




Compreender quais são os problemas técnicos comuns no corte a laser é o primeiro passo para transformar frustração em execução impecável.cortadores a laserEmbora sejam verdadeiras maravilhas de precisão, todo operador já se deparou com aquele momento de decepção: um projeto perfeito arruinado por bordas irregulares, cortes incompletos ou marcas de queimado. É uma experiência comum, mas a boa notícia é que a maioria dos problemas tem solução.
O segredo é pensar como um técnico e cortar como um profissional. Cada erro de corte é um sintoma que aponta para a causa raiz, seja ela relacionada às configurações da máquina, à sua óptica delicada ou às suas peças mecânicas. Este guia fornece uma estrutura sistemática para diagnosticar e resolver esses problemas rapidamente, começando pelos culpados mais frequentes.
Primeira resposta: corrigindo defeitos comuns de qualidade de corte.
Está obtendo resultados insatisfatórios em suas peças? Se você está se perguntando como melhorar a qualidade do corte a laser, o primeiro passo deve ser sempre verificar as configurações principais da máquina. Esses fatores podem afetar a qualidade do corte a laser mais do que qualquer outra coisa.
Sintoma: Cortes incompletos, escória, rebarbas ou bordas ásperas.
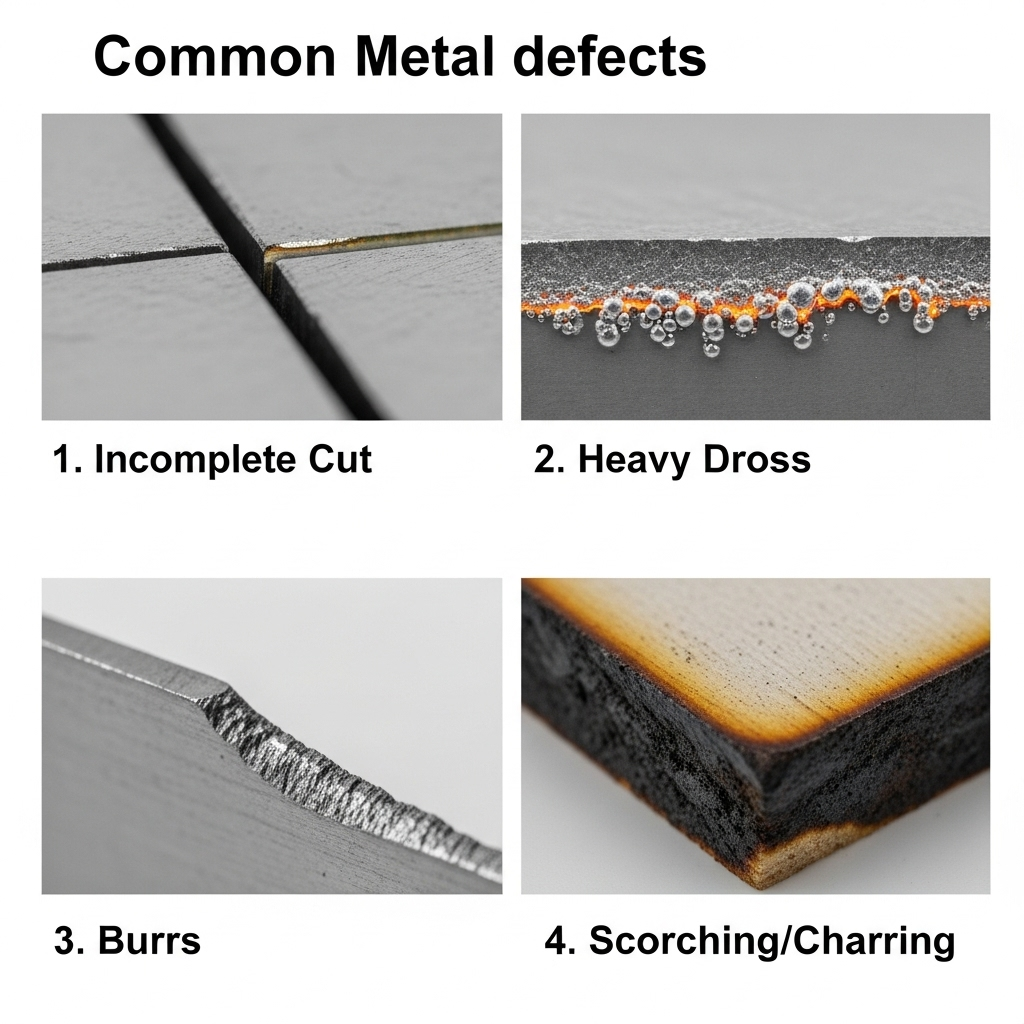 Essas são as reclamações mais comuns e quase sempre estão relacionadas a um desequilíbrio nos parâmetros primários do processo. Antes de desmontar a máquina, verifique estes itens.quatrocoisas:
Essas são as reclamações mais comuns e quase sempre estão relacionadas a um desequilíbrio nos parâmetros primários do processo. Antes de desmontar a máquina, verifique estes itens.quatrocoisas:
1.Potência do laser e velocidade de corte:Esses dois fatores trabalham em conjunto. Se a velocidade for muito alta para o nível de potência, o laser não conseguirá cortar. Se for muito baixa, o excesso de calor se acumula, causando derretimento, rebarbas e uma borda áspera. Encontre o ponto ideal para o seu material e espessura específicos.
2.Posição focal:Isso é crucial. Um feixe desfocado dispersa sua energia, resultando em um corte mais amplo e menos preciso. Certifique-se de que o feixe esteja perfeitamente focado na superfície do material ou ligeiramente abaixo dela para obter o resultado mais limpo.
3.Pressão do gás de assistência:O gás auxiliar (como oxigênio ou nitrogênio) faz mais do que apenas remover o material fundido do caminho de corte. Se a pressão for muito baixa, a escória aderirá à borda inferior. Se for muito alta, pode causar turbulência e um corte irregular e ondulado.
4. Condição e tamanho do bico:O bico direciona o gás auxiliar para o corte. Um bico danificado, sujo ou entupido criará um jato de gás irregular, comprometendo a qualidade do corte. Da mesma forma, usar um bico com uma abertura muito grande para a tarefa pode reduzir a pressão e causar problemas. Inspecione o bico visualmente todos os dias. Certifique-se de que esteja limpo, centralizado e sem lascas ou respingos.
Se ajustar esses “Grandes”4Se isso não resolver o problema, a causa pode ser mecânica, como vibrações provenientes de uma correia ou rolamento desgastado.
O segundoSolução de problemas: falhas em todo o sistema
Às vezes, o problema não é a qualidade do corte, mas sim o fato de a máquina simplesmente não funcionar. Antes de entrar em pânico, verifique esta lista de verificação simples de segurança e sistemas.
Sintoma: A máquina não liga ou o laser não dispara.
Nesses casos, a solução costuma ser surpreendentemente simples e relacionada aos recursos de segurança integrados à máquina.
Verifique o botão de parada de emergência:O botão está pressionado? Essa é a razão mais comum para uma máquina "morta".
Verificar os dispositivos de segurança:Todos os painéis de acesso e a tampa principal estão completamente fechados? A maioria das máquinas possui sensores que impedem o disparo do laser se alguma porta estiver entreaberta.
Verifique o sistema de arrefecimento:O resfriador de água está ligado e a água está circulando? Um tubo de laser gera calor imenso e não dispara sem resfriamento ativo para se proteger de danos.
Verifique os fusíveis e disjuntores:Procure por um disjuntor desarmado ou um fusível queimado no painel da sua oficina ou na própria máquina.
Análise Detalhada: Uma Lista de Verificação para Análise da Causa Raiz
Se as soluções rápidas não funcionarem, é hora de investigar mais a fundo. Uma verificação sistemática de cada subsistema da máquina ajudará você a identificar a causa raiz.
O problema está no percurso óptico?
Um feixe de laser só é tão bom quanto o caminho que percorre.
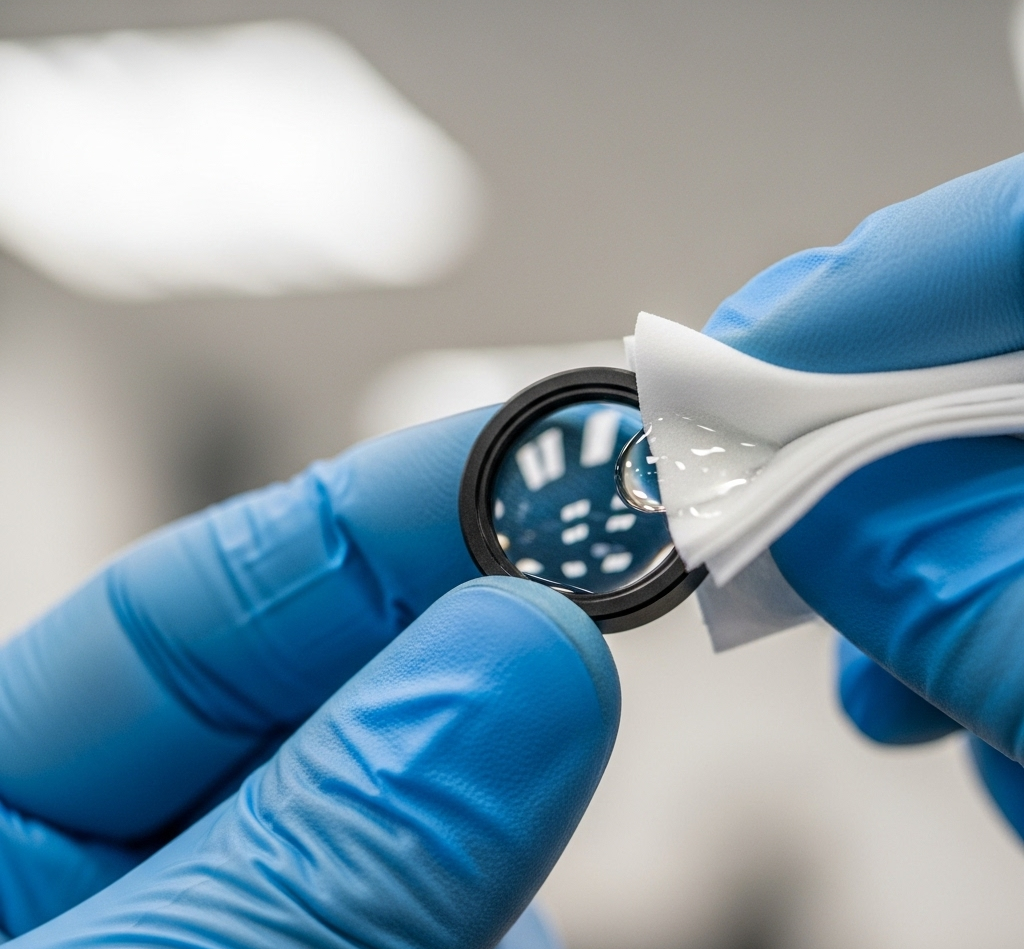
Defeitos Ópticos Comuns:Uma lente ou espelho de foco sujo ou riscado é uma das principais causas de perda de potência. Poeira, fumaça e resina podem se acumular na superfície, bloqueando e dispersando o feixe de luz. Um feixe desalinhado não atingirá o centro da lente, resultando em um corte fraco e angulado.
Solução:Inspecione e limpe regularmente todas as lentes com lenços de limpeza apropriados. Realize uma verificação de alinhamento do feixe para garantir que ele esteja se propagando corretamente do tubo até o material.
O problema está no sistema mecânico?
A cabeça do laser se move em um sistema de movimento preciso. Qualquer folga ou erro aqui se traduz diretamente no corte.
Falhas comuns de movimento:Correias frouxas, rolamentos desgastados ou detritos nos trilhos-guia podem causar vibrações, resultando em linhas onduladas ou dimensões imprecisas.
Solução:Inspecione regularmente todos os componentes do mecanismo de movimento. Mantenha os trilhos-guia limpos e lubrificados de acordo com as especificações do fabricante. Verifique a tensão da correia; ela deve estar esticada, mas não excessivamente apertada.
O problema está relacionado a um material específico?
Materiais diferentes se comportam de maneira diferente sob a ação do laser.
Desafio: Aço inoxidável (oxidação):Ao cortar aço inoxidável com oxigênio, você pode obter uma borda enegrecida e oxidada.
Solução:Utilize nitrogênio de alta pureza como gás auxiliar para criar uma borda limpa e livre de óxidos.
Desafio: Metais Refletivos (Alumínio, Cobre):Materiais brilhantes podem refletir o feixe de laser de volta para a máquina, danificando potencialmente os componentes ópticos.
Solução:Utilize maior potência e modo pulsado para garantir a absorção de energia. Alguns operadores utilizam revestimentos antirreflexo ou tratamentos de superfície.
Além dos reparos: quando atualizar sua máquina de corte a laser
Às vezes, os custos persistentes de reparo, a tecnologia obsoleta ou as novas demandas de produção deixam claro: é hora de parar de consertar e começar a atualizar. Se você busca aumentar a capacidade, melhorar a precisão ou cortar novos materiais, investir em uma nova máquina de corte a laser pode ser o próximo passo lógico.
Entendendo o preço da máquina de corte a laser
Ao pesquisar o preço de uma máquina de corte a laser, você encontrará uma enorme variação. O custo final é determinado por algumas variáveis-chave que impactam diretamente o desempenho e a capacidade.
| Fator | Impacto no preço | Descrição |
| Potência (Watts) | Alto | Uma máquina de 1500 W consegue lidar com aço de espessura fina a média, enquanto uma de 4000 W ou 6000 W é necessária para o corte de produção de chapas de aço grossas em alta velocidade. O preço aumenta consideravelmente com a potência. |
| Tipo e tamanho | Alto | A principal distinção reside entre lasers de CO₂ (excelentes para materiais não metálicos como acrílico e madeira) e lasers de fibra (predominantes para corte de metais). Além disso, o tamanho da área de corte é um fator determinante do preço. |
| Fonte de laser | Médio | A marca do ressonador laser (a peça que cria o feixe de laser) é crucial. Marcas premium como IPG e Raycus oferecem maior eficiência, melhor qualidade de feixe e vida útil mais longa, mas têm um custo inicial mais elevado. |
A melhor solução: um cronograma proativo de manutenção preventiva.
A melhor maneira de resolver problemas é evitá-los. Uma rotina de manutenção simples é a forma mais eficaz de garantir a confiabilidade da máquina e resultados de alta qualidade.
Manutenção diária (menos de 5 minutos)
Verifique e limpe a ponta do bico.
Inspecione visualmente e limpe a lente de foco.
Manutenção semanal
Limpe todos os espelhos no caminho óptico.
Verifique o nível do resfriador de água e procure por qualquer contaminação.
Limpe as ripas da cama de corte para remover os resíduos.
Manutenção mensal
Lubrifique todos os trilhos-guia e rolamentos mecânicos conforme o manual.
Inspecione todas as correias para verificar se estão com a tensão correta e se apresentam sinais de desgaste.
Limpe o ventilador de exaustão interno e os dutos da máquina.
Conclusão: Confiabilidade por meio de cuidados sistemáticos
A maioria dos problemas de corte a laser não são mistérios. São problemas solucionáveis que podem ser rastreados até uma causa específica. Ao adotar uma abordagem sistemática de solução de problemas — verificando as configurações, depois a óptica e, por fim, a mecânica — você pode resolver a grande maioria dos seus problemas diários de corte.
Em última análise, a prevenção proativa é sempre melhor e mais barata do que o reparo reativo. Um cronograma consistente de manutenção preventiva é o verdadeiro segredo para a confiabilidade da máquina e cortes perfeitos, sempre.
Para reparos complexos, problemas persistentes ou orientações sobre investimentos em novos equipamentos, não hesite em contatar um provedor de serviços confiável para obter suporte profissional.
Perguntas frequentes (FAQ)
Q:O que causa a inconsistência na potência de saída do laser?
A:A potência inconsistente geralmente indica um tubo laser com defeito, uma lente de foco suja ou danificada, ou um problema com a fonte de alimentação de alta tensão. Verifique também se o resfriador de água está mantendo uma temperatura estável.
Q:Com que frequência devo limpar as lentes e os espelhos do meu laser?
A:Para uso intenso, recomenda-se uma verificação e limpeza rápidas da lente de foco diariamente. Uma limpeza completa de todos os espelhos deve ser feita semanalmente. Se você estiver cortando materiais que produzem muita fumaça ou resíduos, como madeira ou acrílico, pode ser necessário limpá-los com mais frequência.
Q:Que materiais eu nunca devo cortar com laser?
A:Nunca corte materiais que contenham cloro, como PVC ou vinil. Quando aquecidos, eles liberam gás cloro tóxico, extremamente corrosivo, que pode danificar permanentemente os componentes ópticos e mecânicos da sua máquina, além de ser perigoso para a sua saúde. Evite materiais com composição desconhecida.

Data da publicação: 04/08/2025



