




A lézervágás során előforduló leggyakoribb technikai problémák megértése az első lépés a frusztrációtól a hibátlan kivitelezésig.lézervágóka precizitás csodái, minden kezelő szembesült már a csalódás pillanatával: egy tökéletes tervet tönkretettek az egyenetlen élek, a hiányos vágások vagy a megpörkölődési nyomok. Ez egy gyakori élmény, de a jó hír az, hogy a legtöbb probléma megoldható.
A lényeg, hogy technikusként gondolkodjunk, és profi módon vágjunk. Minden vágási hiba egy tünet, amely a kiváltó okra utal, legyen az a gép beállításaiban, a kényes optikában vagy a mechanikus alkatrészeiben. Ez az útmutató szisztematikus keretet biztosít ezen problémák gyors diagnosztizálásához és megoldásához, a leggyakoribb okokkal kezdve.
Első válasz: Gyakori vágási minőségi hibák javítása
Gyenge eredményeket lát a munkadarabján? Ha azon gondolkodik, hogyan javíthatja a lézervágás minőségét, akkor az első lépés mindig a gép alapvető beállításai legyenek. Ezek a tényezők minden másnál jobban befolyásolhatják a lézervágás minőségét.
Tünet: Hiányos vágások, salak, sorják vagy durva élek
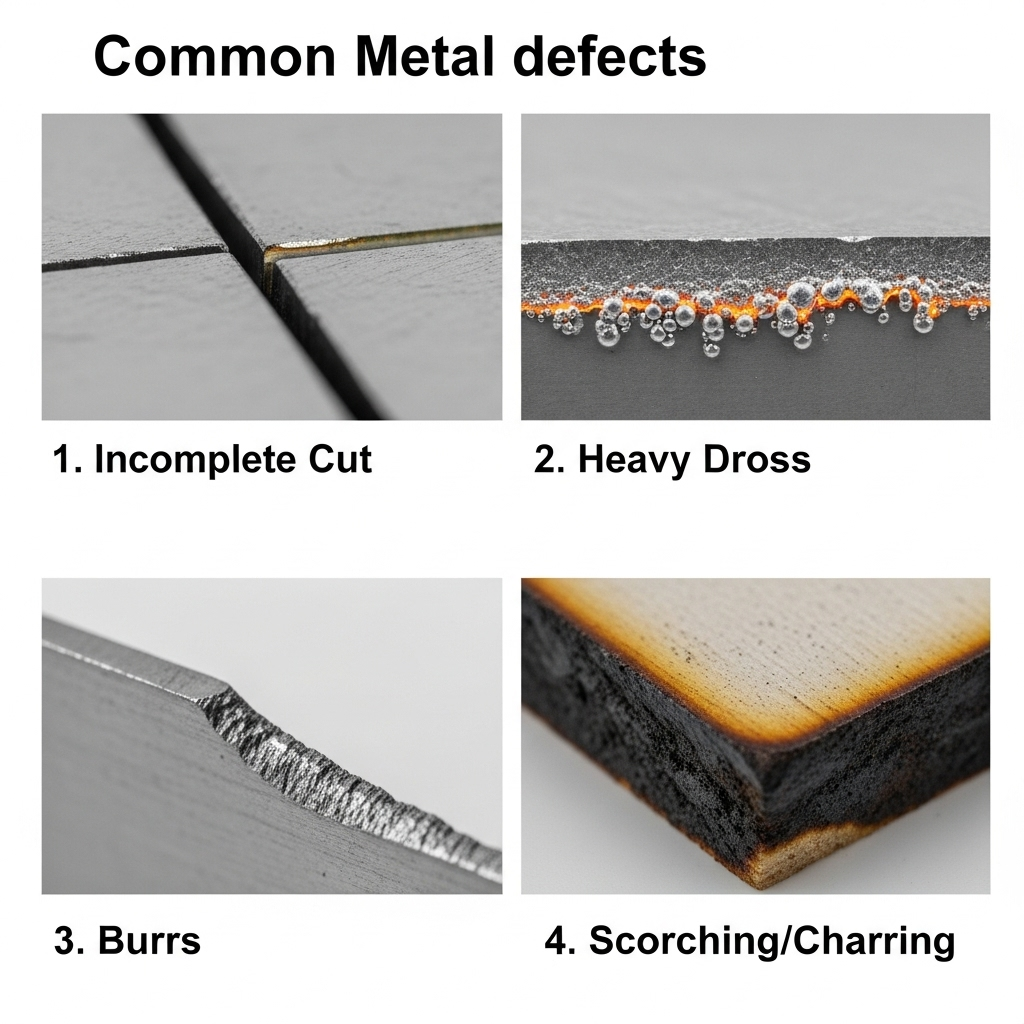 Ezek a leggyakoribb panaszok, és szinte mindig az elsődleges folyamatparaméterek egyensúlyhiányára vezethetők vissza. Mielőtt szétszedné a gépet, ellenőrizze ezeketnégydolgok:
Ezek a leggyakoribb panaszok, és szinte mindig az elsődleges folyamatparaméterek egyensúlyhiányára vezethetők vissza. Mielőtt szétszedné a gépet, ellenőrizze ezeketnégydolgok:
1.Lézerteljesítmény és vágási sebesség:Ez a kettő együttesen működik. Ha a sebesség túl magas a teljesítményszinthez képest, a lézer nem fog átvágni. Ha túl lassú, akkor túlzott hő keletkezik, ami olvadást, sorjákat és érdes éleket okoz. Keresse meg az „optimális pontot” az adott anyaghoz és vastagsághoz.
2.Fókuszpozíció:Ez kritikus fontosságú. A fókuszálatlan sugár szétszórja az energiáját, ami szélesebb, gyengébb vágást eredményez. A legtisztább eredmény érdekében ügyeljen arra, hogy a sugár tökéletesen az anyag felületére vagy éppen az alatt legyen fókuszálva.
3.Segédgáznyomás:A segédgáz (mint például az oxigén vagy a nitrogén) nem csak eltávolítja az olvadt anyagot a vágási útvonalról. Ha a nyomás túl alacsony, salak tapad az alsó szélhez. Ha túl magas, turbulenciát és durva, hullámos vágást okozhat.
4. Fúvóka állapota és mérete:A fúvóka a segédgázt a vágásba irányítja. A sérült, piszkos vagy eltömődött fúvóka kaotikus gázsugarat hoz létre, ami rontja a vágás minőségét. Hasonlóképpen, a túl nagy nyílású fúvóka használata csökkentheti a nyomást és problémákat okozhat. Naponta vizuálisan ellenőrizze a fúvókát. Győződjön meg arról, hogy tiszta, középre igazított, és mentes a karcolásoktól és a fröccsenésektől.
Ha ezeket a „Nagy4„nem oldja meg a problémát, a probléma mechanikai lehet, például egy elkopott szíj vagy csapágy rezgései.
A másodikHibaelhárítás: Rendszerszintű hibák
Néha nem a vágás minőségével van a probléma, hanem azzal, hogy a gép egyáltalán nem működik. Mielőtt pánikba esne, menjen végig ezen az egyszerű biztonsági és rendszerellenőrző listán.
Tünet: A gép nem kapcsol be, vagy a lézer nem működik
Ezekben az esetekben a megoldás gyakran meglepően egyszerű, és a gép beépített biztonsági funkcióihoz kapcsolódik.
Ellenőrizze a vészleállítót:Be van nyomva a gomb? Ez a leggyakoribb oka a „halott” gépnek.
Biztonsági reteszek ellenőrzése:Minden hozzáférési panel és a fő fedél teljesen le van zárva? A legtöbb gép rendelkezik érzékelőkkel, amelyek megakadályozzák a lézer tüzelését, ha bármelyik ajtó résnyire nyitva van.
Ellenőrizze a hűtőrendszert:Be van kapcsolva a vízhűtő, és folyik a víz? A lézercső hatalmas hőt termel, és aktív hűtés nélkül nem működik, hogy megvédje magát a károsodástól.
Biztosítékok és megszakítók ellenőrzése:Keressen leoldott áramkör-megszakítót vagy kiégett biztosítékot a műhely kapcsolótábláján vagy magán a gépen.
Mélymerülés: Kiváltó ok elemzésének ellenőrzőlista
Ha a gyors megoldások nem működnek, itt az ideje mélyebbre ásni. Az egyes gépalrendszerek szisztematikus ellenőrzése segít meghatározni a kiváltó okot.
Az optikai útvonallal van a probléma?
Egy lézersugár csak annyira jó, mint a befutott út.
Gyakori optikai hibák:A piszkos vagy karcos fókuszlencse vagy tükör a teljesítményveszteség egyik fő oka. A por, a füst és a gyanta ráéghet a felületre, eltakarva és szétszórva a nyalábot. Egy rosszul beállított nyaláb nem éri el a lencse közepét, ami gyenge, ferde vágást eredményez.
Megoldás:Rendszeresen ellenőrizze és tisztítsa meg az összes optikát megfelelő lencsetörlő kendővel. Végezzen el nyalábbeállítási ellenőrzést, hogy megbizonyosodjon arról, hogy a nyaláb pontosan halad a csőtől az anyagig.
A mechanikus rendszerben van a probléma?
A lézerfej precíz mozgásrendszerrel mozog. Bármilyen eltolódás vagy hiba közvetlenül a vágás eredményére utal.
Gyakori mozgáshibák:A vezetősíneken lévő laza szíjak, kopott csapágyak vagy törmelék rezgéseket okozhat, ami hullámos vonalakat vagy pontatlan méreteket eredményezhet.
Megoldás:Rendszeresen ellenőrizze az összes mozgáskomponenst. Tartsa tisztán és a gyártó előírásainak megfelelően kenve a vezetősíneket. Ellenőrizze a szíj feszességét; feszesnek, de nem túl szorosnak kell lennie.
Anyagspecifikus a probléma?
A különböző anyagok eltérően viselkednek lézerfény alatt.
Kihívás: Rozsdamentes acél (oxidáció):Rozsdamentes acél oxigénnel történő vágásakor megfeketedett, oxidált él alakulhat ki.
Megoldás:Használjon nagy tisztaságú nitrogén segédgázt a tiszta, oxidmentes él létrehozásához.
Kihívás: Fényvisszaverő fémek (alumínium, réz):A fényes anyagok visszaverhetik a lézersugarat a gépbe, ami károsíthatja az optikát.
Megoldás:Használjon nagyobb teljesítményt és impulzus üzemmódot az energia elnyelésének biztosítására. Egyes kezelők tükröződésgátló bevonatokat vagy felületkezeléseket használnak.
Javításon túl: Mikor kell frissíteni a lézervágóját
Néha az állandó javítási költségek, az elavult technológia vagy az új termelési igények egyértelművé teszik: itt az ideje abbahagyni a javítást és elkezdeni a korszerűsítést. Ha növelni szeretné a kapacitást, javítani a pontosságot, vagy új anyagokat szeretne vágni, egy új lézervágóba való befektetés lehet a következő logikus lépés.
Lézervágó gép árának megértése
Amikor lézervágó árát keresed, hatalmas választékkal találkozol. A végső árat néhány kulcsfontosságú változó határozza meg, amelyek közvetlenül befolyásolják a teljesítményt és a képességeket.
| Tényező | Árhatás | Leírás |
| Teljesítmény (watt) | Magas | Egy 1500 W-os gép vékony és közepes vastagságú acél megmunkálására is alkalmas, míg egy 4000 W-os, 6000 W-os gép vastag acéllemezek nagy sebességű vágásához szükséges. Az ár a teljesítmény növekedésével drámaian arányos. |
| Típus és méret | Magas | Az elsődleges különbség a CO₂ lézerek (remek nemfémes anyagok, például akril és fa megmunkálásához) és a száloptikás lézerek (fémvágáshoz dominánsak) között van. Ezenkívül a vágóágy mérete is jelentős ártényező. |
| Lézerforrás | Közepes | A lézerrezonátor (a lézersugarat létrehozó alkatrész) márkája kulcsfontosságú. A prémium márkák, mint az IPG és a Raycus, nagyobb hatékonyságot, jobb sugárminőséget és hosszabb élettartamot kínálnak, de magasabb kezdeti költséggel járnak. |
A legjobb megoldás: Proaktív megelőző karbantartási ütemterv
A problémák megoldásának legjobb módja, ha megelőzzük a felmerülésüket. Egy egyszerű karbantartási rutin a leghatékonyabb módja a gép megbízhatóságának és a kiváló minőségű eredmények biztosításának.
Napi karbantartás (5 perc alatt)
Ellenőrizze és tisztítsa meg a fúvóka hegyét.
Szemrevételezéssel ellenőrizze és tisztítsa meg a fókuszlencsét.
Heti karbantartás
Tisztítsa meg az optikai útvonalon található összes tükröt.
Ellenőrizze a vízhűtő szintjét, és keressen szennyeződéseket.
Törölje le a vágóágy léceit a maradványok eltávolításához.
Havi karbantartás
Kenje meg az összes vezetősínt és mechanikus csapágyat a kézikönyv szerint.
Ellenőrizd az összes szíjat a megfelelő feszesség és a kopás jelei szempontjából.
Tisztítsa meg a gép belső elszívóventilátorát és csövét.
Következtetés: Megbízhatóság a szisztematikus gondozás révén
A legtöbb lézervágási probléma nem rejtély. Ezek megoldható problémák, amelyek egy adott okra vezethetők vissza. Egy szisztematikus hibaelhárítási megközelítés alkalmazásával – először a beállítások, majd az optika, végül a mechanika ellenőrzésével – a mindennapi vágási problémák túlnyomó többségét megoldhatja.
Végső soron a proaktív megelőzés mindig jobb és olcsóbb, mint a reaktív javítás. A következetes megelőző karbantartási ütemterv a gép megbízhatóságának és a tökéletes vágások igazi titka, minden alkalommal.
Komplex javítások, tartós problémák vagy új berendezésekbe való befektetéssel kapcsolatos tanácsok esetén ne habozzon kapcsolatba lépni egy megbízható szolgáltatóval professzionális támogatásért.
Gyakran Ismételt Kérdések (GYIK)
Q:Mi okozza az inkonzisztens lézerteljesítményt?
A:Az inkonzisztens tápellátás gyakran hibás lézercsőre, piszkos vagy sérült fókuszlencsére, illetve a nagyfeszültségű tápegység problémájára utal. Ellenőrizze azt is, hogy a vízhűtő stabil hőmérsékletet tart-e fenn.
Q:Milyen gyakran kell tisztítanom a lézer lencséjét és tükreit?
A:Intenzív használat esetén ajánlott a fókuszlencse napi gyors ellenőrzése és tisztítása. Az összes tükör teljes tisztítását hetente kell elvégezni. Ha olyan anyagokat vág, amelyek sok füstöt vagy maradványt termelnek, például fát vagy akrilt, akkor gyakrabban kell tisztítani őket.
Q:Milyen anyagokat nem szabad lézerrel vágni?
A:Soha ne vágjon klórt tartalmazó anyagokat, például PVC-t vagy vinilt. Melegítés hatására mérgező klórgáz szabadul fel, amely rendkívül korrozív, és tartósan károsíthatja a gép optikáját és mechanikáját, nem is beszélve az egészségre való veszélyről. Kerülje az ismeretlen összetételű anyagokat.

Közzététel ideje: 2025. augusztus 4.



