




 1. Skärkapacitet förlaserskärmaskin
1. Skärkapacitet förlaserskärmaskin
a. Skärtjocklek
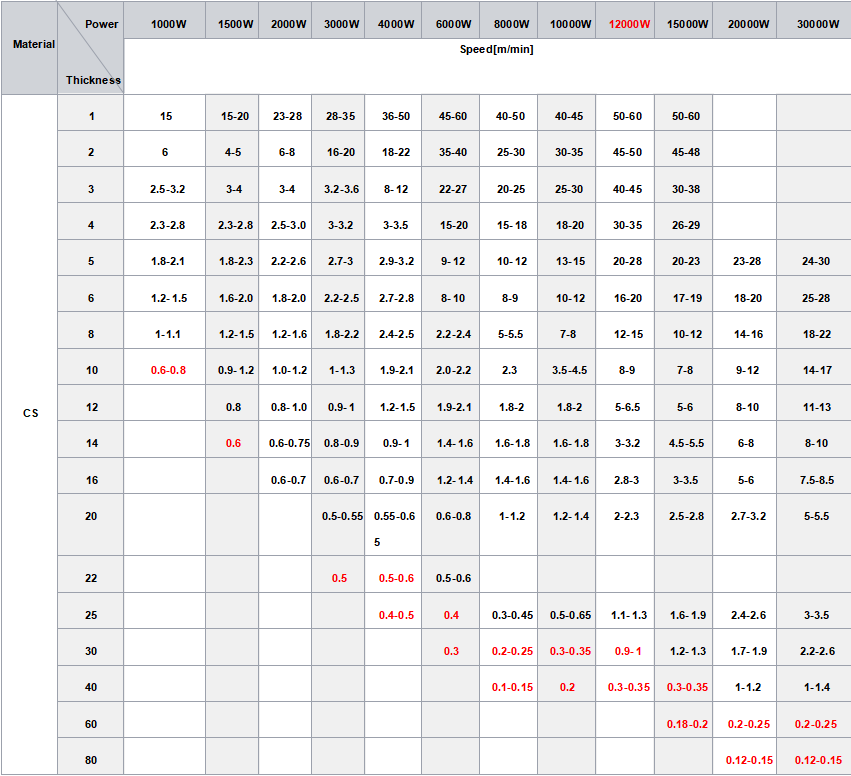
Skärtjockleken pålaserskärmaskinpåverkas av flera faktorer såsom lasereffekt, skärhastighet, materialtyp etc. Generellt sett är tjockleksintervallet som en 3000W laserskärmaskin kan skära 0,5 mm–20 mm. Mer specifikt:
1) För kolstål är tjockleksintervallet som en 3000W laserskärmaskin kan skära 0,5 mm–20 mm.
2) För rostfritt stål är tjockleksintervallet som en 3000W laserskärmaskin kan skära 0,5 mm–12 mm.
3) För aluminiumlegering är tjockleksintervallet som en 3000W laserskärmaskin kan skära 0,5 mm–8 mm.
4) För icke-järnmetaller som koppar och nudlar är tjockleksintervallet som en 3000W laserskärmaskin kan skära 0,5 mm–6 mm.
Det bör noteras att efter att dessa data har refererats påverkas den faktiska skäreffekten också av faktorer som utrustningens prestanda och användarkunskaper.
Skärhastigheten för en 3000W laserskärmaskin påverkas av faktorer som materialtyp, tjocklek och skärläge. Generellt sett kan skärhastigheten för en laserskärmaskin nå flera meter till 1000 meter per minut. Mer specifikt:
1) För kolstål kan skärhastigheten för en 3000W laserskärmaskin nå 10–30 meter per minut.
2) För rostfritt stål kan skärhastigheten för en 3000W laserskärmaskin nå 5–20 meter per minut.
3) För aluminiumlegering kan skärhastigheten för en 3000W laserskärmaskin nå 10-25 meter per minut.
4) För icke-järnmetaller som koppar och nudlar kan skärhastigheten för en 3000W laserskärmaskin nå 5-15 meter per minut.
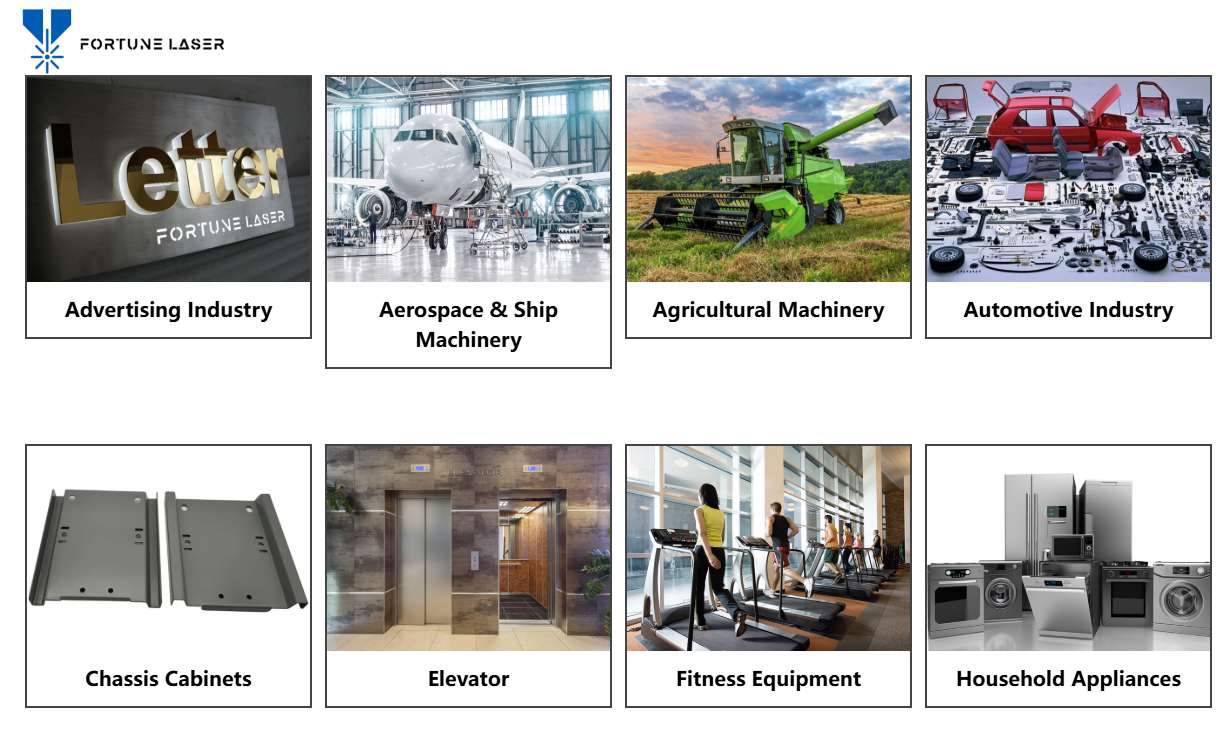
2. Tillämpningsområde förlaserskärmaskin
3000W laserskärmaskin används ofta inom metallbearbetning, maskintillverkning, biltillverkning, flyg- och rymdindustrin, elektroniska apparater, medicinsk utrustning, arkitektonisk dekoration och andra områden. Specifikt kan den användas för skärning och bearbetning av följande material:
1) Metallmaterial som kolstål och rostfritt stål.
2) Lättmetaller såsom magnesiumlegering och magnesiumlegering.
3) Bly, koppar, nudlar, tenn och andra icke-järnmetaller.
4) Icke-metalliska material såsom trä, plast, gummi och läder.
5) Spröda material som glas, keramik och sten.
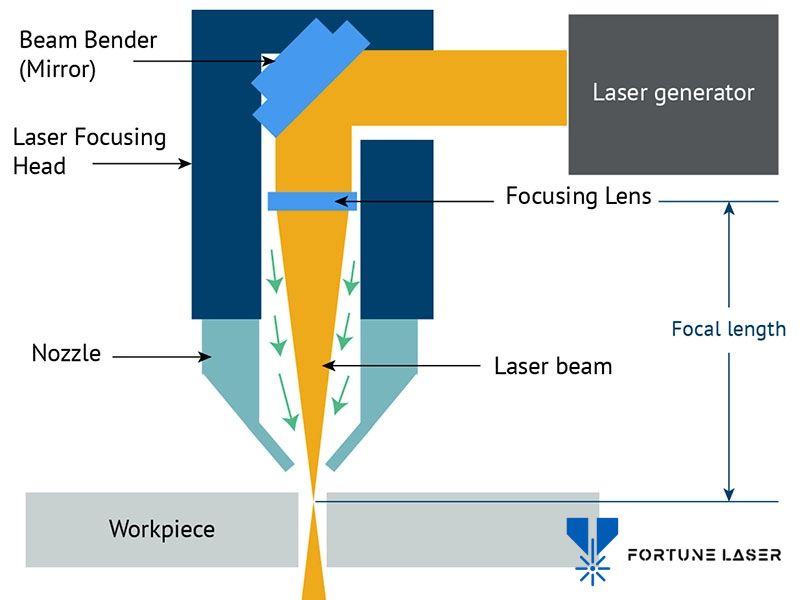
3. Arbetsprincip förlaserskärmaskin
Arbetsprincipen för en laserskärmaskin är att använda en högeffektslaserstråle för att bestråla materialets yta, så att materialet snabbt kan smältas, förångas eller brännas, och därigenom uppnå syftet med skärningen. Mer specifikt inkluderar arbetsprincipen för en 3000W laserskärmaskin följande steg:
1. Lasergeneratorn genererar en högeffekts laserstråle.
2. Laserstrålen fokuseras av det optiska systemet för att bilda en laserstråle med hög energitäthet.
3. Laserstrålen med hög energidensitet bestrålas mot materialets yta, så att materialet snabbt kan smältas, förångas eller brännas.
4. Skärhuvudet rör sig längs den förutbestämda banan, och laserstrålen spårar rörelsen för att uppnå kontinuerlig skärning.
5. Slaggen och gasen som genereras under skärprocessen blåses bort av hjälpgaser (såsom syre, syre, etc.) för att säkerställa skärytans renhet.
4. Försiktighetsåtgärder vid användning av3000W laserskärmaskin
1. Operatörer måste genomgå professionell utbildning och vara bekanta med utrustningens driftsprocedurer och säkerhetskrav.
2. Använd skyddsutrustning, handskar och annan skyddsutrustning under drift för att förhindra skador från laserstrålning och stänk.
3. Kontrollera utrustningens prestanda och noggrannhet regelbundet för att säkerställa att utrustningen fungerar bra.
4. Arbeta strikt enligt materialets skärparametrar för att undvika dålig skäreffekt eller utrustningsskador på grund av felaktiga parametrar.
5. Var uppmärksam på skäreffekten under skärningen. Om något avvikande upptäcks, kontrollera det omedelbart.
6. Rengör skärytan i tid efter skärning för att avlägsna kvarvarande flussmedel och oxider för att säkerställa skärytans renhet och noggrannhet.
Publiceringstid: 9 januari 2025



