




Лазер зүсэлтийн нийтлэг техникийн асуудлууд юу болохыг ойлгох нь бухимдлаас эхлээд өөгүй гүйцэтгэл хүртэлх эхний алхам юм.лазер зүсэгчНарийн чанарын гайхамшиг бөгөөд оператор бүр урам хугарах мөчтэй тулгарсан: ирмэг нь муруйсан, бүрэн бус зүсэлттэй, эсвэл түлэгдэлтийн ул мөрөөр сүйрсэн төгс загвар. Энэ бол нийтлэг туршлага боловч сайн мэдээ гэвэл ихэнх асуудлыг засах боломжтой.
Гол нь техникч шиг сэтгэж, мэргэжлийн хүн шиг зүсэх явдал юм. Зүсэлтийн алдаа бүр нь машины тохиргоо, нарийн оптик эсвэл механик эд ангид байгаа эсэхээс үл хамааран үндсэн шалтгааныг зааж буй шинж тэмдэг юм. Энэхүү гарын авлага нь хамгийн түгээмэл шалтгаанаас эхлэн эдгээр асуудлыг хурдан оношлох, шийдвэрлэх системчилсэн хүрээг бий болгодог.
Эхний хариу арга хэмжээ: Зүсэлтийн чанарын нийтлэг согогийг засах
Та ажлын хэсэг дээрээ муу үр дүн харж байна уу? Хэрэв та лазер зүсэлтийн чанарыг хэрхэн сайжруулах талаар асууж байгаа бол хамгийн түрүүнд машины үндсэн тохиргоог хийх хэрэгтэй. Эдгээр хүчин зүйлс нь лазер зүсэлтийн чанарт юунаас ч илүү нөлөөлж болно.
Шинж тэмдэг: Дутуу зүсэгдсэн, гуужсан, үрчлээтсэн эсвэл барзгар ирмэгтэй
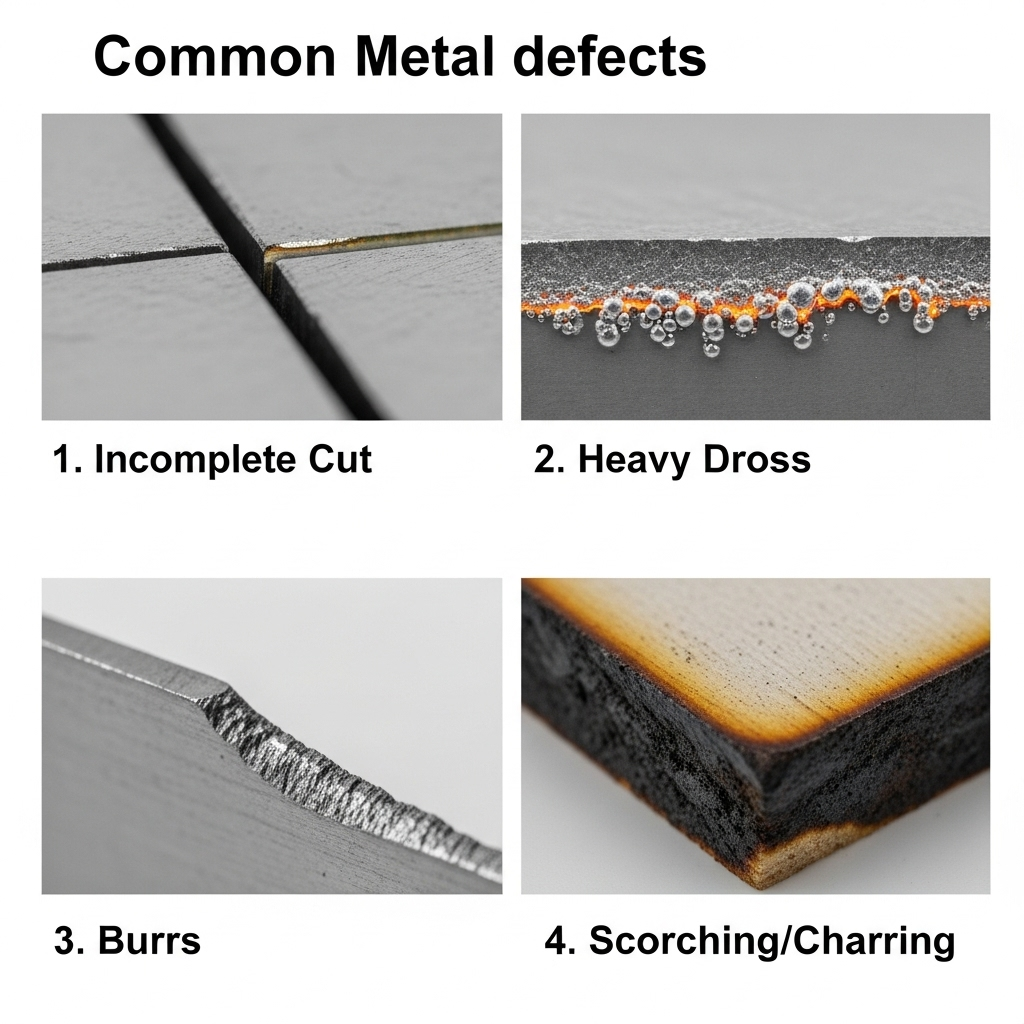 Эдгээр нь хамгийн түгээмэл гомдол бөгөөд бараг үргэлж үндсэн процессын параметрүүдийн тэнцвэргүй байдлаас үүдэлтэй байдаг. Машиныг задлахаасаа өмнө эдгээрийг шалгана уудөрөвзүйлс:
Эдгээр нь хамгийн түгээмэл гомдол бөгөөд бараг үргэлж үндсэн процессын параметрүүдийн тэнцвэргүй байдлаас үүдэлтэй байдаг. Машиныг задлахаасаа өмнө эдгээрийг шалгана уудөрөвзүйлс:
1.Лазерын хүч ба зүсэх хурд:Эдгээр хоёр нь зэрэгцэн ажилладаг. Хэрэв таны хурд чадлын түвшинд хэт өндөр байвал лазер огтлохгүй. Хэрэв хэт удаан байвал илүүдэл дулаан хуримтлагдаж, хайлах, бэрсүүжих, барзгар ирмэг үүсэхэд хүргэдэг. Өөрийн тодорхой материал болон зузаанд тохирох "сайхан цэг"-ийг олоорой.
2.Төвлөрсөн байршил:Энэ бол маш чухал юм. Фокусгүй туяа нь энергиэ тарааж, илүү өргөн, сул зүсэлт хийхэд хүргэдэг. Хамгийн цэвэр үр дүнд хүрэхийн тулд туяа нь материалын гадаргуу дээр төгс төвлөрсөн эсвэл түүнээс арай доор байгаа эсэхийг шалгаарай.
3.Хийн даралтыг дэмжих:Туслах хий (хүчилтөрөгч эсвэл азот гэх мэт) нь хайлсан материалыг зүссэн замаас цэвэрлэхээс гадна илүү ихийг хийдэг. Хэрэв даралт хэт бага байвал хог хаягдал доод ирмэг дээр наалдах болно. Хэрэв хэт өндөр байвал хуйлралт үүсгэж, барзгар, долгионтой зүсэлт үүсгэж болзошгүй.
4. Цоргоны нөхцөл байдал ба хэмжээ:Цорго нь туслах хийг зүсэлт рүү чиглүүлдэг. Гэмтсэн, бохир эсвэл бөглөрсөн цорго нь эмх замбараагүй хийн урсгал үүсгэж, зүсэлтийн чанарыг алдагдуулна. Үүнтэй адилаар, ажилд хэтэрхий том нүхтэй цорго ашиглах нь даралтыг бууруулж, асуудал үүсгэж болзошгүй. Цоргыг өдөр бүр нүдээр шалгаж байгаарай. Цэвэрхэн, төвд нь байрласан, хагарал, шүршигчгүй байгаа эсэхийг шалгаарай.
Хэрэв эдгээр "Том"-ыг тохируулбал4"Асуудлыг шийдэхгүй, асуудал нь элэгдсэн бүс эсвэл холхивчоос үүссэн чичиргээ гэх мэт механик байж болно."
Хоёр дахьАлдааг олж засварлах нь: Системийн хэмжээнд гарсан алдаанууд
Заримдаа асуудал нь зүсэлтийн чанарт биш, харин машин огт ажиллахгүй байгаад оршино. Сандарч суухаасаа өмнө аюулгүй байдал болон системийн энэхүү энгийн шалгах хуудсыг үзээрэй.
Шинж тэмдэг: Машин асахгүй эсвэл лазер асахгүй байна
Эдгээр тохиолдолд шийдэл нь ихэвчлэн гайхмаар энгийн бөгөөд машины суурилуулсан аюулгүй байдлын функцуудтай холбоотой байдаг.
Яаралтай тусламжийн зогсоолыг шалгана уу:Товчлуур дарагдсан уу? Энэ бол машин "амархан" ажиллахгүй байх хамгийн түгээмэл шалтгаан юм.
Аюулгүйн түгжээг шалгах:Бүх нэвтрэх самбар болон гол таг бүрэн хаалттай юу? Ихэнх машинууд аль нэг хаалга онгорхой байвал лазер буудахаас сэргийлдэг мэдрэгчтэй байдаг.
Хөргөлтийн системийг шалгах:Усны хөргөгч асаалттай байна уу, ус урсаж байна уу? Лазер хоолой нь асар их дулаан ялгаруулдаг бөгөөд өөрийгөө гэмтлээс хамгаалах идэвхтэй хөргөлтгүйгээр асахгүй.
Гал хамгаалагч болон таслуурыг шалгах:Цехийн самбар эсвэл машины өөр дээр хэлхээний таслуур эвдэрсэн эсвэл гал хамгаалагч шатсан эсэхийг хайж олоорой.
Гүнзгий шумбалт: Үндсэн шалтгааны шинжилгээний шалгах хуудас
Хэрэв хурдан засварууд үр дүнгүй бол илүү гүнзгий судлах цаг болжээ. Машины дэд систем бүрийг системтэйгээр шалгах нь үндсэн шалтгааныг тодорхойлоход тусална.
Асуудал нь оптик замд уу?
Лазер туяа нь зөвхөн түүний туулсан замтай л адил сайн байдаг.
Нүдний харааны нийтлэг гажиг:Бохирдсон эсвэл зурагдсан фокусын линз эсвэл толь нь цахилгаан алдагдлын гол шалтгаан болдог. Тоос, утаа, давирхай нь гадаргуу дээр түшиглэж, цацрагийг хааж, тарааж болзошгүй. Буруу байрлуулсан цацраг нь линзний төв хэсэгт тусахгүй бөгөөд энэ нь сул, өнцөгтэй зүсэлт үүсгэдэг.
Шийдэл:Бүх оптикийг линзний зориулалтын алчуураар тогтмол шалгаж, цэвэрлэж байгаарай. Гэрэл хоолойноос материал руу зөв шилжиж байгаа эсэхийг шалгахын тулд туяаны тэгшлэлтийг шалгана уу.
Асуудал нь механик системд байна уу?
Таны лазер толгой нь нарийн хөдөлгөөний систем дээр хөдөлдөг. Энд байгаа аливаа хазайлт эсвэл алдаа нь зүсэлттэй шууд холбоотой.
Хөдөлгөөний нийтлэг алдаанууд:Суларсан бүс, элэгдсэн холхивч, эсвэл чиглүүлэгч төмөр зам дээрх хог хаягдал нь чичиргээ үүсгэж, долгионтой шугам эсвэл буруу хэмжээс үүсгэдэг.
Шийдэл:Хөдөлгөөний бүх эд ангиудыг тогтмол шалгаж байгаарай. Үйлдвэрлэгчийн техникийн шаардлагын дагуу чиглүүлэгч төмөр замыг цэвэр, тосолсон байлгаарай. Туузны таталтыг шалгана уу; тэдгээр нь чангарсан байх ёстой боловч хэт чанга биш байх ёстой.
Асуудал нь материаллаг онцлогтой юу?
Лазерын дор өөр өөр материалууд өөр өөрөөр ажилладаг.
Сорилт: Зэвэрдэггүй ган (Исэлдэлт):Зэвэрдэггүй ганыг хүчилтөрөгчөөр зүсэх үед та харласан, исэлдсэн ирмэгийг авч болно.
Шийдэл:Цэвэр, исэлгүй ирмэг үүсгэхийн тулд өндөр цэвэршилттэй азотын туслах хий ашиглана.
Сорилт: Гэрэл ойлгогч металлууд (Хөнгөн цагаан, Зэс):Гялалзсан материалууд нь лазер туяаг машин руу буцааж тусгаж, оптикийг гэмтээж болзошгүй.
Шийдэл:Эрчим хүчийг шингээж авахын тулд илүү өндөр хүчин чадал болон импульсийн горимыг ашиглана уу. Зарим операторууд тусгалаас хамгаалах бүрхүүл эсвэл гадаргуугийн боловсруулалт хийдэг.
Засвараас гадна: Лазер зүсэгчээ хэзээ шинэчлэх вэ
Заримдаа засвар үйлчилгээний байнгын зардал, хуучирсан технологи эсвэл шинэ үйлдвэрлэлийн шаардлага нь үүнийг тодорхой болгож байна: засварлахаа больж, шинэчлэлт хийж эхлэх цаг болжээ. Хэрэв та хүчин чадлыг нэмэгдүүлэх, нарийвчлалыг сайжруулах эсвэл шинэ материал хайчлахыг хүсч байвал шинэ лазер зүсэгч худалдаж авах нь таны дараагийн логик алхам байж магадгүй юм.
Лазер зүсэгч машины үнийг ойлгох
Лазер зүсэгчийн үнийг хайхад та асар их хүрээг олох болно. Эцсийн өртөг нь гүйцэтгэл болон чадавхид шууд нөлөөлдөг хэд хэдэн гол хувьсагчаар тодорхойлогддог.
| Фактор | Үнийн нөлөө | Тайлбар |
| Хүч (Ватт) | Өндөр | 1500Вт-ын машин нь нимгэнээс дунд зэргийн хэмжээтэй ган боловсруулах боломжтой бол зузаан хавтангийн ганг өндөр хурдаар зүсэхэд 4000Вт, 6000Вт шаардлагатай. Үнэ нь хүчин чадлаас хамааран эрс өөрчлөгддөг. |
| Төрөл ба хэмжээ | Өндөр | Гол ялгаа нь CO₂ лазер (нийлэг болон мод зэрэг металл бус материалд тохиромжтой) болон шилэн лазер (металл хайчлахад давамгайлдаг)-ын хооронд байдаг. Нэмж дурдахад, хайчлах хэсгийн хэмжээ нь үнийн гол хүчин зүйл болдог. |
| Лазерын эх үүсвэр | Дунд зэрэг | Лазер резонаторын брэнд (лазер туяа үүсгэдэг хэсэг) нь маш чухал юм. IPG, Raycus зэрэг дээд зэрэглэлийн брэндүүд нь илүү өндөр үр ашигтай, илүү сайн цацрагийн чанар, урт хугацааны ашиглалтын хугацааг санал болгодог боловч анхны өртөг нь өндөр байдаг. |
Хамгийн сайн шийдэл: Урьдчилан сэргийлэх засвар үйлчилгээний хуваарь
Асуудлыг шийдвэрлэх хамгийн сайн арга бол тэдгээрийг хэзээ ч гарахаас урьдчилан сэргийлэх явдал юм. Энгийн засвар үйлчилгээний горим нь машины найдвартай байдал, өндөр чанартай үр дүнг баталгаажуулах хамгийн үр дүнтэй арга юм.
Өдөр тутмын засвар үйлчилгээ (5 минутаас бага)
Цоргоны үзүүрийг шалгаж, цэвэрлээрэй.
Фокусын линзийг нүдээр шалгаж, цэвэрлэ.
Долоо хоног тутмын засвар үйлчилгээ
Оптик зам дээрх бүх тольнуудыг цэвэрлэ.
Усны хөргөгчийн түвшинг шалгаж, бохирдол байгаа эсэхийг шалгана уу.
Үлдэгдлийг арилгахын тулд зүсэх орны хавтангуудыг арчина.
Сар тутмын засвар үйлчилгээ
Гарын авлагын дагуу бүх чиглүүлэгч төмөр зам болон механик холхивчийг тослох.
Бүх бүсийг зохих ёсоор чангалж, элэгдлийн шинж тэмдэг байгаа эсэхийг шалгана уу.
Машины дотор талын яндангийн сэнс болон сувгийг цэвэрлэ.
Дүгнэлт: Системчилсэн тусламж үйлчилгээгээр дамжуулан найдвартай байдал
Лазер зүсэлтийн ихэнх асуудал бол нууц биш. Эдгээр нь тодорхой шалтгаантай холбоотой шийдэгдэж болох асуудлууд юм. Тохиргоо, дараа нь оптик, дараа нь механикийг шалгах зэрэг системчилсэн алдааг олж засварлах аргыг хэрэглэснээр та өдөр тутмын зүсэлтийн толгойны ихэнх асуудлыг шийдэж чадна.
Эцсийн эцэст, урьдчилан сэргийлэх арга хэмжээ нь хариу арга хэмжээ авахаас үргэлж илүү сайн бөгөөд хямд байдаг. Урьдчилан сэргийлэх засвар үйлчилгээний тогтмол хуваарь нь машины найдвартай байдал, төгс зүсэлтийн жинхэнэ нууц юм.
Нарийн төвөгтэй засвар, байнгын асуудал, эсвэл шинэ тоног төхөөрөмжид хөрөнгө оруулах талаар зөвлөгөө авахын тулд мэргэжлийн дэмжлэг авахын тулд итгэмжлэгдсэн үйлчилгээ үзүүлэгчтэй холбоо барихаас бүү эргэлзээрэй.
Түгээмэл асуултууд (Түгээмэл асуултууд)
Q:Лазерын гаралтын чадлын тогтворгүй байдлын шалтгаан юу вэ?
A:Тогтворгүй цахилгаан хангамж нь ихэвчлэн лазер хоолой эвдэрсэн, фокусын линз бохирдсон эсвэл гэмтсэн, эсвэл өндөр хүчдэлийн тэжээлийн хангамжийн асуудалтай холбоотой болохыг илтгэдэг. Түүнчлэн, таны усны хөргөгч тогтвортой температурыг хадгалж байгаа эсэхийг шалгаарай.
Q:Лазерын линз болон тольыг хэр олон удаа цэвэрлэх ёстой вэ?
A:Идэвхтэй хэрэглээний үед фокусын линзийг өдөр бүр хурдан шалгаж, цэвэрлэхийг зөвлөж байна. Бүх толийг долоо хоног бүр бүрэн цэвэрлэх хэрэгтэй. Хэрэв та мод эсвэл акрил гэх мэт их хэмжээний утаа эсвэл үлдэгдэл үүсгэдэг материалыг зүсэж байгаа бол тэдгээрийг илүү олон удаа цэвэрлэх шаардлагатай болж магадгүй юм.
Q:Лазераар ямар материалыг огтлох ёсгүй вэ?
A:Хлор агуулсан материалыг, тухайлбал PVC эсвэл винил материалыг хэзээ ч бүү зүс. Халаахад тэдгээр нь маш их идэмхий чанартай, таны машины оптик болон механик эд ангид бүрмөсөн гэмтэл учруулж болзошгүй хортой хлорын хий ялгаруулдаг бөгөөд эрүүл мэндэд аюултай. Тодорхойгүй найрлагатай материалаас зайлсхий.

Нийтэлсэн цаг: 2025 оны 8-р сарын 4



