




Лазердик кесүүдөгү кеңири таралган техникалык көйгөйлөрдү түшүнүү - бул көңүл калуудан кемчиликсиз аткарууга чейинки биринчи кадам.лазердик кескичтертактыктын кереметтери болгондуктан, ар бир оператор көңүл калуу учуруна туш болгон: кемчиликсиз дизайн тиштүү четтери, толук эмес кесилген жерлери же күйгөн тактары менен бузулган. Бул көп кездешүүчү тажрыйба, бирок жакшы жаңылык, көпчүлүк көйгөйлөрдү оңдоого болот.
Эң негизгиси - техник сыяктуу ойлонуп, кесипкөй сыяктуу кесүү. Ар бир кесүү катасы - бул машинанын жөндөөлөрүндө, анын назик оптикасында же механикалык бөлүктөрүндө болобу, түпкү себепти көрсөтүп турган белги. Бул колдонмо эң көп кездешүүчү күнөөлүүлөрдөн баштап, бул көйгөйлөрдү тез аныктоо жана чечүү үчүн системалуу алкакты камсыз кылат.
Биринчи жооп: Кесүү сапатынын кеңири таралган кемчиликтерин оңдоо
Иштетилген бөлүктө начар натыйжаларды көрүп жатасызбы? Эгер сиз лазер менен кесүү сапатын кантип жакшыртууну сурап жатсаңыз, биринчи кезекте ар дайым станоктун негизги жөндөөлөрүнө токтолушуңуз керек. Бул факторлор лазер менен кесүүнүн сапатына башка нерселерге караганда көбүрөөк таасир этиши мүмкүн.
Белгиси: Толук эмес кесилген жерлер, бырыштар, бүдүрлөр же одуракай четтер
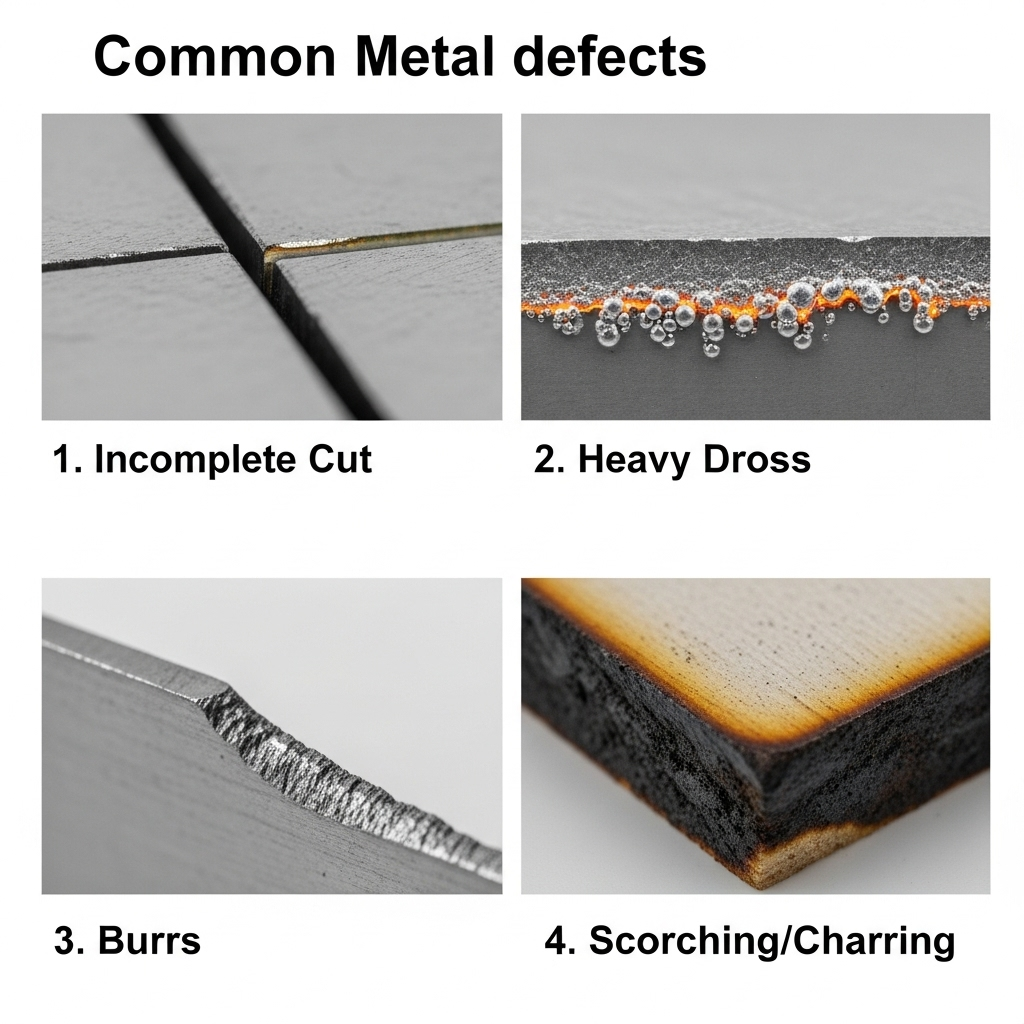 Булар эң көп кездешкен даттануулар жана алар дээрлик ар дайым баштапкы процесстин параметрлериндеги дисбаланска байланыштуу. Машинаны бөлүктөргө ажыратуудан мурун, буларды текшериңизтөртнерселер:
Булар эң көп кездешкен даттануулар жана алар дээрлик ар дайым баштапкы процесстин параметрлериндеги дисбаланска байланыштуу. Машинаны бөлүктөргө ажыратуудан мурун, буларды текшериңизтөртнерселер:
1.Лазердик кубаттуулук жана кесүү ылдамдыгы:Бул экөө бирге иштейт. Эгерде ылдамдыгыңыз кубаттуулук деңгээлине өтө жогору болсо, лазер кесилбейт. Эгер ал өтө жай болсо, ашыкча жылуулук топтолуп, эрүүгө, бырышууга жана кесек четтерге алып келет. Өзүңүздүн материалыңызга жана калыңдыгыңызга ылайыктуу "эң жакшы жерин" табыңыз.
2.Фокустук позиция:Бул абдан маанилүү. Фокусталбаган нур өзүнүн энергиясын чачыратып, кесүүнү кененирээк жана алсызыраак кылат. Эң таза натыйжа алуу үчүн, нур материалдын бетине кемчиликсиз же бир аз төмөн жайгашканын текшериңиз.
3.Газ басымын жогорулатуу:Жардамчы газ (кычкылтек же азот сыяктуу) эриген материалды кесилген жолдон тазалоодон да көптү аткарат. Эгерде басым өтө төмөн болсо, калдыктар астыңкы четине жабышып калат. Эгер ал өтө жогору болсо, ал турбуленттүүлүккө жана орой, толкундуу кесүүгө алып келиши мүмкүн.
4. Соргучтун абалы жана өлчөмү:Сопло көмөкчү газды кесилген жерге багыттайт. Бузулган, кир же бүтөлүп калган сопло башаламан газ агымын пайда кылып, кесүү сапатын бузат. Ошо сыяктуу эле, жумуш үчүн өтө чоң тешиги бар сопло колдонуу басымды азайтып, көйгөйлөрдү жаратышы мүмкүн. Соплону күн сайын көз менен текшерип туруңуз. Анын таза, борборлоштурулган жана тытылган же чачыраган жерлери жок экенин текшериңиз.
Эгер буларды "Чоң" кылып туураласаңыз4"маселени чечпесе, көйгөй механикалык болушу мүмкүн, мисалы, эскирген курдан же подшипниктен чыккан термелүү."
ЭкинчиКыйынчылыктарды чечүү: Система боюнча каталар
Кээде көйгөй кесилген сапатта эмес, машинанын такыр иштебей калышында. Дүрбөлөңгө түшүүдөн мурун, бул жөнөкөй коопсуздук жана системалар тизмесин карап чыгыңыз.
Белгиси: Машина күйбөйт же лазер иштебей калат
Мындай учурларда, чечим көп учурда таң калыштуу түрдө жөнөкөй жана машинанын орнотулган коопсуздук функцияларына байланыштуу.
Авариялык токтотууну текшериңиз:Баскыч басылып калдыбы? Бул машинанын "өчүп" калышынын эң көп кездешкен себеби.
Коопсуздук кулпуларын текшерүү:Бардык кирүү панелдери жана негизги капкак толугу менен жабыкпы? Көпчүлүк машиналарда кайсы бир эшик ачык болсо, лазердин атылышына жол бербеген сенсорлор бар.
Муздатуу системасын текшерүү:Суу муздаткычы күйүкпү жана суу агып жатабы? Лазер түтүгү абдан чоң жылуулукту бөлүп чыгарат жана өзүн бузулуудан коргоо үчүн активдүү муздатуусуз иштебейт.
Сактандыргычтарды жана өчүргүчтөрдү текшерүү:Цехиңиздин панелинде же станоктун өзүндө автоматтык өчүргүчтүн иштебей калганын же сактагычтын күйүп кеткенин издеңиз.
Терең изилдөө: Негизги себептерди талдоо тизмеси
Эгерде тез оңдоолор натыйжа бербесе, анда тереңирээк изилдөөгө убакыт келди. Ар бир машинанын подсистемасын системалуу түрдө текшерүү сизге түпкү себебин аныктоого жардам берет.
Көйгөй оптикалык жолдобу?
Лазер нуру ал басып өткөн жол менен гана жакшы.
Оптикалык нервдин жалпы кемчиликтери:Кир же чийилген фокустук линза же күзгү кубаттуулуктун жоголушунун негизги себеби болуп саналат. Чаң, түтүн жана чайыр бетке жабышып, нурду тосуп, чачыратып жибериши мүмкүн. Туура эмес жайгаштырылган нур линзанын ортосуна тийбей, алсыз жана бурчтуу кесилүүгө алып келет.
Чечим:Бардык оптикалык линзаларды тиешелүү линза салфеткалары менен үзгүлтүксүз текшерип жана тазалап туруңуз. Нурдун түтүктөн материалга чейин туура жылып жатканын текшерүү үчүн нурдун тегизделүүсүн текшериңиз.
Көйгөй механикалык системадабы?
Лазер башыңыз так кыймыл системасында иштейт. Бул жердеги ар кандай кыйшайуу же ката түздөн-түз кесүүгө алып келет.
Кыймылдын жалпы кемчиликтери:Бош курлар, эскирген подшипниктер же багыттоочу рельстердеги калдыктар термелүүлөрдү пайда кылып, толкундуу сызыктарга же так эмес өлчөмдөргө алып келиши мүмкүн.
Чечим:Бардык кыймылдуу компоненттерди үзгүлтүксүз текшерип туруңуз. Өндүрүүчүңүздүн мүнөздөмөлөрүнө ылайык, багыттоочу рельстерди таза жана майлап туруңуз. Курдун тартылышын текшериңиз; алар тартылып турушу керек, бирок өтө катуу болбошу керек.
Көйгөй материалдык өзгөчөлүккө байланыштуубу?
Лазердин астында ар кандай материалдар ар кандай иштешет.
Тапшырма: Дат баспас болот (кычкылдануу):Дат баспас болотту кычкылтек менен кескенде, сиз карарып, кычкылданган четин ала аласыз.
Чечим:Таза, кычкылсыз четин түзүү үчүн жогорку тазалыктагы азот жардамчы газын колдонуңуз.
Тапшырма: Чагылыштыруучу металлдар (алюминий, жез):Жылтырак материалдар лазер нурун кайра аппаратка чагылдырып, оптикага зыян келтириши мүмкүн.
Чечим:Энергиянын сиңирилишин камсыз кылуу үчүн жогорку кубаттуулукту жана импульстук режимди колдонуңуз. Айрым операторлор чагылышууга каршы каптоолорду же беттик иштетүүлөрдү колдонушат.
Оңдоодон тышкары: Лазердик кескичти качан жаңыртуу керек
Кээде, оңдоонун туруктуу чыгымдары, эскирген технология же жаңы өндүрүштүк талаптар муну айкын көрсөтүп турат: оңдоону токтотуп, жаңыртууну баштоого убакыт келди. Эгер сиз кубаттуулукту жогорулатууну, тактыкты жакшыртууну же жаңы материалдарды кесүүнү кааласаңыз, жаңы лазердик кескичке инвестиция салуу сиздин кийинки логикалык кадамыңыз болушу мүмкүн.
Лазердик кескич машинанын баасын түшүнүү
Лазердик кескичтин баасын издегенде, сиз абдан чоң диапазонду табасыз. Акыркы баасы түздөн-түз иштөөгө жана мүмкүнчүлүктөргө таасир этүүчү бир нече негизги өзгөрмөлөр менен аныкталат.
| Фактор | Баанын таасири | Сүрөттөмө |
| Кубаттуулук (Ватт) | Жогорку | 1500 Вт кубаттуулуктагы станок ичке жана орто калибрдеги болотту иштете алат, ал эми калың плиталуу болотту жогорку ылдамдыкта кесүү үчүн 4000 Вт, 6000 Вт кубаттуулуктагы станок талап кылынат. Баасы кубаттуулук менен кескин өзгөрөт. |
| Түрү жана өлчөмү | Жогорку | Негизги айырмачылык CO₂ лазерлери (акрил жана жыгач сыяктуу металл эместер үчүн эң сонун) менен була лазерлеринин (металл кесүү үчүн басымдуулук кылат) ортосунда. Мындан тышкары, кесүүчү төшөктүн өлчөмү баанын негизги фактору болуп саналат. |
| Лазер булагы | Орточо | Лазердик резонатордун бренди (лазер нурун түзгөн бөлүк) абдан маанилүү. IPG, Raycus сыяктуу премиум бренддер жогорку натыйжалуулукту, жакшыраак нур сапатын жана узак кызмат мөөнөтүн сунушташат, бирок баштапкы баасы жогору. |
Эң жакшы чечим: Алдын алуучу техникалык тейлөө графиги
Көйгөйлөрдү чечүүнүн эң жакшы жолу - алардын эч качан болушуна жол бербөө. Жөнөкөй техникалык тейлөө тартиби - машинанын ишенимдүүлүгүн жана жогорку сапаттагы натыйжаларды камсыз кылуунун эң натыйжалуу жолу.
Күнүмдүк тейлөө (5 мүнөттөн аз)
Саптаманын учун текшерип, тазалаңыз.
Фокус линзасын визуалдык түрдө текшерип, тазалаңыз.
Апта сайын тейлөө
Оптикалык жолдогу бардык күзгүлөрдү тазалаңыз.
Суу муздаткычынын деңгээлин текшерип, булганган жерлерин издеңиз.
Калдыктарды кетирүү үчүн кесилген төшөктөрдүн пластиналарын сүртүңүз.
Ай сайын техникалык тейлөө
Бардык жетектөөчү рельстерди жана механикалык подшипниктерди колдонмого ылайык майлаңыз.
Бардык курлардын туура тартылышын жана эскирүү белгилерин текшериңиз.
Машинанын ички желдеткичин жана түтүктөрүн тазалаңыз.
Жыйынтык: Системалуу кам көрүү аркылуу ишенимдүүлүк
Лазер менен кесүү көйгөйлөрүнүн көпчүлүгү табышмак эмес. Алар белгилүү бир себепке байланыштуу чечилүүчү маселелер. Системалуу көйгөйлөрдү чечүү ыкмасын колдонуу менен — орнотууларды, андан кийин оптиканы, андан кийин механиканы текшерүү менен — сиз күнүмдүк кесүү көйгөйлөрүңүздүн басымдуу бөлүгүн чече аласыз.
Акыр-аягы, алдын алуу чаралары реактивдүү оңдоого караганда ар дайым жакшыраак жана арзаныраак. Ырааттуу алдын алуучу тейлөө графиги - бул машинанын ишенимдүүлүгүнүн жана ар дайым кемчиликсиз кесүүлөрдүн чыныгы сыры.
Татаал оңдоолор, туруктуу көйгөйлөр же жаңы жабдууларга инвестиция салуу боюнча көрсөтмөлөр үчүн, кесипкөй колдоо алуу үчүн ишенимдүү кызмат көрсөтүүчүгө кайрылуудан тартынбаңыз.
Көп берилүүчү суроолор (FAQ)
Q:Лазердик кубаттуулуктун туруксуз чыгышына эмне себеп болот?
A:Электр кубатынын туруктуу эмес берилиши көбүнчө лазердик түтүктүн иштебей калышына, фокустук линзанын кир же бузулганына же жогорку чыңалуудагы электр менен камсыздоодогу көйгөйгө алып келет. Ошондой эле, суу муздаткычыңыздын температурасы туруктуу бойдон калып жатканын текшериңиз.
Q:Лазердин линзасын жана күзгүлөрүн канчалык тез-тез тазалашым керек?
A:Көп колдонгондо, фокустук линзаны күн сайын тез текшерип жана тазалоо сунушталат. Бардык күзгүлөрдү жума сайын толук тазалоо керек. Эгер сиз жыгач же акрил сыяктуу көп түтүн же калдык чыгаруучу материалдарды кесип жатсаңыз, аларды тез-тез тазалап турушуңуз керек болушу мүмкүн.
Q:Лазер менен кандай материалдарды эч качан кеспешим керек?
A:ПВХ же винил сыяктуу хлор камтыган материалдарды эч качан кеспеңиз. Ысытканда, алар өтө коррозиялык жана ден соолугуңузга зыян келтирүүчү, ошондой эле машинаңыздын оптикасына жана механикасына биротоло зыян келтирүүчү уулуу хлор газын бөлүп чыгарат. Белгисиз курамдагы материалдардан алыс болуңуз.

Жарыяланган убактысы: 2025-жылдын 4-августу



