมาตรฐานด้านสิ่งแวดล้อมปี 2026
-
การปฏิบัติตามกฎระเบียบด้านสิ่งแวดล้อม:กำจัดฝุ่นซิลิกาในอากาศและน้ำเสียที่เป็นอันตราย ทำให้มั่นใจได้ว่าเป็นไปตามข้อกำหนดEPAและโอเอสเอคำสั่งต่างๆ
-
มาตรฐานความปลอดภัย:สิ่งเหล่านี้คือชั้นเรียนที่ 4อุปกรณ์เลเซอร์ การใช้งานต้องปฏิบัติตามอย่างเคร่งครัดไอโอเอส 11553และANSI Z136.1แนวทางปฏิบัติ
-
ข้อกำหนดเกี่ยวกับอุปกรณ์ป้องกันส่วนบุคคล (PPE):ผู้ปฏิบัติงานต้องสวมแว่นตานิรภัยที่เหมาะสมกับความยาวคลื่น (โดยทั่วไปคือ OD7+) และใช้ระบบดูดควันประสิทธิภาพสูงเพื่อดักจับอนุภาคไอระเหย
ข้อควรระวังเพื่อความปลอดภัย:ควรแต่งตั้งเจ้าหน้าที่ความปลอดภัยด้านเลเซอร์ (LSO) ที่ได้รับการรับรองก่อนนำระบบการตัดเฉือนด้วยเลเซอร์มาใช้ในสายการผลิตเสมอ
แผนยุทธศาสตร์สำหรับปี 2026
เมื่อเราก้าวเข้าสู่ปี 2026 มากขึ้น แนวโน้มก็ชัดเจน:การทำความสะอาดแบบเลือกอัตโนมัติเรากำลังเห็นการเพิ่มขึ้นของหน่วยเคลื่อนที่ที่ขับเคลื่อนด้วย AI ซึ่งสามารถนำทางไปทั่วโรงงานและทำการบำรุงรักษาในช่วงนอกเวลาทำงานโดยไม่ต้องมีผู้ควบคุมดูแล
การทำความสะอาดเฉพาะจุดด้วยเลเซอร์ไม่ได้เป็นเพียงแค่การ "ทำความสะอาด" ชิ้นส่วนอีกต่อไป แต่เป็นการยืดอายุการใช้งานของสินทรัพย์มูลค่าหลายล้านดอลลาร์ และรับประกันคุณภาพสูงสุดในการผลิตที่มีความแม่นยำสูง
วันที่เผยแพร่: 6 กุมภาพันธ์ 2569



