




Валакновы лазерны разрэз з'яўляецца важным інструментам для дакладнай рэзкі ў вытворчай прамысловасці. Аднак, каб дасягнуць жаданай якасці рэзкі, неабходна звярнуць увагу на пэўныя параметры. Да параметраў, якія ўплываюць на якасць рэзкі, адносяцца вышыня рэзкі, тып сопла, становішча фокусу, магутнасць, частата, працоўны цыкл, ціск паветра і хуткасць. Калі якасць рэзкі валакновага лазернага разрэзу нізкая, рэкамендуецца спачатку правесці комплексную праверку. У гэтым артыкуле раскажам, як аптымізаваць параметры і апаратныя ўмовы валакновага лазернага разрэзу для паляпшэння...якасць рэзкі.
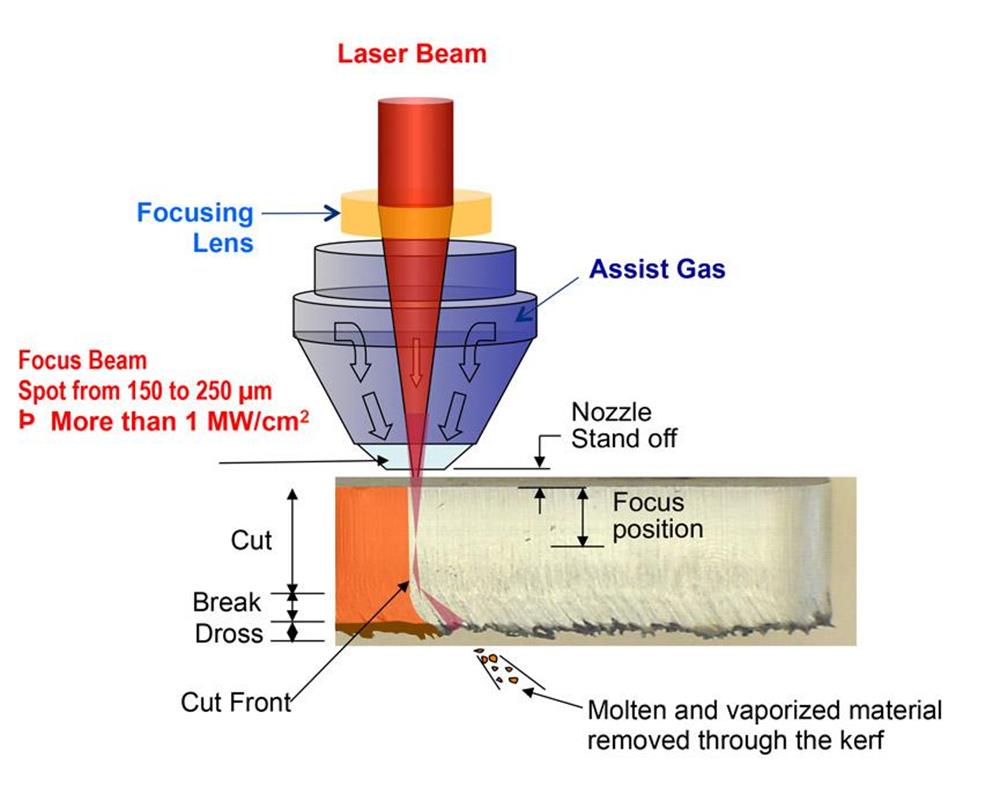
Адным з асноўных параметраў, якія трэба ўлічваць пры аптымізацыі параметраў валаконнага лазернага рэзання, з'яўляецца вышыня рэзання. Вышыня рэзання — гэта адлегласць паміж рэжучым соплам і апрацоўваемай дэталлю. Аптымальная вышыня рэзання залежыць ад матэрыялу, які рэжацца. Устаноўка правільнай вышыні рэзання гарантуе, што лазерны прамень будзе сфакусаваны на матэрыяле для дакладнай рэзкі. Акрамя таго, тып рэжучага сопла гуляе важную ролю ў працэсе рэзання. Выбар тыпу сопла залежыць ад матэрыялу, які рэжацца, і ўплывае на якасць канчатковага прадукту.
Яшчэ адзін ключавы параметр — гэта становішча фокусу. Пазіцыя фокусу — гэта адлегласць паміж лінзай і апрацоўванай дэталлю. Пазіцыя фокусу вызначае памер і форму лазернага прамяня. Правільна ўсталяванае становішча фокусу спрыяе чыстым краям рэзкі і памяншае неабходнасць апрацоўкі пасля рэзкі.
Рэжучая магутнасцьі частата — гэта іншыя параметры, якія істотна ўплываюць на якасць рэзкі. Магутнасць рэзкі адносіцца да колькасці энергіі, якая падаецца на матэрыял лазерным праменем. Частата, з іншага боку, адносіцца да колькасці лазерных імпульсаў, якія падаюцца на матэрыял за адзінку часу. Магутнасць рэзкі і частата павінны быць належным чынам аптымізаваны для дасягнення жаданага разрэзу. Высокая магутнасць і частата могуць прывесці да празмернага плаўлення матэрыялу, а нізкая магутнасць і частата могуць прывесці да няпоўнага разрэзу.
Працоўны цыкл таксама з'яўляецца важным параметрам, які трэба ўлічваць пры аптымізацыі параметраўмашына для рэзкі валаконнага лазераКошт працы вызначае суадносіны часу, калі лазер уключаны, да часу, калі лазер выключаны. Кошт працы ўплывае на тэмпературу лазернага прамяня і павінен быць правільна ўсталяваны для дасягнення патрэбнай якасці рэзкі. Высокія цыклы працы выклікаюць павышанае нагрэўленне, што не толькі зніжае якасць рэзкі, але і можа пашкодзіць машыну.
Зніжэнне ціску паветра - яшчэ адзін параметр, які часта ігнаруецца пры аптымізацыімашына для рэзкі валаконнага лазерапараметры. Ціск рэжучага паветра — гэта ціск, пры якім сціснутае паветра падаецца ў рэжучае сопла. Адпаведны ціск рэжучага паветра забяспечвае выдаленне рэшткаў матэрыялу, што зніжае рызыку ўзнікнення і паляпшае якасць рэзкі.
Нарэшце, хуткасць рэзання — гэта хуткасць, з якой лазерны прамень праходзіць праз матэрыял. Рэгуляванне хуткасці рэзання можа істотна паўплываць на якасць разрэзу. Высокія хуткасці рэзання прывядуць да няпоўных разрэзаў, а нізкія — да плаўлення матэрыялу.
Апаратныя ўмовы таксама маюць вырашальнае значэнне для дасягнення выдатнай якасці рэзкі. Ахоўная оптыка, чысціня газу, якасць пласціны, кандэнсатарная оптыка і каліматарная оптыка — вось некаторыя з апаратных умоў, якія могуць істотна паўплываць на якасць рэзкі.
Ахоўныя лінзы забяспечваюць якасны выхад лазернага прамяня і павінны рэгулярна правярацца на наяўнасць пашкоджанняў або забруджвання. Чысціня газу таксама мае вырашальнае значэнне для дасягнення дакладных разрэзаў. Высокая чысціня газу зніжае верагоднасць забруджвання і памяншае неабходнасць дадатковых працэсаў пасля разрэзу.
Якасць ліста таксама ўплывае на якасць рэзкі. Бліскучыя лісты, як правіла, адлюстроўваюць лазерны прамень, выклікаючы скажэнні, у той час як шурпатыя лісты могуць прывесці да няпоўных разрэзаў. Кандэнсатарныя і каліматарныя лінзы забяспечваюць правільную факусоўку лазернага прамяня на матэрыяле длядакладная рэзка.
У заключэнне, аптымізацыя параметраў валаконна-лазернай рэзкі і апаратнага забеспячэння мае вырашальнае значэнне для дасягнення ідэальнай якасці рэзкі. Вышыня рэзкі, тып сопла, становішча фокусу, магутнасць, частата, працоўны цыкл, ціск паветра і хуткасць - гэта некаторыя з параметраў, якія неабходна аптымізаваць. Таксама неабходна ўлічваць апаратнае забеспячэнне, такое як ахоўныя лінзы, чысціня газу, якасць друкаванай формы, зборныя лінзы і каліматорныя лінзы. Пры правільнай аптымізацыі параметраў вытворцы могуць палепшыць якасць рэзкі, скараціць колькасць аперацый пасля рэзкі і павысіць прадукцыйнасць.
Калі вы хочаце даведацца больш пра лазерную рэзку або хочаце набыць найлепшы станок для лазернай рэзкі, пакіньце паведамленне на нашым сайце і напішыце нам непасрэдна!
Час публікацыі: 09 чэрвеня 2023 г.



