





Piemērotas rūpnieciskās tīrīšanas tehnoloģijas izvēle ir kritisks lēmums, kas ietekmē darbības efektivitāti, ražošanas izmaksas un galaprodukta kvalitāti. Šī analīze sniedz līdzsvarotu lāzertīrīšanas un ultraskaņas tīrīšanas salīdzinājumu, pamatojoties uz iedibinātiem inženiertehniskajiem principiem un izplatītiem nozares pielietojumiem. Mēs izpētīsim katras tehnoloģijas darbības mehānismus, galvenos veiktspējas kompromisus, finansiālās sekas un integrācijas potenciālu, lai palīdzētu jums izvēlēties pareizo instrumentu jūsu konkrētajam rūpnieciskajam izaicinājumam.
Šīs rokasgrāmatas mērķis ir sniegt objektīvu, uz pierādījumiem balstītu salīdzinājumu. Mēs analizēsim kopējās īpašumtiesību izmaksas, salīdzināsim tīrīšanas precizitāti un tās ietekmi uz virsmām, novērtēsim vides un drošības profilus un izpētīsim, kā katra tehnoloģija integrējas ražošanas darbplūsmā.
Augsta līmeņa salīdzinājums: kompromisu kopsavilkums
Šajā pārskatā ir aprakstīts, kā abas tehnoloģijas salīdzināmas kritisko darbības faktoru ziņā. “Optimālā lietošanas gadījuma” sadaļā ir izcelti scenāriji, kuros katras tehnoloģijas raksturīgās stiprās puses ir visizteiktākās.
| Funkcija | Ultraskaņas tīrīšana | |
| Optimāls lietošanas gadījums | Selektīva piesārņotāju (rūsas, krāsas, oksīdu) noņemšana no ārēji pieejamām virsmām. Lieliski piemērots integrācijai ražošanas līnijā. | Detaļu ar sarežģītu iekšējo ģeometriju vai ģeometriju, kas nav tiešās redzamības zonā, masveida tīrīšana. Efektīva vispārējai attaukošanai un daļiņu noņemšanai. |
| Tīrīšanas mehānisms | Tiešā redzeslaukā: izmanto fokusētu lāzera staru, lai noņemtu piesārņotājus tieši stara ceļā. | Pilnīga iegremdēšana: Iegremdē detaļas šķidruma vannā, kur kavitācija notīra visas samitrinātās virsmas, tostarp iekšējās ejas. |
| Precizitāte | Augsts: Var precīzi kontrolēt, lai iedarbotos uz noteiktām zonām vai slāņiem, neietekmējot blakus esošās virsmas. | Zems: Notīra visas iegremdētās virsmas vienādi. Šī ir spēcīga tīrīšanas metode vispārējai tīrīšanai, taču tā nepiedāvā selektivitāti. |
| Substrāta ietekme | Parasti zems: bezkontakta process. Ja parametri ir pareizi iestatīti, substrāts netiek ietekmēts. Nepareizi iestatījumi var izraisīt termiskus bojājumus. | Mainīgais lielums: Virsmas erozijas vai izliekumu veidošanās risks kavitācijas dēļ uz mīkstiem metāliem vai smalkiem materiāliem. Ietekme ir atkarīga arī no tīrīšanas šķidruma ķīmiskās iedarbības. |
| Sākotnējās izmaksas | No augsta līdz ļoti augstam: lāzera sistēmai un nepieciešamajam drošības/palīgaprīkojumam nepieciešami ievērojami kapitālieguldījumi. | Zems līdz vidējs: nobriedusi tehnoloģija ar plašu iekārtu izmēru un cenu klāstu. |
| Darbības izmaksas | Zems patērējamo materiālu patēriņš: Galvenās izmaksas ir elektrība. Nav nepieciešami tīrīšanas līdzekļi. Potenciāli nepieciešamas augstas apkopes izmaksas: Lāzera avotiem ir ierobežots kalpošanas laiks, un to nomaiņa var būt dārga. | Pastāvīgie palīgmateriāli: Pastāvīgas izmaksas par tīrīšanas līdzekļiem, attīrītu ūdeni, siltumenerģiju un piesārņotu šķidro atkritumu utilizāciju. |
| Atkritumu plūsma | Sausas daļiņas un izgarojumi, kas jāuztver ar izgarojumu/putekļu nosūkšanas sistēmu. | Piesārņoti šķidrie atkritumi (ūdens un ķīmiskās vielas), kam nepieciešama specializēta apstrāde un utilizācija saskaņā ar noteikumiem. |
| Automatizācija | Augsts potenciāls: Viegli integrējams ar robotizētām rokām pilnībā automatizētiem, līnijas tīrīšanas procesiem. | Vidējs potenciāls: Var automatizēt partiju iekraušanu/izkraušanu un pārvietošanu, taču iegremdēšanas/žāvēšanas cikls bieži vien padara to par bezsaistes staciju. |
| Drošība | Nepieciešamas inženiertehniskās vadības ierīces (apvalki) un individuālie aizsardzības līdzekļi augstas intensitātes gaismas iedarbībai (lāzera aizsargbrilles). Obligāta dūmu nosūkšana. | Darbā ar ķīmiskām vielām nepieciešami individuālie aizsardzības līdzekļi. Iespējams augsts trokšņa līmenis. Tvaiku kontrolei var būt nepieciešami norobežojoši elementi. |

Finanšu pārskats: lāzera un ultraskaņas kopējās izmaksas (TCO)
Galvenais finanšu lēmums ir kompromiss starp sākotnējiem ieguldījumiem (CAPEX) un ilgtermiņa ekspluatācijas izmaksām (OPEX).
Lāzera tīrīšana
Kapitālieguldījumi:Augsts, ieskaitot sistēmu un obligāto drošības/tvaiku nosūkšanas aprīkojumu.
OPEX: (darbības izmaksas):Ļoti zems, tikai elektrības patēriņš. Novērš visas izmaksas par ķīmiskajiem palīgmateriāliem un šķidro atkritumu utilizāciju.
Perspektīva:Priekšlaicīgi ieguldīts ieguldījums ar ievērojamām, bet paredzamām nākotnes izmaksām lāzera avota nomaiņai.

Ultraskaņas tīrīšana
Kapitālieguldījumi:Zema, piedāvājot pieejamu sākotnējo pirkuma cenu.
OPEX: (darbības izmaksas):Augsts un nepārtraukts, ko nosaka atkārtotas izmaksas par ķimikālijām, siltumenerģiju un regulētu notekūdeņu apsaimniekošanu.
Perspektīva:Maksājuma modelis, kas paredz organizācijas pastāvīgus darbības izdevumus.
Secinājums:Izvēlieties, pamatojoties uz finanšu stratēģiju — vai segt augstas sākotnējās izmaksas, lai samazinātu turpmākos izdevumus, vai pazemināt ienākšanas barjeru uz nepārtrauktu darbības izmaksu rēķina.
Kā darbojas tehnoloģijas: tīrīšanas fizika
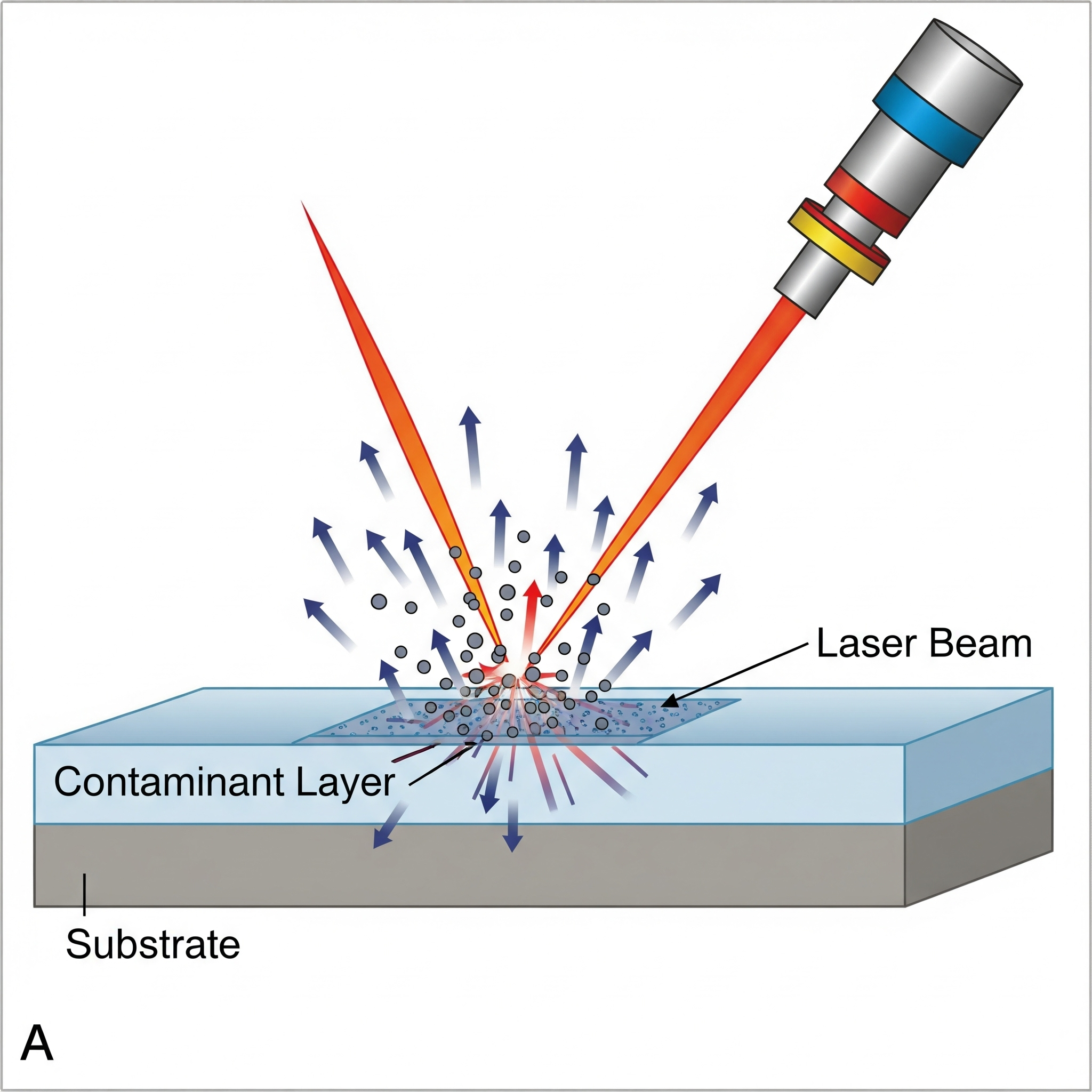
Lāzera tīrīšana:Izmanto fokusētu augstas enerģijas gaismas staru procesā, ko sauc par lāzera ablāciju. Piesārņojuma slānis uz virsmas absorbē lāzera impulsa intensīvo enerģiju, izraisot tā tūlītēju iztvaikošanu vai sublimāciju no virsmas. Pamatnē esošais substrāts, kam ir atšķirīgas absorbcijas īpašības, paliek neskarts, ja lāzera viļņa garums, jauda un impulsa ilgums ir pareizi noregulēti.
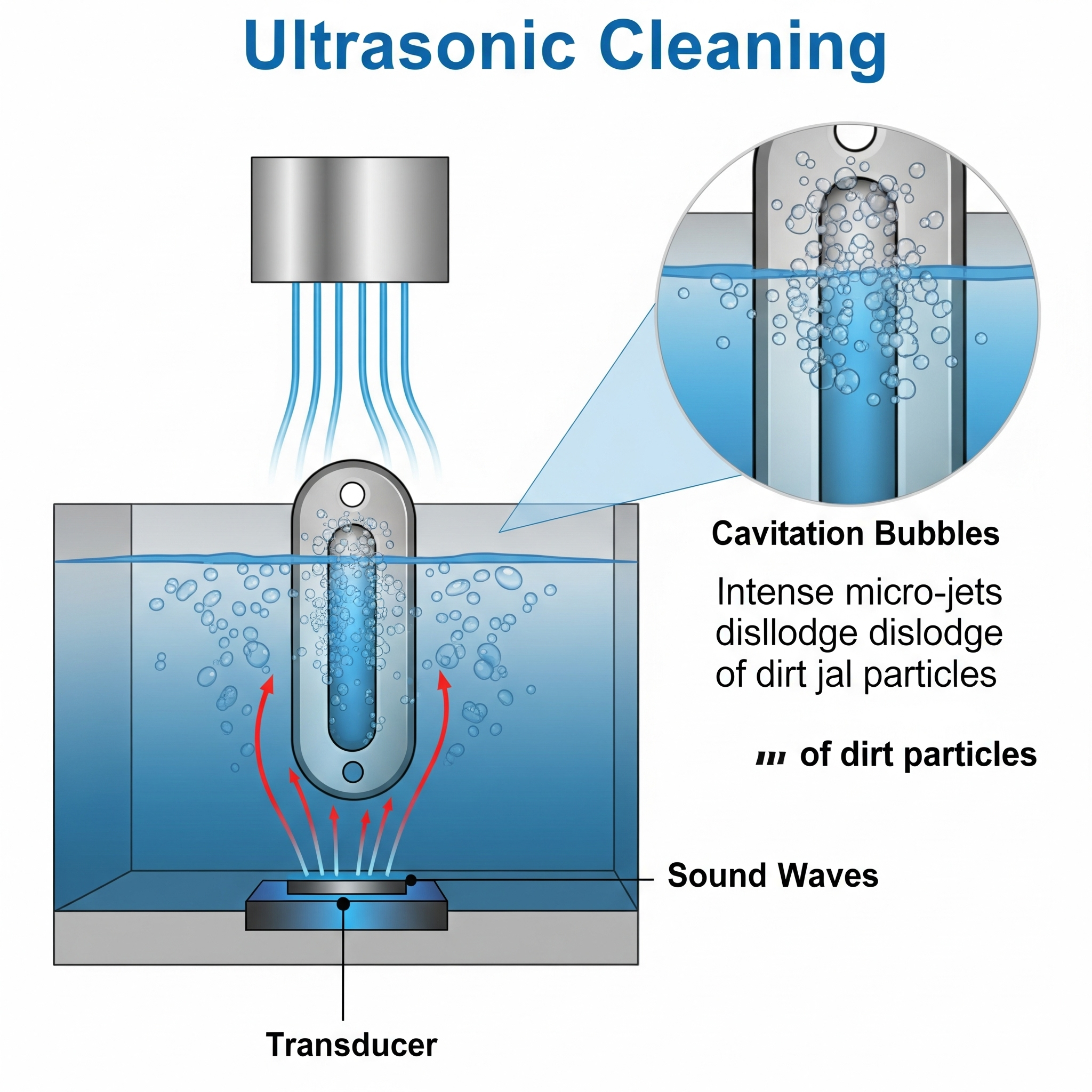
Ultraskaņas tīrīšana:Izmanto pārveidotājus, lai šķidruma vannā ģenerētu augstas frekvences skaņas viļņus (parasti 20–400 kHz). Šie skaņas viļņi rada un vardarbīgi sabrūk mikroskopiskus vakuuma burbuļus procesā, ko sauc par kavitāciju. Šo burbuļu sabrūkšana rada spēcīgas šķidruma mikrostrūklas, kas berž virsmas, atbrīvojot netīrumus, taukus un citus piesārņotājus no visām samitrinātajām virsmām.
Lietojumprogrammu uzmanības centrā: kur katra tehnoloģija izceļas
Tehnoloģiju izvēli pamatā nosaka pielietojums.
1. uzmanības centrā: lāzertīrīšana riepu pelējuma apkopē
Riepu rūpniecība piedāvā labi dokumentētu lāzertīrīšanas lietošanas gadījumu. Karsto veidņu tīrīšana uz vietas ar lāzeriem, ko ievieš tādi ražotāji kā Continental AG, piedāvā ievērojamas priekšrocības, jo nav nepieciešams atdzesēt, transportēt un atkārtoti uzsildīt veidnes. Tas samazina ražošanas dīkstāves laiku, pagarina veidņu kalpošanas laiku, aizstājot abrazīvās metodes, un uzlabo produktu kvalitāti, pateicoties pastāvīgi tīrām veidņu virsmām. Šeit ārkārtīgi svarīga ir līnijas automatizācija un bezkontakta tīrīšana.
2. uzmanības centrā: Medicīnisko instrumentu ultraskaņas tīrīšana
Ultraskaņas tīrīšana ir zelta standarts sarežģītu medicīnas un zobārstniecības instrumentu tīrīšanā. Ierīces ar eņģēm, robainām malām un gariem iekšējiem kanāliem (kanulām) nevar efektīvi tīrīt ar tiešās redzamības metodēm. Iegremdējot instrumentu partiju validētā mazgāšanas līdzekļa šķīdumā, ultraskaņas kavitācija nodrošina, ka asinis, audi un citi piesārņotāji tiek noņemti no katras virsmas, kas ir būtisks sterilizācijas priekšnoteikums. Šeit izšķirošais faktors ir spēja tīrīt ģeometrijas, kas neatrodas tiešās redzamības zonā, un apstrādāt sarežģītu detaļu partijas.
Informētas izvēles izdarīšana: neitrāla lēmumu pieņemšanas sistēma
Lai noteiktu labāko risinājumu jūsu vajadzībām, apsveriet šos objektīvos jautājumus:
1.Detaļas ģeometrija:Kāda ir jūsu detaļu fizikālā daba? Vai tīrāmās virsmas ir lielas un pieejamas no ārpuses, vai arī tās ir sarežģīti iekšējie kanāli un sarežģīti elementi, kas nav tiešā redzeslokā?
2.Piesārņotāja veids:Ko jūs noņemat? Vai tas ir specifisks, pielipis slānis (piemēram, krāsa, oksīds), kas jānoņem selektīvi, vai arī tas ir vispārējs, vaļīgi pielipis piesārņotājs (piemēram, eļļa, tauki, netīrumi)?
3.Finanšu modelis:Kāda ir jūsu organizācijas pieeja investīcijām? Vai prioritāte ir sākotnējo kapitālieguldījumu samazināšana līdz minimumam, vai arī uzņēmums var atbalstīt augstākas sākotnējās izmaksas, lai potenciāli samazinātu ilgtermiņa darbības izdevumus?
4.Procesu integrācija:Vai jūsu ražošanas modelim ir piemērots automatizēts, integrēts process ar minimālu dīkstāvi, vai arī jūsu darbplūsmai ir pieņemams bezsaistes, uz partijām balstīts tīrīšanas process?
5.Substrāta materiāls:Cik jutīgs ir jūsu detaļas pamatā esošais materiāls? Vai tas ir izturīgs metāls, mīksts sakausējums, smalks pārklājums vai polimērs, ko varētu sabojāt spēcīgas ķīmiskas vielas vai kavitācijas erozija?
6.Vides un drošības prioritātes:Kādas ir jūsu galvenās bažas par vidi, veselību un drošību? Vai galvenais mērķis ir likvidēt ķīmisko atkritumu plūsmas, vai arī pārvaldīt riskus, kas saistīti ar gaisā esošajām daļiņām un augstas intensitātes gaismu?
Secinājums: rīka saskaņošana ar uzdevumu
Ne lāzera, ne ultraskaņas tīrīšana nav universāli pārāka; tie ir dažādi instrumenti, kas paredzēti dažādiem uzdevumiem.
Ultraskaņas tīrīšana joprojām ir ļoti efektīva un nobriedusi tehnoloģija, kas ir neaizstājama detaļu ar sarežģītu ģeometriju tīrīšanai partijās un vispārējai attaukošanai, ja selektivitāte nav nepieciešama.
Lāzera tīrīšana ir spēcīgs risinājums lietojumiem, kuros nepieciešama augsta precizitāte uz pieejamām virsmām, nemanāma robotu integrācija un ķīmisko palīgmateriālu un ar tiem saistīto atkritumu plūsmu likvidēšana.
Stratēģiska izvēle prasa rūpīgu jūsu konkrētās detaļas ģeometrijas, piesārņojuma veida, ražošanas filozofijas un finanšu modeļa analīzi. Šo faktoru izvērtēšana, ņemot vērā katras tehnoloģijas atšķirīgās iespējas un ierobežojumus, ļaus rast visefektīvāko un ekonomiskāko ilgtermiņa risinājumu.
Publicēšanas laiks: 2025. gada 29. jūlijs



