




Capire quali sono i problemi tecnici più comuni nel taglio laser è il primo passo dalla frustrazione all'esecuzione impeccabile. Mentretaglierine lasersono meraviglie di precisione, ogni operatore ha vissuto quel momento di delusione: un progetto perfetto rovinato da bordi frastagliati, tagli incompleti o bruciature. È un'esperienza comune, ma la buona notizia è che la maggior parte dei problemi è risolvibile.
La chiave è pensare come un tecnico e tagliare come un professionista. Ogni errore di taglio è un sintomo che indica una causa principale, che risieda nelle impostazioni della macchina, nelle sue ottiche delicate o nelle sue parti meccaniche. Questa guida fornisce un quadro sistematico per diagnosticare e risolvere rapidamente questi problemi, partendo dalle cause più frequenti.
Prima risposta: correzione dei difetti comuni nella qualità del taglio
Stai riscontrando scarsi risultati sul tuo pezzo? Se ti stai chiedendo come migliorare la qualità del taglio laser, la prima cosa da fare è sempre controllare le impostazioni principali della macchina. Questi fattori possono influenzare la qualità di un taglio laser più di ogni altra cosa.
Sintomo: tagli incompleti, scorie, sbavature o bordi irregolari
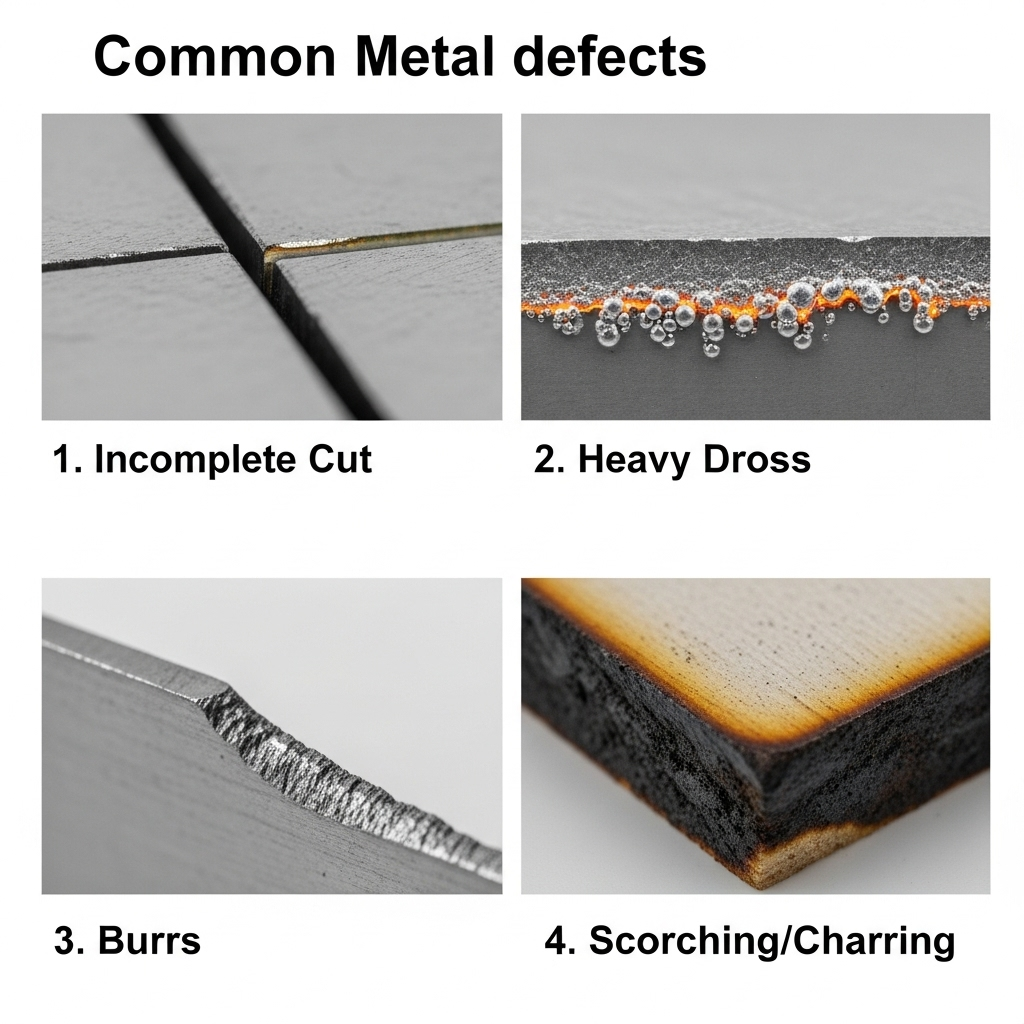 Questi sono i reclami più comuni e sono quasi sempre riconducibili a uno squilibrio nei parametri primari del processo. Prima di smontare la macchina, verificate questiquattrocose:
Questi sono i reclami più comuni e sono quasi sempre riconducibili a uno squilibrio nei parametri primari del processo. Prima di smontare la macchina, verificate questiquattrocose:
1.Potenza laser e velocità di taglio:Questi due parametri lavorano in tandem. Se la velocità è troppo elevata rispetto al livello di potenza, il laser non taglierà. Se è troppo lento, si accumula calore in eccesso, causando fusione, sbavature e bordi irregolari. Trova il "punto ottimale" per il tuo materiale e spessore specifici.
2.Posizione focale:Questo è fondamentale. Un raggio non focalizzato diffonde la sua energia, producendo un taglio più ampio e debole. Assicuratevi che il raggio sia perfettamente focalizzato sulla superficie del materiale o appena al di sotto per ottenere un risultato più pulito.
3.Pressione del gas di assistenza:Il gas di supporto (come ossigeno o azoto) non si limita a rimuovere il materiale fuso dal percorso di taglio. Se la pressione è troppo bassa, le scorie si depositeranno sul bordo inferiore. Se è troppo alta, può causare turbolenze e un taglio irregolare e ondulato.
4. Condizioni e dimensioni dell'ugello:L'ugello dirige il gas di assistenza nel taglio. Un ugello danneggiato, sporco o ostruito creerà un getto di gas caotico, compromettendo la qualità del taglio. Allo stesso modo, l'utilizzo di un ugello con un'apertura troppo grande per il lavoro può ridurre la pressione e causare problemi. Ispezionare visivamente l'ugello quotidianamente. Assicurarsi che sia pulito, centrato e privo di graffi o schizzi.
Se si regolano questi "Big4" non risolve il problema, il problema potrebbe essere meccanico, come le vibrazioni di una cinghia o di un cuscinetto usurati.
Il secondoRisoluzione dei problemi: errori a livello di sistema
A volte il problema non è la qualità del taglio, ma il fatto che la macchina non funziona affatto. Prima di andare nel panico, dai un'occhiata a questa semplice checklist di sicurezza e di controllo dei sistemi.
Sintomo: la macchina non si accende o il laser non funziona
In questi casi, la soluzione è spesso sorprendentemente semplice e legata alle funzioni di sicurezza integrate nella macchina.
Controllare l'arresto di emergenza:Il pulsante è premuto? Questa è la causa più comune di un computer "morto".
Controllare gli interblocchi di sicurezza:Tutti i pannelli di accesso e il coperchio principale sono completamente chiusi? La maggior parte delle macchine è dotata di sensori che impediscono al laser di sparare se uno degli sportelli è socchiuso.
Controllare il sistema di raffreddamento:Il refrigeratore d'acqua è acceso e l'acqua scorre? Un tubo laser genera un calore immenso e non funziona senza un sistema di raffreddamento attivo che lo protegga da eventuali danni.
Controllare fusibili e interruttori:Cerca un interruttore automatico scattato o un fusibile bruciato nel quadro della tua officina o sulla macchina stessa.
L'analisi approfondita: una checklist per l'analisi delle cause profonde
Se le soluzioni rapide non funzionano, è il momento di indagare più a fondo. Un controllo sistematico di ogni sottosistema della macchina ti aiuterà a individuare la causa principale del problema.
Il problema è nel percorso ottico?
La validità di un raggio laser dipende solo dal percorso che compie.
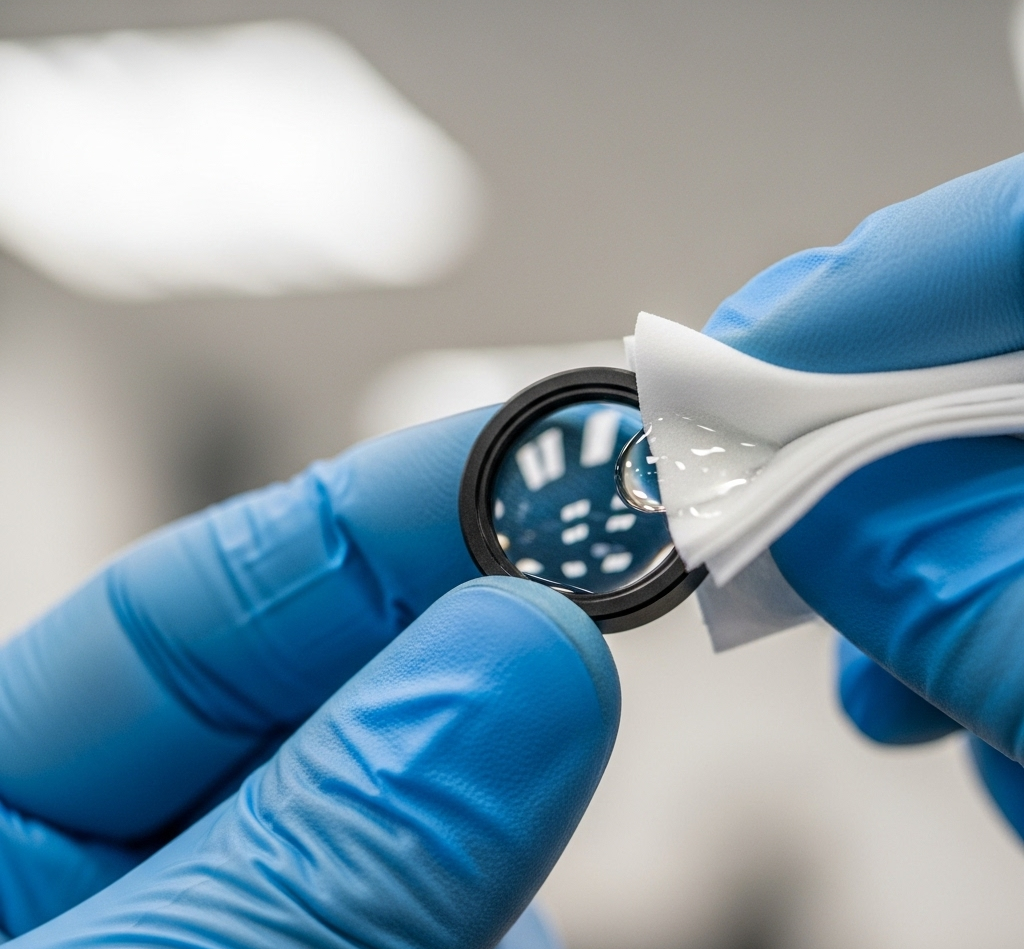
Difetti ottici comuni:Una lente o uno specchio di messa a fuoco sporchi o graffiati sono tra le principali cause di perdita di potenza. Polvere, fumo e resina possono depositarsi sulla superficie, bloccando e disperdendo il fascio luminoso. Un fascio disallineato non colpisce il centro della lente, con conseguente taglio debole e angolato.
Soluzione:Ispezionare e pulire regolarmente tutte le ottiche con le apposite salviette. Eseguire un controllo dell'allineamento del fascio per assicurarsi che questo si propaghi correttamente dal tubo al materiale.
Il problema è nel sistema meccanico?
La testa laser si muove con un sistema di movimento preciso. Qualsiasi imperfezione o errore si traduce direttamente nel taglio.
Difetti comuni del movimento:Cinghie allentate, cuscinetti usurati o detriti sulle guide possono causare vibrazioni, dando luogo a linee ondulate o dimensioni imprecise.
Soluzione:Ispezionare regolarmente tutti i componenti in movimento. Mantenere le guide pulite e lubrificate secondo le specifiche del produttore. Controllare la tensione delle cinghie: devono essere tese ma non eccessivamente.
Il problema è specifico del materiale?
Materiali diversi si comportano in modo diverso sotto l'azione del laser.
Sfida: Acciaio inossidabile (ossidazione):Quando si taglia l'acciaio inossidabile con l'ossigeno, si può ottenere un bordo annerito e ossidato.
Soluzione:Utilizzare un gas di azoto ad alta purezza per creare un bordo pulito e privo di ossido.
Sfida: Metalli riflettenti (alluminio, rame):I materiali lucidi possono riflettere il raggio laser nella macchina, danneggiando potenzialmente l'ottica.
Soluzione:Utilizzare una potenza più elevata e una modalità pulsata per garantire l'assorbimento dell'energia. Alcuni operatori utilizzano rivestimenti antiriflesso o trattamenti superficiali.
Oltre le riparazioni: quando aggiornare il tuo laser cutter
A volte, costi di riparazione persistenti, tecnologie obsolete o nuove esigenze di produzione rendono chiaro che è il momento di smettere di riparare e iniziare ad aggiornare. Se stai cercando di aumentare la capacità produttiva, migliorare la precisione o tagliare nuovi materiali, investire in un nuovo laser cutter potrebbe essere il passo logico successivo.
Capire il prezzo della macchina per il taglio laser
Quando si cerca il prezzo di un laser cutter, si scopre un'ampia gamma di prezzi. Il costo finale è determinato da alcune variabili chiave che incidono direttamente su prestazioni e capacità.
| Fattore | Impatto sui prezzi | Descrizione |
| Potenza (Watt) | Alto | Una macchina da 1500 W è in grado di lavorare acciai di spessore sottile-medio, mentre per il taglio di lamiere spesse ad alta velocità sono necessarie macchine da 4000 W o 6000 W. Il prezzo aumenta notevolmente con la potenza. |
| Tipo e dimensione | Alto | La distinzione principale è tra laser a CO₂ (ottimi per materiali non metallici come acrilico e legno) e laser a fibra (dominanti per il taglio dei metalli). Inoltre, le dimensioni del piano di taglio sono un fattore determinante nel prezzo. |
| Sorgente laser | Medio | La marca del risonatore laser (il componente che genera il raggio laser) è fondamentale. Marchi premium come IPG e Raycus offrono maggiore efficienza, migliore qualità del raggio e maggiore durata, ma hanno un costo iniziale più elevato. |
La soluzione migliore: un programma di manutenzione preventiva proattiva
Il modo migliore per risolvere i problemi è prevenirli. Una semplice routine di manutenzione è il modo più efficace per garantire l'affidabilità della macchina e risultati di alta qualità.
Manutenzione giornaliera (meno di 5 minuti)
Controllare e pulire la punta dell'ugello.
Ispezionare visivamente e pulire la lente di messa a fuoco.
Manutenzione settimanale
Pulire tutti gli specchi nel percorso ottico.
Controllare il livello dell'acqua nel refrigeratore e verificare la presenza di eventuali contaminazioni.
Pulire le stecche del piano di taglio per rimuovere i residui.
Manutenzione mensile
Lubrificare tutte le guide e i cuscinetti meccanici secondo il manuale.
Controllare tutte le cinghie per verificarne la corretta tensione e l'eventuale presenza di segni di usura.
Pulire la ventola di scarico interna e i condotti della macchina.
Conclusione: Affidabilità attraverso l'assistenza sistematica
La maggior parte dei problemi di taglio laser non sono misteri. Sono problemi risolvibili che possono essere ricondotti a una causa specifica. Adottando un approccio sistematico alla risoluzione dei problemi – controllando prima le impostazioni, poi l'ottica e infine la meccanica – è possibile risolvere la stragrande maggioranza dei mal di testa quotidiani legati al taglio.
In definitiva, la prevenzione proattiva è sempre migliore e più economica della riparazione reattiva. Un programma di manutenzione preventiva coerente è il vero segreto per l'affidabilità della macchina e tagli perfetti, ogni volta.
Per riparazioni complesse, problemi persistenti o consigli su come investire in nuove attrezzature, non esitate a contattare un fornitore di servizi di fiducia per un supporto professionale.
Domande frequenti (FAQ)
Q:Cosa causa una potenza laser incoerente?
A:Una potenza incostante spesso indica un tubo laser difettoso, una lente di messa a fuoco sporca o danneggiata o un problema con l'alimentatore ad alta tensione. Inoltre, verifica che il tuo refrigeratore d'acqua mantenga una temperatura stabile.
Q:Con quale frequenza dovrei pulire le lenti e gli specchi del mio laser?
A:In caso di utilizzo intensivo, si consiglia un rapido controllo e una pulizia giornaliera della lente di messa a fuoco. Una pulizia completa di tutti gli specchi dovrebbe essere effettuata settimanalmente. Se si tagliano materiali che producono molto fumo o residui, come legno o acrilico, potrebbe essere necessario pulirli più frequentemente.
Q:Quali materiali non dovrei mai tagliare con il laser?
A:Non tagliare mai materiali contenenti cloro, come PVC o vinile. Quando riscaldati, rilasciano gas di cloro tossico, estremamente corrosivo e in grado di danneggiare in modo permanente le ottiche e la meccanica della macchina, oltre a essere pericoloso per la salute. Evita materiali con composizioni sconosciute.

Data di pubblicazione: 04-08-2025



