




Лазерлік кесудегі жиі кездесетін техникалық мәселелерді түсіну - сәтсіздіктен мінсіз орындауға дейінгі алғашқы қадам.лазерлік кескіштердәлдіктің кереметі, әрбір оператор көңілі қалған сәтке тап болды: мінсіз дизайн тісті жиектермен, толық емес кесіктермен немесе күйік іздерімен бұзылды. Бұл жиі кездесетін тәжірибе, бірақ жақсы жаңалық - көптеген мәселелерді шешуге болады.
Ең бастысы - техник сияқты ойлау және кәсіби маман сияқты кесу. Әрбір кесу қателігі - бұл машинаның параметрлерінде, оның нәзік оптикасында немесе механикалық бөліктерінде болсын, түпкі себепті көрсететін симптом. Бұл нұсқаулық ең жиі кездесетін кінәлілерден бастап, осы мәселелерді тез диагностикалау және шешу үшін жүйелі негіз ұсынады.
Бірінші жауап: Кесу сапасының жиі кездесетін ақауларын түзету
Дайындамаңызда нашар нәтижелер көріп жүрсіз бе? Егер сіз лазерлік кесу сапасын қалай жақсартуға болатынын сұрасаңыз, бірінші кезекте машинаның негізгі параметрлеріне тоқталуыңыз керек. Бұл факторлар лазерлік кесу сапасына кез келген нәрсеге қарағанда көбірек әсер етуі мүмкін.
Белгі: Толық емес кесілген жерлер, дақтар, қылшықтар немесе кедір-бұдыр жиектер
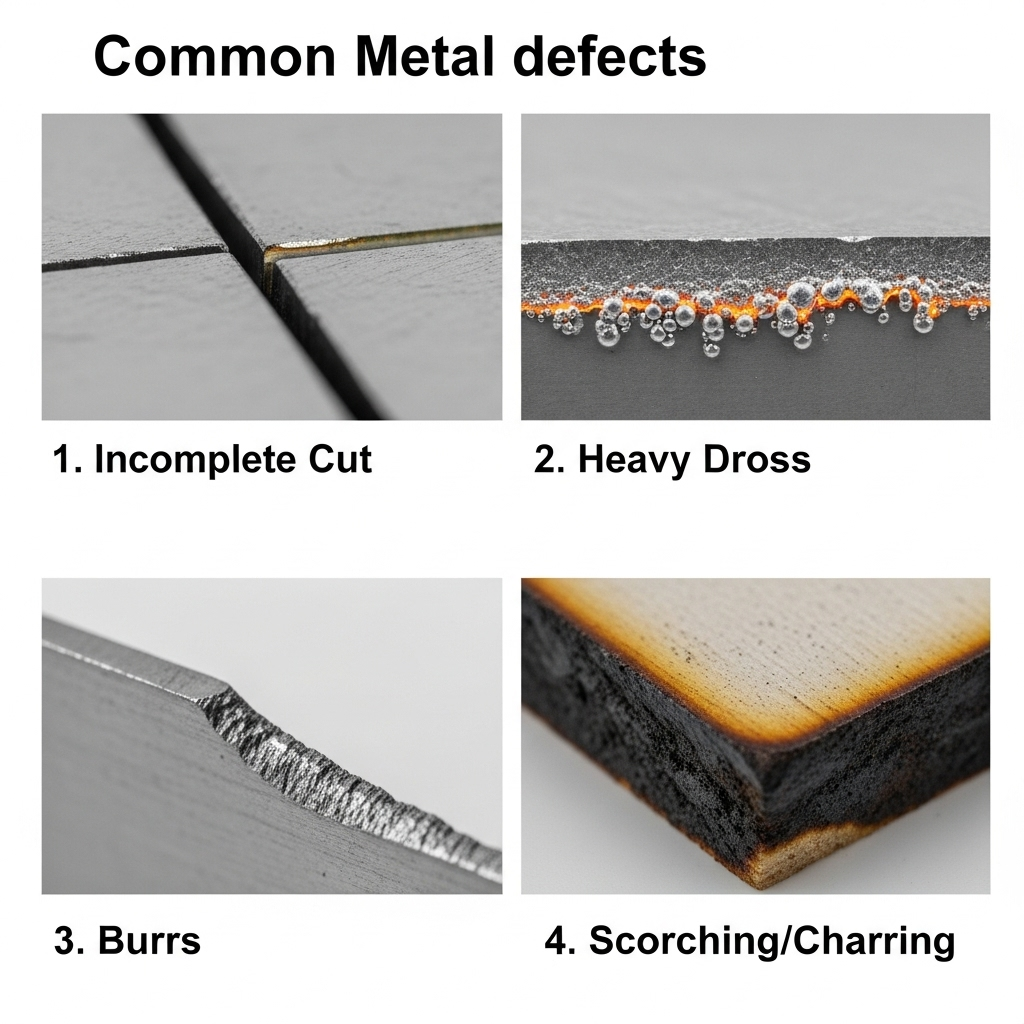 Бұл ең көп таралған шағымдар және олар әрқашан бастапқы процесс параметрлеріндегі теңгерімсіздікке байланысты. Машинаны бөлшектемес бұрын, мыналарды тексеріңізтөртзаттар:
Бұл ең көп таралған шағымдар және олар әрқашан бастапқы процесс параметрлеріндегі теңгерімсіздікке байланысты. Машинаны бөлшектемес бұрын, мыналарды тексеріңізтөртзаттар:
1.Лазерлік қуат және кесу жылдамдығы:Бұл екеуі бірге жұмыс істейді. Егер жылдамдығыңыз қуат деңгейіне тым жоғары болса, лазер кесіп өтпейді. Егер ол тым баяу болса, артық жылу жиналып, балқуға, қытырлақтануға және кедір-бұдыр жиекке әкеледі. Өзіңізге қажетті материал мен қалыңдық үшін «ең жақсы жерді» табыңыз.
2.Негізгі позиция:Бұл өте маңызды. Фокусталмаған сәуле өзінің энергиясын шашыратады, бұл кеңірек және әлсіз кесуге әкеледі. Ең таза нәтижеге қол жеткізу үшін сәуленің материал бетіне дәл бағытталғанына немесе одан сәл төмен орналасқанына көз жеткізіңіз.
3.Көмекші газ қысымы:Көмекші газ (мысалы, оттегі немесе азот) балқытылған материалды кесу жолынан тазартудан да көп нәрсе істейді. Егер қысым тым төмен болса, қоқыс төменгі жиекке жабысып қалады. Егер ол тым жоғары болса, бұл турбуленттілікке және кедір-бұдыр, толқынды кесуге әкелуі мүмкін.
4. Саптаманың жағдайы және өлшемі:Саптама көмекші газды кесілген жерге бағыттайды. Зақымдалған, лас немесе бітелген саптама газ ағынының ретсіз шығуына әкеліп соғады, бұл кесу сапасын бұзады. Сол сияқты, жұмыс үшін тым үлкен тесігі бар саптаманы пайдалану қысымды азайтып, мәселелер тудыруы мүмкін. Саптаманы күн сайын көзбен тексеріп отырыңыз. Оның таза, ортасында орналасқанына және сызаттар мен шашырауларсыз екеніне көз жеткізіңіз.
Егер осы «Үлкен» параметрлерді реттесеңіз4«мәселені шешпесе, мәселе механикалық болуы мүмкін, мысалы, тозған белдіктен немесе мойынтіректен дірілдеу.»
ЕкіншіАқаулықтарды жою: Жүйелік ақаулар
Кейде мәселе кесу сапасында емес, машинаның мүлдем жұмыс істемеуінде. Үрейленбес бұрын, осы қарапайым қауіпсіздік және жүйелер тізімін қарап шығыңыз.
Белгі: Құрылғы қосылмайды немесе лазер жұмыс істемейді
Мұндай жағдайларда шешім көбінесе таңқаларлықтай қарапайым және машинаның кіріктірілген қауіпсіздік мүмкіндіктерімен байланысты.
Апаттық тоқтатуды тексеріңіз:Түйме басылды ма? Бұл құрылғының «өшіп қалуының» ең көп таралған себебі.
Қауіпсіздік құлыптарын тексеріңіз:Барлық кіру панельдері мен негізгі қақпақ толығымен жабық па? Көптеген құрылғыларда есік ашық тұрған кезде лазердің атылуына жол бермейтін сенсорлар бар.
Салқындату жүйесін тексеріңіз:Су салқындатқышы қосулы ма және су ағып жатыр ма? Лазер түтігі үлкен жылу шығарады және зақымданудан қорғау үшін белсенді салқындатусыз жанбайды.
Сақтандырғыштар мен ажыратқыштарды тексеру:Цехтың панелінде немесе машинаның өзінде автоматты ажыратқыштың істен шыққанын немесе сақтандырғыштың жанып кеткенін іздеңіз.
Терең зерттеу: түпкі себептерді талдау тізімі
Егер жылдам түзетулер нәтиже бермесе, тереңірек зерттеудің уақыты келді. Әрбір машинаның ішкі жүйесін жүйелі түрде тексеру сізге түпкі себепті анықтауға көмектеседі.
Мәселе оптикалық жолда ма?
Лазер сәулесі тек оның жүріп өткен жолы сияқты жақсы.
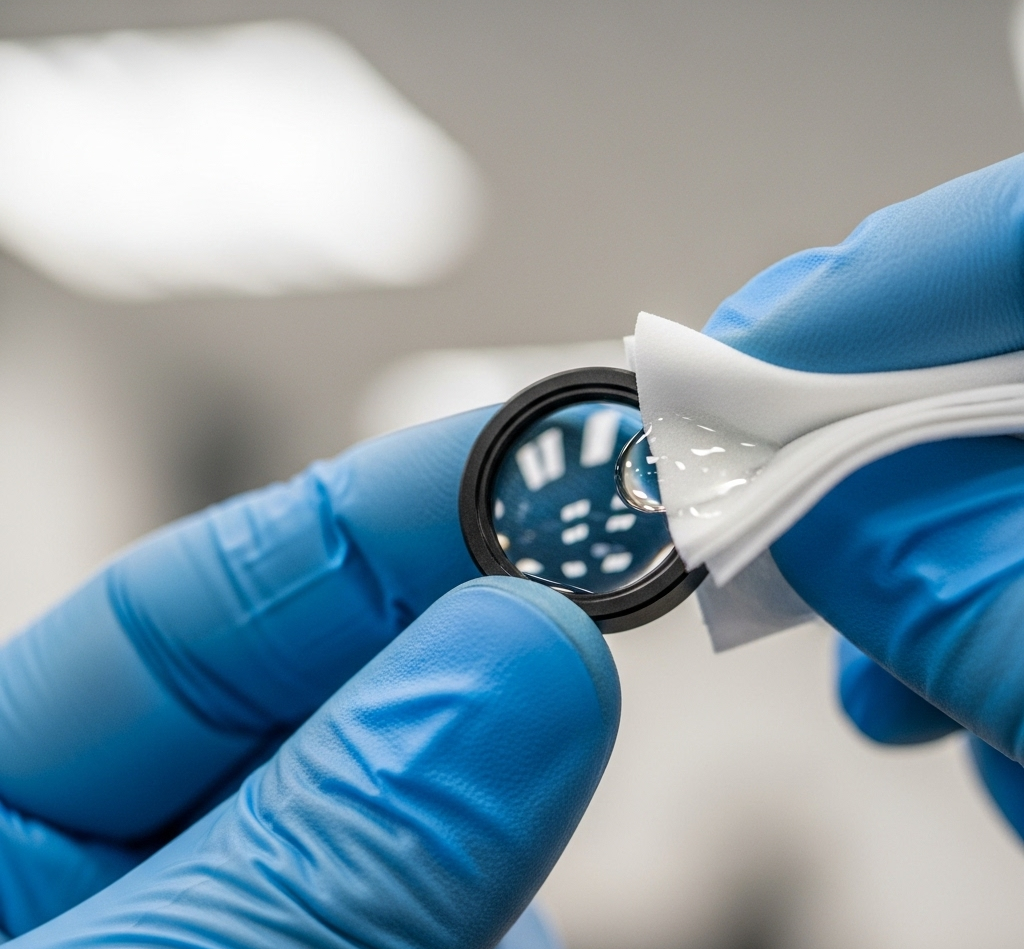
Оптикалық жүйенің жиі кездесетін ақаулары:Лас немесе сызылған фокустық линза немесе айна қуаттың жоғалуының негізгі себебі болып табылады. Шаң, түтін және шайыр бетіне жағылып, сәулені жауып, шашыратуы мүмкін. Дұрыс орналаспаған сәуле линзаның ортасына тимейді, бұл әлсіз, бұрышты кесуге әкеледі.
Шешімі:Барлық оптикалық құрылғыларды тиісті линза майлықтарымен үнемі тексеріп, тазалап отырыңыз. Сәуленің түтіктен материалға дейін дұрыс жылжып жатқанына көз жеткізу үшін сәуленің туралануын тексеріңіз.
Мәселе механикалық жүйеде ме?
Лазер басы дәл қозғалыс жүйесі бойынша қозғалады. Мұндағы кез келген көлбеулік немесе қателік тікелей кесуге әсер етеді.
Қозғалыстың жиі кездесетін кемшіліктері:Бағыттаушы рельстердегі босаған белдіктер, тозған мойынтіректер немесе қоқыстар діріл тудыруы мүмкін, бұл толқынды сызықтарға немесе дәл емес өлшемдерге әкелуі мүмкін.
Шешімі:Барлық қозғалыс компоненттерін үнемі тексеріп отырыңыз. Бағыттаушы рельстерді өндірушінің сипаттамаларына сәйкес таза және майланған күйде ұстаңыз. Белдіктің тартылуын тексеріңіз; олар тартылған болуы керек, бірақ тым қатты болмауы керек.
Мәселе материалдық ерекшеліктерге байланысты ма?
Лазердің әсерінен әртүрлі материалдар әртүрлі әсер етеді.
Тапсырма: Тот баспайтын болат (тотығу):Тот баспайтын болатты оттегімен кескен кезде, сіз қара түсті, тотыққан жиекті ала аласыз.
Шешімі:Таза, оксидсіз жиек жасау үшін жоғары тазалықтағы азот көмекші газын пайдаланыңыз.
Тапсырма: Шағылыстыратын металдар (алюминий, мыс):Жылтыр материалдар лазер сәулесін құрылғыға кері шағылыстыруы мүмкін, бұл оптикаға зақым келтіруі мүмкін.
Шешімі:Энергияның сіңірілуін қамтамасыз ету үшін жоғары қуатты және импульсті режимді пайдаланыңыз. Кейбір операторлар шағылыстыруға қарсы жабындарды немесе беттік өңдеуді пайдаланады.
Жөндеуден тыс: лазерлік кескішті қашан жаңарту керек
Кейде жөндеудің тұрақты шығындары, ескірген технология немесе жаңа өндірістік талаптар мұны анық көрсетеді: жөндеуді тоқтатып, жаңартуды бастау керек. Егер сіз қуаттылықты арттырғыңыз, дәлдікті жақсартқыңыз немесе жаңа материалдарды кескіңіз келсе, жаңа лазерлік кескіш сатып алу сіздің келесі логикалық қадамыңыз болуы мүмкін.
Лазерлік кескіш машинаның бағасын түсіну
Лазерлік кескіштің бағасын іздеген кезде, сіз үлкен диапазонды табасыз. Соңғы құны өнімділік пен мүмкіндіктерге тікелей әсер ететін бірнеше негізгі айнымалылармен анықталады.
| Фактор | Бағаға әсер ету | Сипаттама |
| Қуат (Ватт) | Жоғары | 1500 Вт қуатты станок жұқа және орташа калибрлі болатты өңдей алады, ал қалың пластиналы болатты жоғары жылдамдықпен өндірістік кесу үшін 4000 Вт, 6000 Вт қуатты станок қажет. Бағасы қуатқа байланысты күрт өзгереді. |
| Түрі және өлшемі | Жоғары | Негізгі айырмашылық CO₂ лазерлері (акрил және ағаш сияқты металл емес материалдар үшін өте қолайлы) мен талшықты лазерлер (металл кесу үшін басым) арасында. Сонымен қатар, кесу алаңының өлшемі бағаның негізгі факторы болып табылады. |
| Лазер көзі | Орташа | Лазерлік резонатордың бренді (лазер сәулесін жасайтын бөлік) өте маңызды. IPG, Raycus сияқты премиум брендтер жоғары тиімділікті, жақсы сәуле сапасын және ұзақ қызмет ету мерзімін ұсынады, бірақ бастапқы құны жоғарырақ. |
Ең жақсы шешім: алдын алу жұмыстарының алдын алу кестесі
Мәселелерді шешудің ең жақсы жолы - олардың ешқашан орын алмауына жол бермеу. Қарапайым техникалық қызмет көрсету тәртібі машинаның сенімділігі мен жоғары сапалы нәтижелерді қамтамасыз етудің ең тиімді жолы болып табылады.
Күнделікті техникалық қызмет көрсету (5 минуттан аз)
Саптаманың ұшын тексеріп, тазалаңыз.
Фокус линзасын көзбен тексеріп, тазалаңыз.
Апта сайынғы техникалық қызмет көрсету
Оптикалық жолдағы барлық айналарды тазалаңыз.
Су салқындатқышының деңгейін тексеріп, ластанудың бар-жоғын тексеріңіз.
Қалдықтарды кетіру үшін кесетін төсек тақталарын сүртіңіз.
Ай сайынғы техникалық қызмет көрсету
Нұсқаулыққа сәйкес барлық бағыттаушы рельстер мен механикалық мойынтіректерді майлаңыз.
Барлық белдіктердің дұрыс тартылуын және тозу белгілерін тексеріңіз.
Машинаның ішкі желдеткішін және ауа өткізгішін тазалаңыз.
Қорытынды: Жүйелі күтім арқылы сенімділік
Лазермен кесу мәселелері көбінесе жұмбақ емес. Олар белгілі бір себепке байланысты шешілетін мәселелер. Жүйелі ақаулықтарды жою тәсілін қолдану арқылы - параметрлерді, содан кейін оптиканы, содан кейін механиканы тексеру арқылы - сіз күнделікті кесу мәселелеріңіздің басым көпшілігін шеше аласыз.
Түптеп келгенде, алдын алу шаралары реактивті жөндеуден гөрі әрқашан жақсы және арзан. Тұрақты алдын алу техникалық қызмет көрсету кестесі - машинаның сенімділігі мен әрқашан мінсіз кесулердің шынайы құпиясы.
Күрделі жөндеу жұмыстары, тұрақты мәселелер немесе жаңа жабдыққа инвестиция салу бойынша кеңес алу үшін кәсіби қолдау алу үшін сенімді қызмет көрсетушіге хабарласудан тартынбаңыз.
Жиі қойылатын сұрақтар (ЖҚС)
Q:Лазерлік қуаттың біркелкі емес шығуына не себеп болады?
A:Тұрақсыз қуат көбінесе лазерлік түтіктің істен шығуына, фокустық линзаның ластануына немесе зақымдалуына немесе жоғары вольтты қуат көзіндегі ақауға нұсқайды. Сондай-ақ, су салқындатқышыңыздың тұрақты температураны ұстап тұрғанын тексеріңіз.
Q:Лазерлік линзалар мен айналарды қаншалықты жиі тазалауым керек?
A:Қатты пайдалану үшін фокус линзасын күнделікті тез тексеріп, тазалау ұсынылады. Барлық айналарды апта сайын толық тазалау керек. Егер сіз ағаш немесе акрил сияқты көп түтін немесе қалдық шығаратын материалдарды кесіп жатсаңыз, оларды жиірек тазалау қажет болуы мүмкін.
Q:Қандай материалдарды лазермен ешқашан кеспеуім керек?
A:ПВХ немесе винил сияқты құрамында хлор бар материалдарды ешқашан кеспеңіз. Қыздырған кезде олар өте коррозиялық және денсаулығыңызға қауіпті екенін айтпағанда, машинаңыздың оптикасы мен механикасын біржола зақымдауы мүмкін улы хлор газын бөліп шығарады. Құрамы белгісіз материалдардан аулақ болыңыз.

Жарияланған уақыты: 2025 жылғы 4 тамыз



