




ლაზერული ჭრის გავრცელებული ტექნიკური პრობლემების გაგება იმედგაცრუებიდან უნაკლო შესრულებამდე პირველი ნაბიჯია.ლაზერული საჭრელებისიზუსტის საოცრებებია, ყველა ოპერატორს გამოუცდია იმედგაცრუების მომენტი: იდეალური დიზაინი, რომელიც დაზიანებულია უსწორმასწორო კიდეებით, არასრული ჭრილებით ან დამწვრობის ლაქებით. ეს საკმაოდ გავრცელებული გამოცდილებაა, მაგრამ კარგი ამბავი ის არის, რომ პრობლემების უმეტესობა გამოსწორებადია.
მთავარია, ტექნიკოსივით იფიქროთ და პროფესიონალივით დაჭრათ. ჭრის ყველა შეცდომა სიმპტომია, რომელიც ძირეულ მიზეზზე მიუთითებს, იქნება ეს მანქანის პარამეტრები, მისი დელიკატური ოპტიკა თუ მექანიკური ნაწილები. ეს სახელმძღვანელო გთავაზობთ სისტემურ ჩარჩოს ამ პრობლემების სწრაფად დიაგნოსტიკისა და გადაჭრისთვის, დაწყებული ყველაზე ხშირი დამნაშავეებით.
პირველი პასუხი: ჭრის ხარისხის საერთო დეფექტების გამოსწორება
ცუდ შედეგებს ხედავთ თქვენს სამუშაო ნაწილზე? თუ ლაზერული ჭრის ხარისხის გაუმჯობესების შესახებ კითხვა გაინტერესებთ, პირველი, რაც უნდა გააკეთოთ, არის მანქანის ძირითადი პარამეტრები. ამ ფაქტორებს ლაზერული ჭრის ხარისხზე ყველაზე მეტად შეუძლია გავლენა მოახდინოს.
სიმპტომი: არასრული ჭრილობები, ნადები, ბურუსები ან უხეში კიდეები
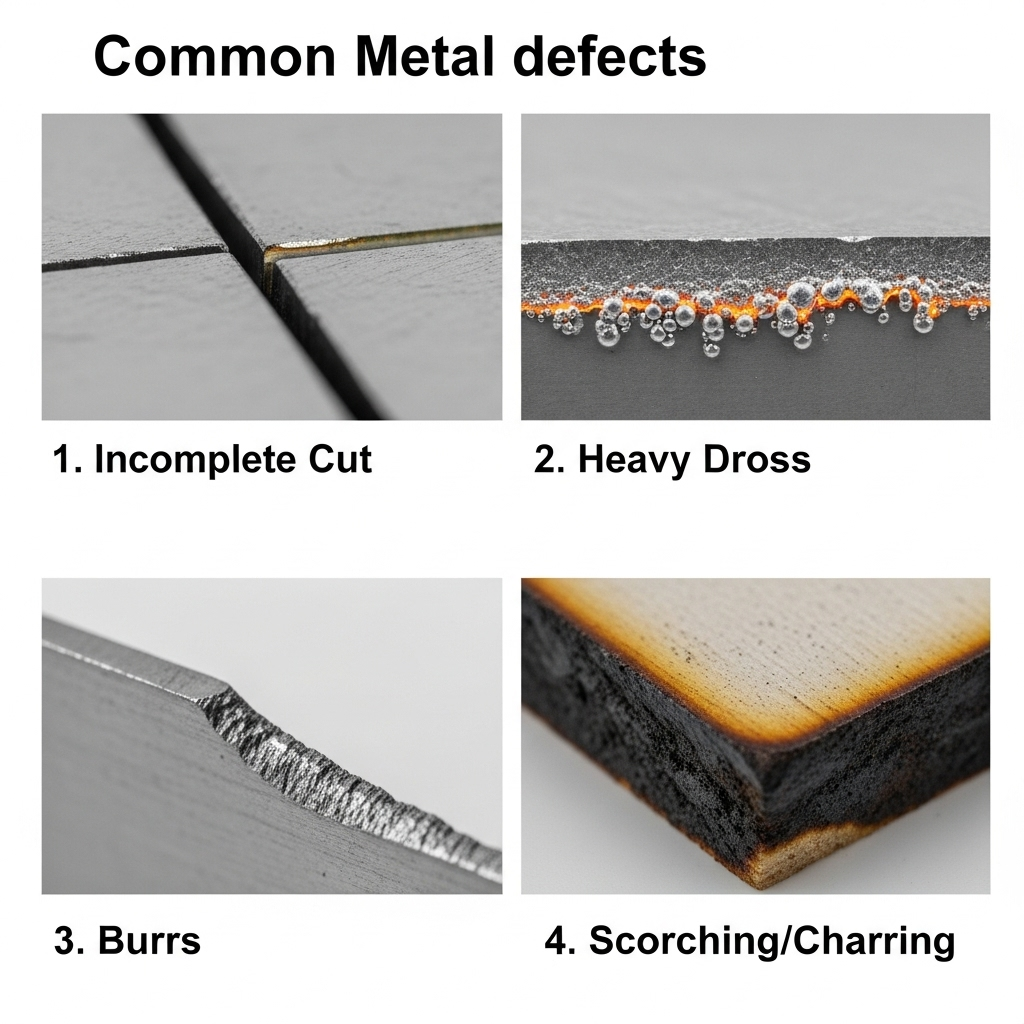 ეს ყველაზე გავრცელებული ჩივილებია და ისინი თითქმის ყოველთვის პირველადი პროცესის პარამეტრების დისბალანსს უკავშირდება. სანამ მანქანას დაანგრევთ, შეამოწმეთ ესენი.ოთხინივთები:
ეს ყველაზე გავრცელებული ჩივილებია და ისინი თითქმის ყოველთვის პირველადი პროცესის პარამეტრების დისბალანსს უკავშირდება. სანამ მანქანას დაანგრევთ, შეამოწმეთ ესენი.ოთხინივთები:
1.ლაზერული სიმძლავრე და ჭრის სიჩქარე:ეს ორი ტანდემში მუშაობს. თუ თქვენი სიჩქარე სიმძლავრის დონისთვის ძალიან მაღალია, ლაზერი ვერ გაჭრის. თუ ის ძალიან ნელია, ზედმეტი სითბო გროვდება, რაც იწვევს დნობას, დაბურცვებს და უხეშ კიდეებს. იპოვეთ „შესაფერისი წერტილი“ თქვენი კონკრეტული მასალისა და სისქისთვის.
2.ფოკუსური პოზიცია:ეს კრიტიკულად მნიშვნელოვანია. არაფოკუსირებული სხივი ავრცელებს თავის ენერგიას, რაც იწვევს უფრო ფართო და სუსტ ჭრას. ყველაზე სუფთა შედეგის მისაღებად დარწმუნდით, რომ სხივი იდეალურად არის ფოკუსირებული მასალის ზედაპირზე ან ოდნავ ქვემოთ.
3.დამხმარე გაზის წნევა:დამხმარე აირი (მაგალითად, ჟანგბადი ან აზოტი) მხოლოდ გამდნარი მასალის ჭრის გზიდან მოცილებაზე მეტს აკეთებს. თუ წნევა ძალიან დაბალია, ქვედა კიდეზე ნადები მიეკრობა. თუ წნევა ძალიან მაღალია, ამან შეიძლება გამოიწვიოს ტურბულენტობა და უხეში, ტალღოვანი ჭრა.
4. საქშენის მდგომარეობა და ზომა:საქშენი დამხმარე გაზს ჭრილისკენ მიმართავს. დაზიანებული, ჭუჭყიანი ან გაჭედილი საქშენი შექმნის ქაოტურ გაზის ჭავლს, რაც გააფუჭებს ჭრის ხარისხს. ანალოგიურად, სამუშაოსთვის ძალიან დიდი ღიობის მქონე საქშენის გამოყენებამ შეიძლება შეამციროს წნევა და გამოიწვიოს პრობლემები. ყოველდღიურად ვიზუალურად შეამოწმეთ საქშენი. დარწმუნდით, რომ ის სუფთაა, ცენტრირებული და არ აქვს ნაკაწრები ან შხეფები.
თუ ამ „დიდს“ არეგულირებთ4„პრობლემას ვერ წყვეტს, პრობლემა შეიძლება მექანიკური იყოს, მაგალითად, გაცვეთილი ღვედის ან საკისრის ვიბრაცია.
მეორეპრობლემების მოგვარება: სისტემის მასშტაბით არსებული გაუმართაობები
ზოგჯერ პრობლემა ჭრის ხარისხში კი არა, არამედ იმაშია, რომ მანქანა საერთოდ არ მუშაობს. პანიკაში ჩავარდნამდე გადახედეთ უსაფრთხოებისა და სისტემების ამ მარტივ საკონტროლო სიას.
სიმპტომი: მანქანა არ ირთვება ან ლაზერი არ მუშაობს
ამ შემთხვევებში, გამოსავალი ხშირად გასაკვირი მარტივია და დაკავშირებულია მანქანაში ჩაშენებულ უსაფრთხოების ფუნქციებთან.
შეამოწმეთ საგანგებო გაჩერება:ღილაკი დაჭერილია? ეს არის მოწყობილობის „გაფუჭების“ ყველაზე გავრცელებული მიზეზი.
შეამოწმეთ უსაფრთხოების საკეტები:ყველა წვდომის პანელი და მთავარი სახურავი მთლიანად დახურულია? მანქანების უმეტესობას აქვს სენსორები, რომლებიც ხელს უშლიან ლაზერის გამოსხივებას, თუ რომელიმე კარი ღიაა.
შეამოწმეთ გაგრილების სისტემა:წყლის გამაგრილებელი ჩართულია და წყალი მიედინება? ლაზერული მილი უზარმაზარ სითბოს წარმოქმნის და არ ამოქმედდება დაზიანებისგან თავის დასაცავად აქტიური გაგრილების გარეშე.
შეამოწმეთ დაუკრავენები და ამომრთველები:სახელოსნოს პანელზე ან თავად მანქანაზე მოძებნეთ გათიშული ამომრთველი ან გაფუჭებული დამცველი.
ღრმა ანალიზი: ძირეული მიზეზის ანალიზის საკონტროლო სია
თუ სწრაფი გამოსწორებები არ მუშაობს, დროა უფრო ღრმად ჩაუღრმავდეთ. თითოეული მანქანის ქვესისტემის სისტემატური შემოწმება დაგეხმარებათ ძირეული მიზეზის დადგენაში.
პრობლემა ოპტიკურ გზაშია?
ლაზერული სხივი მხოლოდ იმდენად კარგია, რამდენადაც მის მიერ გავლილი გზაა.
ოპტიკური სისტემის საერთო დეფექტები:დაბინძურებული ან დაკაწრული ფოკუსური ლინზა ან სარკე სიმძლავრის დაკარგვის მთავარი მიზეზია. მტვერი, კვამლი და ფისი შეიძლება ზედაპირზე დაილექოს, დაბლოკოს და გაფანტოს სხივი. არასწორად განლაგებული სხივი ლინზის ცენტრს ვერ მოხვდება, რაც სუსტ, კუთხოვან ჭრილს გამოიწვევს.
გამოსავალი:რეგულარულად შეამოწმეთ და გაწმინდეთ ყველა ოპტიკა შესაბამისი ლინზების ხელსახოცებით. შეამოწმეთ სხივის გასწორება, რათა დარწმუნდეთ, რომ სხივი სწორად მოძრაობს მილიდან მასალამდე.
პრობლემა მექანიკურ სისტემაშია?
თქვენი ლაზერული თავი ზუსტი მოძრაობის სისტემით მოძრაობს. აქ ნებისმიერი დახრილობა ან შეცდომა პირდაპირ აისახება ჭრაზე.
მოძრაობის საერთო დეფექტები:ფხვიერმა ღვედებმა, გაცვეთილმა საკისრებმა ან სახელმძღვანელო რელსებზე არსებულმა ნამსხვრევებმა შეიძლება გამოიწვიოს ვიბრაცია, რაც გამოიწვევს ტალღოვან ხაზებს ან არაზუსტ ზომებს.
გამოსავალი:რეგულარულად შეამოწმეთ ყველა მოძრაობის კომპონენტი. შეინარჩუნეთ სახელმძღვანელო რელსების სისუფთავე და შეზეთვა მწარმოებლის სპეციფიკაციების შესაბამისად. შეამოწმეთ ღვედის დაჭიმულობა; ისინი უნდა იყოს დაჭიმული, მაგრამ არა ზედმეტად მჭიდრო.
პრობლემა მატერიალურად სპეციფიკურია?
სხვადასხვა მასალა ლაზერის ზემოქმედების ქვეშ განსხვავებულად იქცევა.
გამოწვევა: უჟანგავი ფოლადი (დაჟანგვა):უჟანგავი ფოლადის ჟანგბადით ჭრისას, შეგიძლიათ მიიღოთ გაშავებული, დაჟანგული კიდე.
გამოსავალი:სუფთა, ოქსიდებისგან თავისუფალი კიდის შესაქმნელად გამოიყენეთ მაღალი სისუფთავის აზოტის დამხმარე გაზი.
გამოწვევა: ამრეკლავი ლითონები (ალუმინი, სპილენძი):მბზინავ მასალებს შეუძლიათ ლაზერის სხივის არეკლვა უკან, აპარატში, რამაც შესაძლოა ოპტიკა დააზიანოს.
გამოსავალი:ენერგიის შთანთქმის უზრუნველსაყოფად გამოიყენეთ უფრო მაღალი სიმძლავრე და იმპულსური რეჟიმი. ზოგიერთი ოპერატორი იყენებს არეკვლის საწინააღმდეგო საფარს ან ზედაპირულ დამუშავებას.
რემონტის მიღმა: როდის უნდა განაახლოთ თქვენი ლაზერული საჭრელი
ზოგჯერ, მუდმივი შეკეთების ხარჯები, მოძველებული ტექნოლოგია ან წარმოების ახალი მოთხოვნები ცხადყოფს, რომ დროა შეწყვიტოთ შეკეთება და დაიწყოთ განახლება. თუ გსურთ გაზარდოთ სიმძლავრე, გააუმჯობესოთ სიზუსტე ან დაჭრათ ახალი მასალები, ახალი ლაზერული საჭრელის შეძენაში ინვესტირება შეიძლება თქვენი შემდეგი ლოგიკური ნაბიჯი იყოს.
ლაზერული საჭრელი მანქანის ფასის გაგება
ლაზერული საჭრელის ფასის ძიებისას, თქვენ უზარმაზარ არჩევანს იპოვით. საბოლოო ღირებულება განისაზღვრება რამდენიმე ძირითადი ცვლადით, რომლებიც პირდაპირ გავლენას ახდენს მუშაობასა და შესაძლებლობებზე.
| ფაქტორი | ფასზე გავლენა | აღწერა |
| სიმძლავრე (ვატი) | მაღალი | 1500 ვატიანი დანადგარით შესაძლებელია თხელი და საშუალო სისქის ფოლადის დამუშავება, ხოლო სქელი ფირფიტების მქონე ფოლადის მაღალი სიჩქარით საწარმოო ჭრისთვის საჭიროა 4000-6000 ვატიანი დანადგარები. ფასი მნიშვნელოვნად იზრდება სიმძლავრესთან ერთად. |
| ტიპი და ზომა | მაღალი | ძირითადი განსხვავება CO₂ ლაზერებს (შესანიშნავია არამეტალებისთვის, როგორიცაა აკრილი და ხე) და ბოჭკოვან ლაზერებს (დომინანტურია ლითონის ჭრისთვის) შორისაა. გარდა ამისა, საჭრელი ფურცლის ზომა ფასის მთავარი განმსაზღვრელი ფაქტორია. |
| ლაზერული წყარო | საშუალო | ლაზერული რეზონატორის (ნაწილის, რომელიც ქმნის ლაზერულ სხივს) ბრენდი გადამწყვეტია. პრემიუმ ბრენდები, როგორიცაა IPG, Raycus, გვთავაზობენ უფრო მაღალ ეფექტურობას, უკეთესი სხივის ხარისხს და უფრო ხანგრძლივ მომსახურების ვადას, მაგრამ უფრო მაღალი საწყისი ფასი აქვთ. |
საუკეთესო გამოსავალი: პროაქტიული პრევენციული ტექნიკური მომსახურების გრაფიკი
პრობლემების გადაჭრის საუკეთესო გზა მათი თავიდან აცილებაა. მარტივი ტექნიკური მომსახურების რუტინა ყველაზე ეფექტური გზაა მანქანის საიმედოობისა და მაღალი ხარისხის შედეგების უზრუნველსაყოფად.
ყოველდღიური მოვლა (5 წუთზე ნაკლები)
შეამოწმეთ და გაწმინდეთ საქშენის წვერი.
ვიზუალურად შეამოწმეთ და გაწმინდეთ ფოკუსის ლინზა.
ყოველკვირეული მოვლა
გაწმინდეთ ყველა სარკე ოპტიკურ ბილიკზე.
შეამოწმეთ წყლის გამაგრილებლის დონე და მოძებნეთ ნებისმიერი დაბინძურება.
ნარჩენების მოსაშორებლად გაწმინდეთ საჭრელი ფიცრები.
ყოველთვიური მოვლა
შეზეთეთ ყველა მიმმართველი რელსი და მექანიკური საკისარი ინსტრუქციის მიხედვით.
შეამოწმეთ ყველა ღვედი სათანადო დაჭიმულობისა და ცვეთის ნიშნების არსებობაზე.
გაწმინდეთ მანქანის შიდა გამონაბოლქვი ვენტილატორი და საჰაერო მილები.
დასკვნა: სანდოობა სისტემატური მოვლის გზით
ლაზერული ჭრის პრობლემების უმეტესობა საიდუმლო არ არის. ისინი გადაჭრილი საკითხებია, რომელთა პოვნა კონკრეტული მიზეზით შეიძლება. პრობლემების სისტემატური მოგვარების მიდგომის გამოყენებით - პარამეტრების, შემდეგ ოპტიკის და შემდეგ მექანიკის შემოწმებით - შეგიძლიათ გადაჭრათ ყოველდღიური პრობლემების დიდი ნაწილი, რომლებიც ჭრის დროს თავს იჩენს.
საბოლოო ჯამში, პროაქტიული პრევენცია ყოველთვის უკეთესი და იაფია, ვიდრე რეაქტიული შეკეთება. თანმიმდევრული პრევენციული ტექნიკური მომსახურების გრაფიკი დანადგარის საიმედოობისა და იდეალური ჭრის ნამდვილი საიდუმლოა, ყოველთვის.
რთული რემონტის, მუდმივი პრობლემების ან ახალ აღჭურვილობაში ინვესტირების რჩევების შემთხვევაში, ნუ მოგერიდებათ დაუკავშირდეთ სანდო სერვისის პროვაიდერს პროფესიონალური მხარდაჭერისთვის.
ხშირად დასმული კითხვები (FAQ)
Q:რა იწვევს ლაზერული სიმძლავრის არასტაბილურ გამომავალს?
A:არასტაბილური სიმძლავრე ხშირად მიუთითებს ლაზერული მილის გაუმართაობაზე, დაბინძურებულ ან დაზიანებულ ფოკუსურ ლინზაზე ან მაღალი ძაბვის კვების წყაროს პრობლემაზე. ასევე, შეამოწმეთ, რომ თქვენი წყლის გამაგრილებელი ინარჩუნებს სტაბილურ ტემპერატურას.
Q:რა სიხშირით უნდა გავწმინდო ლაზერის ლინზები და სარკეები?
A:ინტენსიური გამოყენების შემთხვევაში, რეკომენდებულია ფოკუსური ლინზის ყოველდღიური სწრაფი შემოწმება და გაწმენდა. ყველა სარკის სრული გაწმენდა ყოველკვირეულად უნდა მოხდეს. თუ ჭრით მასალებს, რომლებიც დიდი რაოდენობით კვამლს ან ნარჩენებს წარმოქმნიან, მაგალითად, ხეს ან აკრილს, შეიძლება დაგჭირდეთ მათი უფრო ხშირად გაწმენდა.
Q:რომელი მასალები არ უნდა დავჭრა ლაზერით არასდროს?
A:არასდროს არ დაჭრათ ქლორის შემცველი მასალები, როგორიცაა PVC ან ვინილი. გაცხელებისას ისინი გამოყოფენ ტოქსიკურ ქლორის გაზს, რომელიც უკიდურესად კოროზიულია და შეიძლება სამუდამოდ დააზიანოს თქვენი მანქანის ოპტიკა და მექანიკა, რომ აღარაფერი ვთქვათ ჯანმრთელობისთვის საშიშ ზემოქმედებაზე. მოერიდეთ უცნობი შემადგენლობის მასალებს.

გამოქვეყნების დრო: 2025 წლის 4 აგვისტო



