




Razumevanje pogostih tehničnih težav pri laserskem rezanju je prvi korak od frustracije do brezhibne izvedbe.laserski rezalnikiČeprav so čudeži natančnosti, se je vsak operater že soočil s trenutkom razočaranja: popolno zasnovo so uničili nazobčani robovi, nepopolni rezi ali ožgane sledi. To je pogosta izkušnja, a dobra novica je, da je večino težav mogoče odpraviti.
Ključno je razmišljati kot tehnik in rezati kot profesionalec. Vsaka napaka pri rezanju je simptom, ki kaže na vzrok, pa naj bo to v nastavitvah stroja, njegovi občutljivi optiki ali mehanskih delih. Ta priročnik ponuja sistematičen okvir za hitro diagnosticiranje in reševanje teh težav, začenši z najpogostejšimi krivci.
Prvi odgovor: Odpravljanje pogostih napak pri kakovosti reza
Ali na svojem obdelovancu opažate slabe rezultate? Če se sprašujete, kako izboljšati kakovost laserskega rezanja, se najprej posvetite osnovnim nastavitvam stroja. Ti dejavniki lahko bolj kot karkoli drugega vplivajo na kakovost laserskega reza.
Simptom: Nepopolni rezi, žlindra, zarobki ali grobi robovi
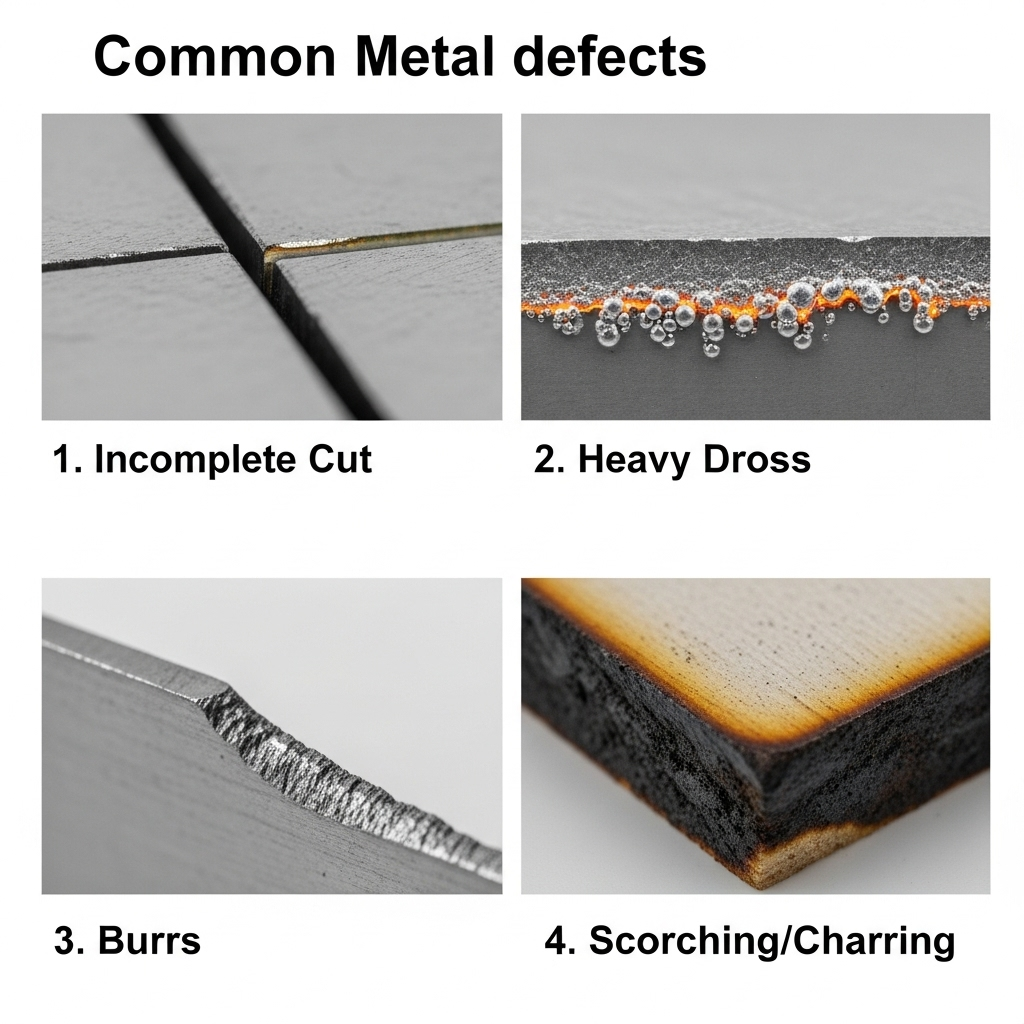 To so najpogostejše pritožbe in skoraj vedno izvirajo iz neravnovesja v primarnih procesnih parametrih. Preden razstavite stroj, preverite teštiristvari:
To so najpogostejše pritožbe in skoraj vedno izvirajo iz neravnovesja v primarnih procesnih parametrih. Preden razstavite stroj, preverite teštiristvari:
1.Moč in hitrost rezanja laserja:Ti dve stvari delujeta skupaj. Če je vaša hitrost previsoka za dano raven moči, laser ne bo prerezal. Če je prepočasen, se nabira odvečna toplota, kar povzroča taljenje, ostružke in hrapav rob. Poiščite »idealno točko« za vaš specifični material in debelino.
2.Osrednji položaj:To je ključnega pomena. Nefokusiran žarek razprši svojo energijo, kar vodi do širšega in šibkejšega reza. Za najčistejši rezultat se prepričajte, da je žarek popolnoma fokusiran na površino materiala ali tik pod njo.
3.Tlak pomožnega plina:Pomožni plin (kot kisik ali dušik) ne le odstrani staljeni material z rezane poti. Če je tlak prenizek, se bo žlindra oprijela spodnjega roba. Če je previsok, lahko povzroči turbulenco in grob, valovit rez.
4. Stanje in velikost šobe:Šoba usmerja pomožni plin v rez. Poškodovana, umazana ali zamašena šoba bo ustvarila kaotičen curek plina, kar bo poslabšalo kakovost reza. Podobno lahko uporaba šobe z odprtino, ki je prevelika za delo, zmanjša tlak in povzroči težave. Šobo vsakodnevno vizualno pregledujte. Prepričajte se, da je čista, centrirana in brez zarez ali brizganja.
Če prilagajate te »velike«4»ne reši težave, težava je lahko mehanska, na primer vibracije zaradi obrabljenega jermena ali ležaja.
DrugiOdpravljanje težav: Napake na ravni celotnega sistema
Včasih težava ni v kakovosti reza, temveč v tem, da stroj sploh ne deluje. Preden paničarite, preglejte ta preprost kontrolni seznam varnostnih ukrepov in sistemov.
Simptom: Naprava se ne vklopi ali laser ne deluje
V teh primerih je rešitev pogosto presenetljivo preprosta in povezana z vgrajenimi varnostnimi funkcijami stroja.
Preverite zasilno zaustavitev:Je gumb pritisnjen? To je najpogostejši razlog za "mrtvo" napravo.
Preverite varnostne blokade:Ali so vse dostopne plošče in glavni pokrov popolnoma zaprti? Večina strojev ima senzorje, ki preprečujejo, da bi laser sprožil, če so katera koli vrata priprta.
Preverite hladilni sistem:Ali je hladilnik vode vklopljen in ali voda teče? Laserska cev ustvarja ogromno toplote in se ne bo vklopila brez aktivnega hlajenja, ki bi jo zaščitilo pred poškodbami.
Preverite varovalke in odklopnike:Poiščite izklopljeno varovalko ali pregorelo varovalko v omarici delavnice ali na samem stroju.
Poglobljen potop: Kontrolni seznam za analizo temeljnih vzrokov
Če hitre rešitve ne delujejo, je čas za poglobljeno raziskovanje. Sistematičen pregled vsakega podsistema stroja vam bo pomagal ugotoviti vzrok.
Je težava v optični poti?
Laserski žarek je le tako dober, kot je dobra pot, ki jo prepotuje.
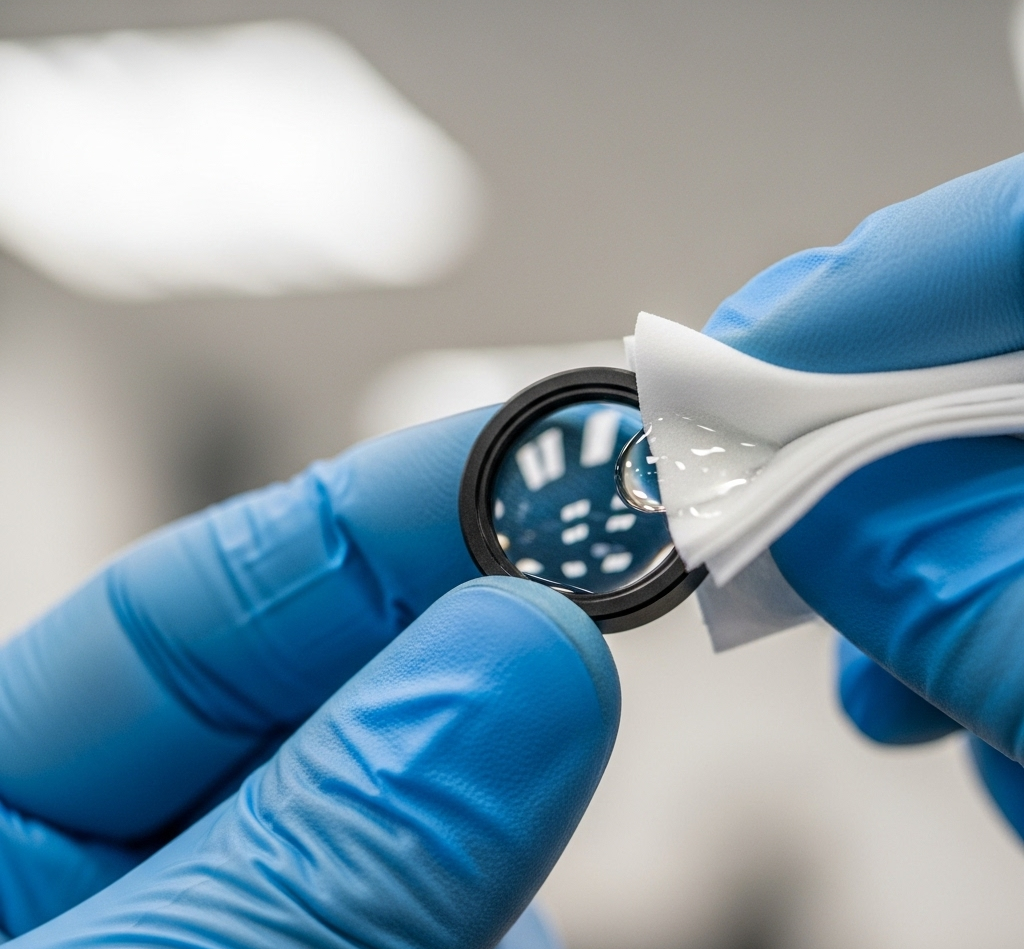
Pogoste optične napake:Umazana ali opraskana fokusna leča ali zrcalo je glavni krivec za izgubo moči. Prah, dim in smola se lahko zapečejo na površini, kar blokira in razprši žarek. Nepravilno poravnan žarek ne bo zadel središča leče, kar bo povzročilo šibek, kotni rez.
Rešitev:Redno pregledujte in čistite vso optiko z ustreznimi robčki za leče. Preverite poravnavo žarka, da zagotovite, da žarek potuje pravilno od cevi do materiala.
Je težava v mehanskem sistemu?
Vaša laserska glava se premika po natančnem sistemu gibanja. Vsaka napaka ali pomik se neposredno odraža na rezu.
Pogoste napake pri gibanju:Ohlapni jermeni, obrabljeni ležaji ali ostanki na vodilnih tirnicah lahko povzročijo vibracije, kar vodi do valovitih linij ali nenatančnih dimenzij.
Rešitev:Redno pregledujte vse komponente gibanja. Vodila naj bodo čista in naoljena v skladu s specifikacijami proizvajalca. Preverite napetost jermena; jermen mora biti napet, vendar ne preveč.
Ali je problem specifičen za material?
Različni materiali se pod laserjem obnašajo različno.
Izziv: Nerjaveče jeklo (oksidacija):Pri rezanju nerjavečega jekla s kisikom lahko dobite počrnel, oksidiran rob.
Rešitev:Za ustvarjanje čistega roba brez oksidov uporabite visoko čist dušikov pomožni plin.
Izziv: Odsevne kovine (aluminij, baker):Svetleči materiali lahko odbijejo laserski žarek nazaj v stroj, kar lahko poškoduje optiko.
Rešitev:Uporabite večjo moč in pulzni način, da zagotovite absorpcijo energije. Nekateri operaterji uporabljajo antirefleksne premaze ali površinske obdelave.
Onkraj popravil: Kdaj nadgraditi laserski rezalnik
Včasih nenehni stroški popravil, zastarela tehnologija ali nove proizvodne zahteve jasno povedo: čas je, da prenehate s popravilom in začnete z nadgradnjami. Če želite povečati zmogljivost, izboljšati natančnost ali rezati nove materiale, je lahko naložba v nov laserski rezalnik vaš naslednji logičen korak.
Razumevanje cene laserskega rezalnika
Ko iščete ceno laserskega rezalnika, boste našli ogromen razpon. Končni strošek je odvisen od nekaj ključnih spremenljivk, ki neposredno vplivajo na delovanje in zmogljivost.
| Faktor | Vpliv na ceno | Opis |
| Moč (vati) | Visoka | Stroj z močjo 1500 W lahko obdeluje tanko do srednje debelo jeklo, medtem ko je za proizvodno rezanje debelih jeklenih plošč pri visokih hitrostih potreben stroj z močjo 4000 W oziroma 6000 W. Cena se z močjo močno povečuje. |
| Vrsta in velikost | Visoka | Glavna razlika je med CO₂ laserji (odlični za nekovine, kot sta akril in les) in vlaknenimi laserji (prevladujoči za rezanje kovin). Poleg tega je velikost rezalne plošče pomemben dejavnik pri določanju cene. |
| Laserski vir | Srednje | Blagovna znamka laserskega resonatorja (dela, ki ustvarja laserski žarek) je ključnega pomena. Premium blagovne znamke, kot sta IPG in Raycus, ponujajo večjo učinkovitost, boljšo kakovost žarka in daljšo življenjsko dobo, vendar imajo višje začetne stroške. |
Najboljša rešitev: proaktiven načrt preventivnega vzdrževanja
Najboljši način za reševanje težav je preprečiti, da bi se kdajkoli pojavile. Preprosta vzdrževalna rutina je najučinkovitejši način za zagotavljanje zanesljivosti stroja in visokokakovostnih rezultatov.
Dnevno vzdrževanje (manj kot 5 minut)
Preverite in očistite konico šobe.
Vizualno preglejte in očistite fokusno lečo.
Tedensko vzdrževanje
Očistite vsa ogledala na optični poti.
Preverite nivo hladilnika vode in poiščite morebitno onesnaženje.
Obrišite letvice rezalne plošče, da odstranite ostanke.
Mesečno vzdrževanje
Vse vodilne tirnice in mehanske ležaje namažite v skladu z navodili za uporabo.
Preverite vse jermene glede pravilne napetosti in znakov obrabe.
Očistite notranji izpušni ventilator in kanal stroja.
Zaključek: Zanesljivost s sistematično oskrbo
Večina težav z laserskim rezanjem ni skrivnosti. Gre za rešljive težave, ki jih je mogoče pripisati določenemu vzroku. Z uporabo sistematičnega pristopa k odpravljanju težav – preverjanjem nastavitev, nato optike in nato mehanike – lahko rešite veliko večino vsakodnevnih glavobolov pri rezanju.
Navsezadnje je proaktivna preventiva vedno boljša in cenejša od reaktivnih popravil. Dosleden načrt preventivnega vzdrževanja je prava skrivnost zanesljivosti stroja in popolnih rezov, vsakič.
Za kompleksna popravila, vztrajne težave ali nasvete o vlaganju v novo opremo se za strokovno podporo obrnite na zaupanja vrednega ponudnika storitev.
Pogosto zastavljena vprašanja (FAQ)
Q:Kaj povzroča neskladno lasersko izhodno moč?
A:Nedosledna moč pogosto kaže na okvarjeno lasersko cev, umazano ali poškodovano fokusno lečo ali težavo z visokonapetostnim napajanjem. Preverite tudi, ali vaš hladilnik vode vzdržuje stabilno temperaturo.
Q:Kako pogosto naj čistim lečo in zrcala svojega laserja?
A:Pri intenzivni uporabi je priporočljivo hitro dnevno preverjanje in čiščenje fokusne leče. Popolno čiščenje vseh ogledal je treba opraviti tedensko. Če režete materiale, ki proizvajajo veliko dima ali ostankov, kot sta les ali akril, jih boste morda morali čistiti pogosteje.
Q:Katerih materialov nikoli ne smem rezati z laserjem?
A:Nikoli ne režite materialov, ki vsebujejo klor, kot sta PVC ali vinil. Pri segrevanju sproščajo strupen klor, ki je izjemno koroziven in lahko trajno poškoduje optiko in mehaniko vašega stroja, da ne omenjamo, da je nevaren za vaše zdravje. Izogibajte se materialom z neznano sestavo.

Čas objave: 4. avg. 2025



