




Pochopení běžných technických problémů při řezání laserem je prvním krokem od frustrace k bezchybnému provedení.laserové řezačkyJsou to zázraky přesnosti, každý operátor se setkal s okamžikem zklamání: dokonalý design zničený zubatými hranami, neúplnými řezy nebo stopami po opálení. Je to běžná zkušenost, ale dobrou zprávou je, že většina problémů je opravitelná.
Klíčem je myslet jako technik a řezat jako profesionál. Každá chyba při řezání je příznakem ukazujícím na základní příčinu, ať už je v nastavení stroje, jeho jemné optice nebo mechanických částech. Tato příručka poskytuje systematický rámec pro diagnostiku a rychlé řešení těchto problémů, počínaje nejčastějšími viníky.
První reakce: Oprava běžných vad kvality řezu
Vidíte na svém obrobku špatné výsledky? Pokud se ptáte, jak zlepšit kvalitu laserového řezání, měli byste se vždy nejprve zaměřit na základní nastavení stroje. Tyto faktory mohou ovlivnit kvalitu laserového řezu více než cokoli jiného.
Příznak: Neúplné řezy, struska, otřepy nebo drsné hrany
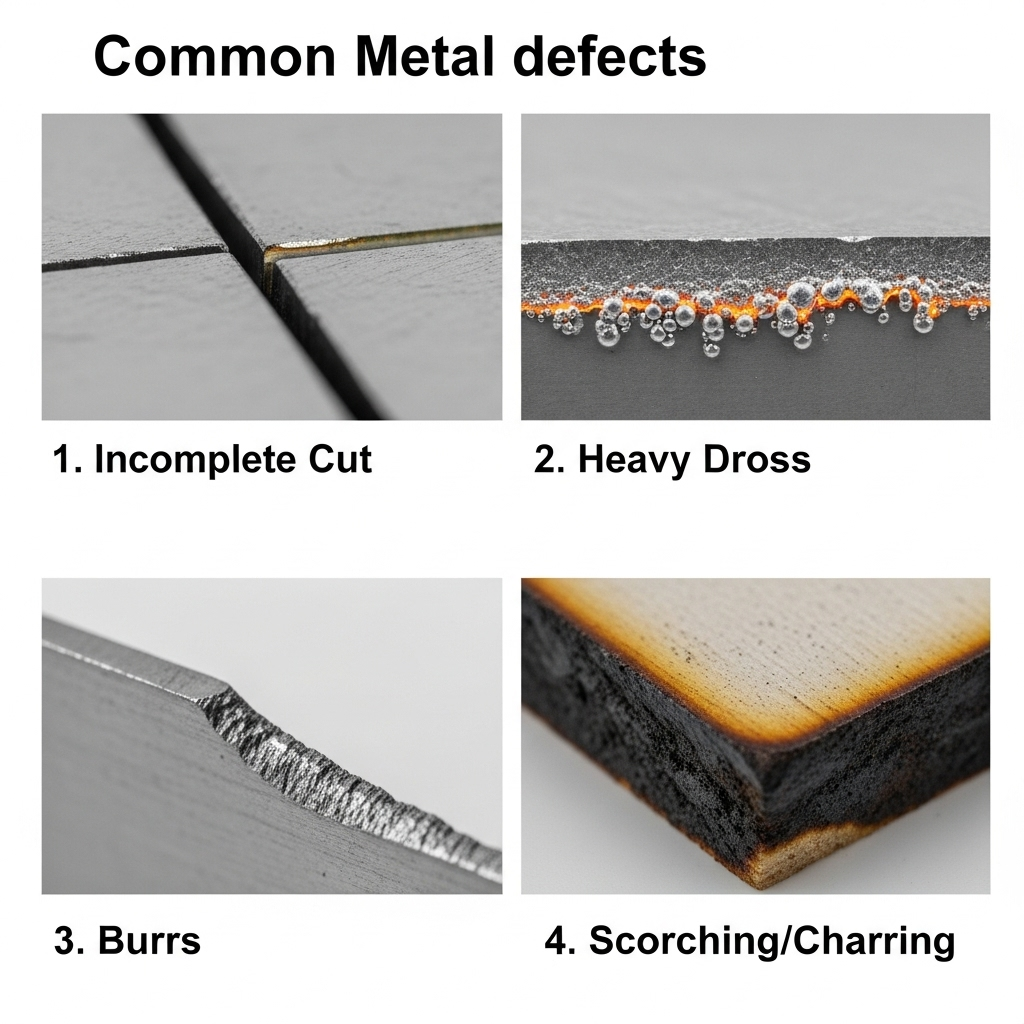 Toto jsou nejčastější stížnosti a téměř vždy souvisejí s nerovnováhou v primárních procesních parametrech. Než stroj rozeberete, zkontrolujte tytočtyřivěci:
Toto jsou nejčastější stížnosti a téměř vždy souvisejí s nerovnováhou v primárních procesních parametrech. Než stroj rozeberete, zkontrolujte tytočtyřivěci:
1.Výkon laseru a rychlost řezání:Tyto dva faktory pracují společně. Pokud je rychlost pro daný výkon příliš vysoká, laser neprořízne. Pokud je příliš pomalý, hromadí se přebytečné teplo, které způsobuje tavení, otřepy a drsnou hranu. Najděte si „ideální místo“ pro váš konkrétní materiál a tloušťku.
2.Ohnisková pozice:To je zásadní. Nezaostřený paprsek rozptyluje svou energii, což vede k širšímu a slabšímu řezu. Pro dosažení co nejčistšího výsledku se ujistěte, že je paprsek dokonale zaostřen na povrch materiálu nebo těsně pod ním.
3.Tlak pomocného plynu:Pomocný plyn (jako kyslík nebo dusík) dělá víc než jen odstraňuje roztavený materiál z řezné dráhy. Pokud je tlak příliš nízký, struska se usazuje na spodní hraně. Pokud je tlak příliš vysoký, může způsobit turbulenci a hrubý, vlnitý řez.
4. Stav a velikost trysky:Tryska směruje pomocný plyn do řezu. Poškozená, znečištěná nebo ucpaná tryska vytvoří chaotický proud plynu, což zhorší kvalitu řezu. Podobně použití trysky s příliš velkým otvorem pro danou práci může snížit tlak a způsobit problémy. Trysku denně vizuálně kontrolujte. Ujistěte se, že je čistá, vystředěná a bez vrypů nebo rozstřiku.
Pokud upravujete tyto „velké“4„neřeší problém, problém může být mechanický, například vibrace z opotřebovaného řemene nebo ložiska.“
DruhýŘešení problémů: Chyby celého systému
Někdy problém není v kvalitě řezu – je to v tom, že stroj vůbec nefunguje. Než začnete panikařit, projděte si tento jednoduchý kontrolní seznam bezpečnosti a systémů.
Příznak: Stroj se nezapne nebo laser nefunguje
V těchto případech je řešení často překvapivě jednoduché a souvisí s vestavěnými bezpečnostními prvky stroje.
Zkontrolujte nouzové zastavení:Je tlačítko stisknuté? Toto je nejčastější důvod „mrtvého“ stroje.
Zkontrolujte bezpečnostní blokování:Jsou všechny přístupové panely a hlavní víko zcela zavřené? Většina strojů má senzory, které zabraňují odpálení laseru, pokud jsou některé dveře pootevřené.
Zkontrolujte chladicí systém:Je vodní chladič zapnutý a teče voda? Laserová trubice generuje obrovské teplo a bez aktivního chlazení, které ji chrání před poškozením, se nezapálí.
Zkontrolujte pojistky a jističe:Hledejte v rozvaděči v dílně nebo na samotném stroji, zda není vyřízený jistič nebo spálená pojistka.
Hloubkový ponor: Kontrolní seznam pro analýzu hlavních příčin
Pokud rychlé opravy nefungují, je čas jít hlouběji. Systematická kontrola každého subsystému stroje vám pomůže přesně určit příčinu.
Je problém v optické dráze?
Laserový paprsek je jen tak dobrý, jakou cestou se vydal.
Běžné optické vady:Znečištěná nebo poškrábaná zaostřovací čočka nebo zrcadlo jsou hlavní příčinou ztráty výkonu. Prach, kouř a pryskyřice se mohou připálit na povrch, blokovat a rozptylovat paprsek. Nesprávně zarovnaný paprsek nedosáhne středu čočky, což má za následek slabý a šikmý řez.
Řešení:Pravidelně kontrolujte a čistěte veškerou optiku vhodnými ubrousky na čočky. Proveďte kontrolu zarovnání paprsku, abyste se ujistili, že paprsek vychází z trubice do materiálu správně.
Je problém v mechanickém systému?
Vaše laserová hlava se pohybuje po přesném pohybovém systému. Jakýkoli posun nebo chyba se zde přímo projeví na řezu.
Běžné pohybové nedostatky:Uvolněné řemeny, opotřebovaná ložiska nebo nečistoty na vodicích lištách mohou způsobovat vibrace, což vede ke zvlnění čar nebo nepřesným rozměrům.
Řešení:Pravidelně kontrolujte všechny pohyblivé součásti. Vodicí lišty udržujte čisté a promazané dle specifikací výrobce. Zkontrolujte napnutí řemenu; měly by být napnuté, ale ne příliš utažené.
Je problém specifický pro daný materiál?
Různé materiály se pod laserem chovají odlišně.
Výzva: Nerezová ocel (oxidace):Při řezání nerezové oceli kyslíkem může dojít k zčernalé, oxidované hraně.
Řešení:Pro vytvoření čistého okraje bez oxidů použijte vysoce čistý dusík jako pomocný plyn.
Výzva: Reflexní kovy (hliník, měď):Lesklé materiály mohou odrážet laserový paprsek zpět do stroje a potenciálně poškodit optiku.
Řešení:Používejte vyšší výkon a pulzní režim, abyste zajistili absorpci energie. Někteří provozovatelé používají antireflexní povlaky nebo povrchové úpravy.
Více než jen opravy: Kdy upgradovat laserovou řezačku
Někdy přetrvávající náklady na opravy, zastaralé technologie nebo nové výrobní požadavky jasně dávají najevo: je čas přestat s opravami a začít s modernizací. Pokud chcete zvýšit kapacitu, zlepšit přesnost nebo řezat nové materiály, investice do nového laserového řezacího stroje může být vaším dalším logickým krokem.
Pochopení ceny laserového řezacího stroje
Když hledáte cenu laserového řezacího stroje, najdete široké rozpětí cen. Konečná cena je určena několika klíčovými proměnnými, které přímo ovlivňují výkon a možnosti.
| Faktor | Dopad na cenu | Popis |
| Výkon (Watty) | Vysoký | Stroj s výkonem 1500 W zvládne tenkovrstvou až středně tloušťku oceli, zatímco pro produkční řezání tlustých ocelových plechů při vysokých rychlostech je zapotřebí stroj s výkonem 4000 W a 6000 W. Cena se s výkonem dramaticky zvyšuje. |
| Typ a velikost | Vysoký | Hlavní rozdíl spočívá mezi CO₂ lasery (skvělé pro nekovy, jako je akryl a dřevo) a vláknovými lasery (dominantní pro řezání kovů). Velikost řezací plochy je navíc hlavním faktorem ovlivňujícím cenu. |
| Laserový zdroj | Střední | Značka laserového rezonátoru (součásti, která vytváří laserový paprsek) je klíčová. Prémiové značky jako IPG nebo Raycus nabízejí vyšší účinnost, lepší kvalitu paprsku a delší životnost, ale mají vyšší počáteční cenu. |
Nejlepší řešení: Proaktivní plán preventivní údržby
Nejlepší způsob, jak řešit problémy, je předcházet jejich vzniku. Jednoduchá údržba je nejúčinnějším způsobem, jak zajistit spolehlivost stroje a vysoce kvalitní výsledky.
Denní údržba (méně než 5 minut)
Zkontrolujte a vyčistěte hrot trysky.
Vizuálně zkontrolujte a vyčistěte zaostřovací čočku.
Týdenní údržba
Vyčistěte všechna zrcadla v optické dráze.
Zkontrolujte hladinu vody v chladiči a hledejte případné nečistoty.
Otřete lamely řezací plochy, abyste odstranili zbytky.
Měsíční údržba
Promažte všechny vodicí lišty a mechanická ložiska dle návodu.
Zkontrolujte všechny řemeny, zda jsou správně napnuté a zda nevykazují známky opotřebení.
Vyčistěte vnitřní odsávací ventilátor a potrubí stroje.
Závěr: Spolehlivost díky systematické péči
Většina problémů s laserovým řezáním není záhadou. Jsou to řešitelné problémy, které lze vysledovat ke konkrétní příčině. Systematickým přístupem k řešení problémů – kontrolou nastavení, poté optiky a nakonec mechaniky – můžete vyřešit drtivou většinu svých každodenních problémů s řezáním.
Proaktivní prevence je v konečném důsledku vždy lepší a levnější než reaktivní opravy. Důsledný plán preventivní údržby je skutečným tajemstvím spolehlivosti stroje a perfektních řezů pokaždé.
V případě složitých oprav, přetrvávajících problémů nebo poradenství s investicí do nového vybavení neváhejte kontaktovat důvěryhodného poskytovatele služeb, který vám poskytne profesionální podporu.
Často kladené otázky (FAQ)
Q:Co způsobuje nekonzistentní laserový výkon?
A:Nekonzistentní výkon často ukazuje na vadnou laserovou trubici, znečištěnou nebo poškozenou zaostřovací čočku nebo problém s vysokonapěťovým zdrojem napájení. Zkontrolujte také, zda váš vodní chladič udržuje stabilní teplotu.
Q:Jak často bych měl čistit čočku a zrcadla laseru?
A:Při intenzivním používání se doporučuje rychlá denní kontrola a čištění zaostřovací čočky. Úplné čištění všech zrcadel by se mělo provádět jednou týdně. Pokud řežete materiály, které produkují hodně kouře nebo zbytků, jako je dřevo nebo akryl, může být nutné je čistit častěji.
Q:Jaké materiály bych nikdy neměl řezat laserem?
A:Nikdy neřežte materiály obsahující chlór, jako je PVC nebo vinyl. Při zahřátí uvolňují toxický plynný chlór, který je extrémně korozivní a může trvale poškodit optiku a mechaniku vašeho stroje, nemluvě o tom, že je nebezpečný pro vaše zdraví. Vyhněte se materiálům s neznámým složením.

Čas zveřejnění: 4. srpna 2025



