




Izpratne par biežāk sastopamajām tehniskajām problēmām lāzergriešanas procesā ir pirmais solis no vilšanās līdz nevainojamai izpildei. Lai ganlāzera griezējiir precizitātes brīnumi, katrs operators ir saskāries ar vilšanās brīdi: perfektu dizainu, ko sabojājušas robainas malas, nepilnīgi griezumi vai apdeguma pēdas. Tā ir izplatīta pieredze, taču labā ziņa ir tā, ka lielāko daļu problēmu var novērst.
Svarīgākais ir domāt kā tehniķim un griezt kā profesionālim. Katra griešanas kļūda ir simptoms, kas norāda uz pamatcēloni, neatkarīgi no tā, vai tas ir saistīts ar iekārtas iestatījumiem, tās jutīgo optiku vai mehāniskajām daļām. Šī rokasgrāmata sniedz sistemātisku sistēmu šo problēmu ātrai diagnosticēšanai un risināšanai, sākot ar visbiežāk sastopamajiem cēloņiem.
Pirmā atbilde: Biežāk sastopamo griešanas kvalitātes defektu novēršana
Vai redzat sliktus rezultātus uz sagataves? Ja domājat, kā uzlabot lāzergriešanas kvalitāti, pirmajai pieturai vienmēr jābūt iekārtas galvenajiem iestatījumiem. Šie faktori var ietekmēt lāzergriešanas kvalitāti vairāk nekā jebkas cits.
Simptoms: Nepilnīgi griezumi, izdedži, atgrambiņas vai raupjas malas
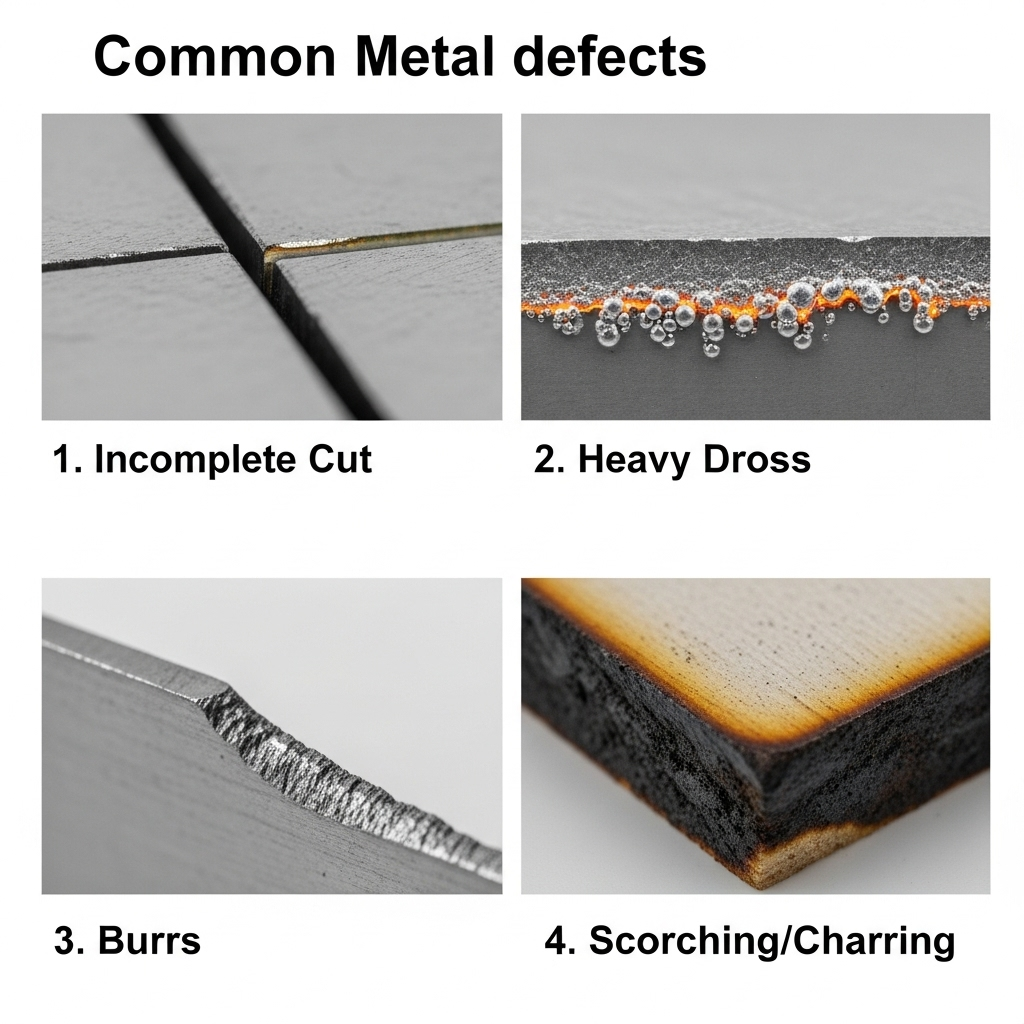 Šīs ir visbiežāk sastopamās sūdzības, un tās gandrīz vienmēr ir saistītas ar nelīdzsvarotību primārajos procesa parametros. Pirms iekārtas izjaukšanas pārbaudiet šīs darbības.četrilietas:
Šīs ir visbiežāk sastopamās sūdzības, un tās gandrīz vienmēr ir saistītas ar nelīdzsvarotību primārajos procesa parametros. Pirms iekārtas izjaukšanas pārbaudiet šīs darbības.četrilietas:
1.Lāzera jauda un griešanas ātrums:Šie divi darbojas tandēmā. Ja ātrums ir pārāk liels jaudas līmenim, lāzers negriezīs cauri. Ja tas ir pārāk lēns, uzkrājas pārmērīgs karstums, izraisot kušanu, atskabargas un raupjas malas. Atrodiet "zelta punktu" savam konkrētajam materiālam un biezumam.
2.Fokālā pozīcija:Tas ir kritiski svarīgi. Nefokusēts stars izkliedē savu enerģiju, kā rezultātā griezums ir platāks un vājāks. Lai iegūtu tīrāko rezultātu, pārliecinieties, vai stars ir perfekti fokusēts uz materiāla virsmas vai tikai nedaudz zem tās.
3.Palīggāzes spiediens:Palīggāze (piemēram, skābeklis vai slāpeklis) ne tikai attīra griešanas ceļu no izkusuša materiāla. Ja spiediens ir pārāk zems, pie apakšējās malas pieķersies izdedži. Ja tas ir pārāk augsts, tas var izraisīt turbulenci un raupju, viļņainu griezumu.
4.Sprauslas stāvoklis un izmērs:Sprausla novirza palīggāzi griezumā. Bojāta, netīra vai aizsērējusi sprausla radīs haotisku gāzes strūklu, sabojājot griezuma kvalitāti. Līdzīgi, izmantojot sprauslu ar pārāk lielu atveri darbam, var samazināties spiediens un rasties problēmas. Katru dienu vizuāli pārbaudiet sprauslu. Pārliecinieties, vai tā ir tīra, centrēta un bez robiem vai šļakatām.
Ja pielāgojat šos “Lielos4” neatrisina problēmu, problēma var būt mehāniska, piemēram, vibrācijas no nodilušas siksnas vai gultņa.
OtraisProblēmu novēršana: sistēmas mēroga kļūmes
Dažreiz problēma nav griešanas kvalitātē, bet gan tajā, ka ierīce vispār nedarbojas. Pirms krītat panikā, pārskatiet šo vienkāršo drošības un sistēmu kontrolsarakstu.
Simptoms: Iekārta neieslēdzas vai lāzers neizdodas
Šādos gadījumos risinājums bieži vien ir pārsteidzoši vienkāršs un saistīts ar iekārtas iebūvētajām drošības funkcijām.
Pārbaudiet avārijas apturēšanu:Vai poga ir nospiesta? Šis ir visizplatītākais iemesls, kāpēc ierīce nedarbojas.
Pārbaudiet drošības bloķēšanas mehānismus:Vai visi piekļuves paneļi un galvenais vāks ir pilnībā aizvērti? Lielākajai daļai ierīču ir sensori, kas neļauj lāzeram darboties, ja kādas durvis ir pusatvērtas.
Pārbaudiet dzesēšanas sistēmu:Vai ūdens dzesētājs ir ieslēgts un vai ūdens plūst? Lāzera caurule rada milzīgu karstumu un neiedarbosies bez aktīvas dzesēšanas, lai pasargātu sevi no bojājumiem.
Pārbaudiet drošinātājus un slēdžus:Meklējiet darbnīcas vadības panelī vai uz pašas iekārtas atvienotu ķēdes pārtraucēju vai izdegušu drošinātāju.
Padziļināta izpēte: pamatcēloņu analīzes kontrolsaraksts
Ja ātrie risinājumi nepalīdz, ir pienācis laiks iedziļināties. Sistemātiska katras mašīnas apakšsistēmas pārbaude palīdzēs noteikt galveno cēloni.
Vai problēma ir optiskajā ceļā?
Lāzera stars ir tikpat labs, cik labs ir tā ceļš.
Bieži sastopami optiskie defekti:Netīrs vai saskrāpēts fokusēšanas objektīvs vai spogulis ir galvenais jaudas zuduma iemesls. Putekļi, dūmi un sveķi var piedegt uz virsmas, bloķējot un izkliedējot staru kūli. Nepareizi novietots stars netrāpa objektīva centrā, kā rezultātā griezums ir vājš un leņķisks.
Risinājums:Regulāri pārbaudiet un notīriet visu optiku ar atbilstošām lēcu tīrīšanas salvetēm. Veiciet stara izlīdzināšanas pārbaudi, lai pārliecinātos, ka stars virzās pareizi no caurules līdz materiālam.
Vai problēma ir mehāniskajā sistēmā?
Jūsu lāzera galva pārvietojas ar precīzu kustību sistēmu. Jebkura novirze vai kļūda šeit tieši ietekmē griezumu.
Bieži sastopami kustību traucējumi:Vaļīgas siksnas, nodiluši gultņi vai gruži uz vadotnēm var izraisīt vibrācijas, kas noved pie viļņotām līnijām vai neprecīziem izmēriem.
Risinājums:Regulāri pārbaudiet visus kustības komponentus. Uzturiet vadotnes tīras un ieeļļotas saskaņā ar ražotāja specifikācijām. Pārbaudiet siksnas spriegojumu; tai jābūt nospriegotai, bet ne pārāk ciešai.
Vai problēma ir saistīta ar konkrētu materiālu?
Dažādi materiāli lāzera ietekmē uzvedas atšķirīgi.
Izaicinājums: Nerūsējošais tērauds (oksidācija):Griežot nerūsējošo tēraudu ar skābekli, var iegūt melnu, oksidētu malu.
Risinājums:Izmantojiet augstas tīrības pakāpes slāpekļa palīggāzi, lai izveidotu tīru, oksīdu nesaturošu malu.
Izaicinājums: Atstarojošie metāli (alumīnijs, varš):Spīdīgi materiāli var atstarot lāzera staru atpakaļ ierīcē, potenciāli bojājot optiku.
Risinājums:Izmantojiet lielāku jaudu un impulsa režīmu, lai nodrošinātu enerģijas absorbciju. Daži operatori izmanto pretatstarošanās pārklājumus vai virsmas apstrādes līdzekļus.
Vairāk nekā remonts: kad uzlabot lāzergriešanas ierīci
Dažreiz pastāvīgas remonta izmaksas, novecojušas tehnoloģijas vai jaunas ražošanas prasības skaidri norāda: ir pienācis laiks pārtraukt labošanu un sākt modernizāciju. Ja vēlaties palielināt jaudu, uzlabot precizitāti vai griezt jaunus materiālus, ieguldījums jaunā lāzergriešanas iekārtā varētu būt jūsu nākamais loģiskais solis.
Lāzergriešanas mašīnas cenas izpratne
Meklējot lāzergriešanas iekārtas cenu, jūs atradīsiet plašu klāstu. Galīgo cenu nosaka daži galvenie mainīgie lielumi, kas tieši ietekmē veiktspēju un iespējas.
| Faktors | Cenu ietekme | Apraksts |
| Jauda (vatos) | Augsts | 1500 W mašīna var apstrādāt plānu līdz vidēja biezuma tēraudu, savukārt bieza tērauda lokšņu griešanai lielā ātrumā ir nepieciešama 4000 W, 6000 W mašīna. Cena ievērojami palielinās līdz ar jaudu. |
| Tips un izmērs | Augsts | Galvenā atšķirība ir starp CO₂ lāzeriem (lieliski piemēroti nemetālu, piemēram, akrila un koka, griešanai) un šķiedru lāzeriem (dominējoši metāla griešanai). Turklāt griešanas virsmas izmērs ir būtisks cenu ietekmējošs faktors. |
| Lāzera avots | Vidējs | Lāzera rezonatora (daļas, kas rada lāzera staru) zīmolam ir izšķiroša nozīme. Augstākās kvalitātes zīmoli, piemēram, IPG un Raycus, piedāvā augstāku efektivitāti, labāku stara kvalitāti un ilgāku kalpošanas laiku, taču to sākotnējās izmaksas ir augstākas. |
Labākais risinājums: proaktīvs profilaktiskās apkopes grafiks
Labākais veids, kā risināt problēmas, ir novērst to rašanos. Vienkārša apkopes rutīna ir visefektīvākais veids, kā nodrošināt iekārtas uzticamību un augstas kvalitātes rezultātus.
Ikdienas apkope (mazāk nekā 5 minūtes)
Pārbaudiet un notīriet sprauslas galu.
Vizuāli pārbaudiet un notīriet fokusēšanas lēcu.
Iknedēļas apkope
Notīriet visus spoguļus optiskajā ceļā.
Pārbaudiet ūdens dzesētāja līmeni un meklējiet jebkādus piesārņojumus.
Noslaukiet griešanas virsmas līstes, lai noņemtu atlikumus.
Ikmēneša apkope
Ieeļļojiet visas vadotnes sliedes un mehāniskos gultņus saskaņā ar rokasgrāmatu.
Pārbaudiet visas siksnas, vai tās ir pareizi nospriegotas un nav nodiluma pazīmju.
Iztīriet ierīces iekšējo izplūdes ventilatoru un gaisa vadu.
Secinājums: uzticamība, pateicoties sistemātiskai aprūpei
Lielākā daļa lāzergriešanas problēmu nav noslēpums. Tās ir risināmas problēmas, kuru cēloni var izsekot līdz konkrētam iemeslam. Izmantojot sistemātisku problēmu novēršanas pieeju — vispirms iestatījumu pārbaudi, tad optiku un tad mehāniku —, jūs varat atrisināt lielāko daļu ikdienas griešanas problēmu.
Galu galā, proaktīva profilakse vienmēr ir labāka un lētāka nekā reaktīvs remonts. Regulārs preventīvās apkopes grafiks ir patiesais noslēpums iekārtas uzticamībai un perfektiem griezumiem katru reizi.
Sarežģītu remontu, pastāvīgu problēmu vai ieteikumu gadījumā par ieguldījumiem jaunā aprīkojumā, nevilcinieties sazināties ar uzticamu pakalpojumu sniedzēju, lai saņemtu profesionālu atbalstu.
Bieži uzdotie jautājumi (BUJ)
Q:Kas izraisa nevienmērīgu lāzera jaudas izvadi?
A:Nevienmērīga barošana bieži norāda uz bojātu lāzera lampu, netīru vai bojātu fokusēšanas lēcu vai problēmu ar augstsprieguma barošanas avotu. Pārbaudiet arī, vai jūsu ūdens dzesētājs uztur stabilu temperatūru.
Q:Cik bieži man jātīra lāzera lēca un spoguļi?
A:Intensīvas lietošanas gadījumā ieteicams katru dienu ātri pārbaudīt un notīrīt fokusēšanas lēcu. Visu spoguļu pilnīga tīrīšana jāveic katru nedēļu. Ja griežat materiālus, kas rada daudz dūmu vai atlikumu, piemēram, koku vai akrilu, tie, iespējams, būs jātīra biežāk.
Q:Kādus materiālus nekad nedrīkst griezt ar lāzeru?
A:Nekad negrieziet materiālus, kas satur hloru, piemēram, PVC vai vinilu. Karsējot tie izdala toksisku hlora gāzi, kas ir ārkārtīgi kodīga un var neatgriezeniski sabojāt ierīces optiku un mehāniku, nemaz nerunājot par bīstamību jūsu veselībai. Izvairieties no materiāliem ar nezināmu sastāvu.

Publicēšanas laiks: 2025. gada 4. augusts



