




Begrip fan wat de gewoane technyske problemen binne by lasersnijden is de earste stap fan frustraasje nei in perfekte útfiering.lasersnijdersbinne wûnders fan presyzje, elke operator hat dat momint fan teloarstelling meimakke: in perfekt ûntwerp ferneatige troch skerpe rânen, ûnfolsleine snijwûnen of skroeiplakken. It is in gewoane ûnderfining, mar it goede nijs is dat de measte problemen oplosber binne.
De kaai is om te tinken as in technikus en te snijen as in profesjoneel. Elke snijflater is in symptoom dat wiist op in woarteloarsaak, of it no yn 'e ynstellingen fan' e masine, de delikate optyske eleminten of de meganyske ûnderdielen leit. Dizze hantlieding biedt in systematysk ramt om dizze problemen fluch te diagnostisearjen en op te lossen, te begjinnen mei de meast foarkommende skuldigen.
Earste reaksje: It oplossen fan faak foarkommende defekten yn 'e snijkwaliteit
Sjochst minne resultaten op dyn wurkstik? As jo freegje hoe't jo de kwaliteit fan lasersnijden ferbetterje kinne, moat dyn earste stop altyd de kearnynstellingen fan 'e masine wêze. Dizze faktoaren kinne de kwaliteit fan in lasersnijding mear beynfloedzje as wat oars.
Symptoom: Unfolsleine snijwûnen, dross, bramen of rûge rânen
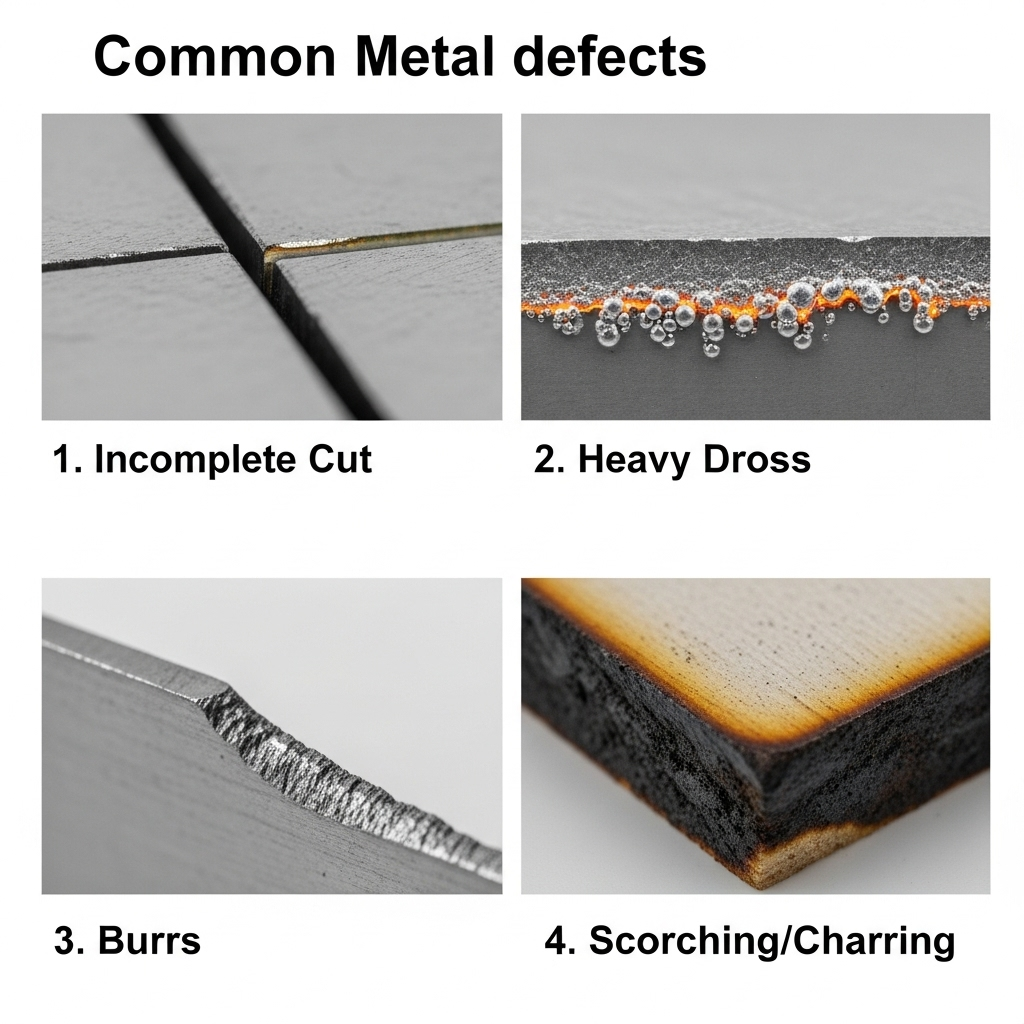 Dit binne de meast foarkommende klachten, en se komme hast altyd werom op in ûnbalâns yn 'e primêre prosesparameters. Foardat jo de masine útinoar helje, kontrolearje dizzefjouwerdingen:
Dit binne de meast foarkommende klachten, en se komme hast altyd werom op in ûnbalâns yn 'e primêre prosesparameters. Foardat jo de masine útinoar helje, kontrolearje dizzefjouwerdingen:
1.Laserkrêft en snijsnelheid:Dizze twa wurkje tegearre. As jo snelheid te heech is foar it krêftnivo, sil de laser net trochsnije. As it te stadich is, bouwt der tefolle waarmte op, wêrtroch't it smelten, bramen en in rûge râne ûntstiet. Fyn it "sweet spot" foar jo spesifike materiaal en dikte.
2.Fokusposysje:Dit is krúsjaal. In ûnfokussearre striel ferspriedt syn enerzjy, wat liedt ta in bredere, swakkere snede. Soargje derfoar dat de striel perfekt fokussearre is op of krekt wat ûnder it oerflak fan it materiaal foar it skjinnste resultaat.
3.Helpgasdruk:It helpgas (lykas soerstof of stikstof) docht mear as allinich smelte materiaal út it snijpaad ferwiderje. As de druk te leech is, sil dross oan 'e ûnderkant fêsthâlde. As it te heech is, kin it turbulinsje en in rûge, weagjende snede feroarsaakje.
4. Nozzle-tastân en grutte:De nozzle rjochtet it helpgas yn 'e snede. In beskeadige, smoarge of ferstoppe nozzle sil in kaoatyske gasstraal meitsje, dy't de snijkwaliteit ferneatiget. Op deselde wize kin it brûken fan in nozzle mei in iepening dy't te grut is foar de baan de druk ferminderje en problemen feroarsaakje. Ynspektearje de nozzle deistich fisueel. Soargje derfoar dat it skjin, sintraal en frij fan kerven of spatten is.
As dizze "Grutte" oanpast wurde4” lost it probleem net op, it probleem kin meganysk wêze, lykas trillingen fan in fersliten riem of lagers.
De TwaddeProblemen oplosse: Systeemwide flaters
Soms is it probleem net de snijkwaliteit - it is dat de masine hielendal net wurket. Foardat jo yn panyk reitsje, gean dizze ienfâldige kontrôlelist foar feiligens en systemen troch.
Symptoom: Masine giet net oan of laser sjit net ôf
Yn dizze gefallen is de oplossing faak ferrassend ienfâldich en relatearre oan de ynboude feiligensfunksjes fan 'e masine.
Kontrolearje de needstop:Is de knop yndrukt? Dit is de meast foarkommende reden foar in "deade" masine.
Kontrolearje feilichheidssloten:Binne alle tagongspanielen en it haaddeksel folslein ticht? De measte masines hawwe sensoren dy't foarkomme dat de laser sjit as in doar op in kier stiet.
Kontrolearje it koelsysteem:Is de wetterkoeler oan, en streamt der wetter? In laserbuis genereart enoarme waarmte en sil net sjitte sûnder aktive koeling om himsels te beskermjen tsjin skea.
Kontrolearje lonten en breakers:Sykje nei in trochskeakele stroomûnderbrekker of in trochbrânde sekering yn it paniel fan jo wurkpleats of op 'e masine sels.
De djippe dûk: In kontrôlelist foar woarteloarsaakanalyse
As de snelle oplossingen net wurkje, is it tiid om djipper te graven. In systematyske kontrôle fan elk masinesubsysteem sil jo helpe om de woarteloarsaak te finen.
Sit it probleem yn it optyske paad?
In laserstriel is mar sa goed as it paad dat er ôfleit.
Algemiene optyske gebreken:In smoarge of bekraste fokuslens of spegel is in grutte oarsaak fan ferlies fan stroom. Stof, reek en hars kinne op it oerflak bakke, wêrtroch't de striel blokkearre en fersprate wurdt. In ferkeard ôfstimde striel sil it sintrum fan 'e lens net reitsje, wat resulteart yn in swakke, hoeke snede.
Oplossing:Ynspektearje en meitsje alle optyske eleminten regelmjittich skjin mei de juste lensdoekjes. Fier in kontrôle út fan 'e strielôfstimming om te soargjen dat de striel rjocht fan 'e buis nei it materiaal giet.
Is it probleem yn it meganyske systeem?
Dyn laserkop beweecht op in presys bewegingssysteem. Elke slop of flater hjir oerset him direkt nei de snijflak.
Algemiene bewegingsfouten:Losse riemen, fersliten lagers, of pún op 'e liedingrails kinne trillingen feroarsaakje, wat liedt ta golvende linen of ûnkrekte ôfmjittings.
Oplossing:Ynspektearje regelmjittich alle bewegingskomponinten. Hâld de liedingsrails skjin en smeerd neffens de spesifikaasjes fan jo fabrikant. Kontrolearje de riemspanning; se moatte strak wêze, mar net te strak.
Is it probleem materiaalspesifyk?
Ferskillende materialen gedrage har oars ûnder de laser.
Útdaging: RVS (Oksidaasje):By it snijen fan roestfrij stiel mei soerstof kinne jo in swarte, oksidearre râne krije.
Oplossing:Brûk in stikstofassistintgas mei hege suverens om in skjinne, oksidefrije râne te meitsjen.
Útdaging: Reflektearjende metalen (aluminium, koper):Glânzjende materialen kinne de laserstriel werom yn 'e masine reflektearje, wêrtroch't de optyske eleminten mooglik beskeadige wurde kinne.
Oplossing:Brûk heger fermogen en in pulsearre modus om te soargjen dat de enerzjy opnommen wurdt. Guon operators brûke anty-refleksjecoatings of oerflakbehannelingen.
Mear as reparaasjes: Wannear jo jo lasersnijder moatte opwurdearje
Soms meitsje oanhâldende reparaasjekosten, ferâldere technology of nije produksjeeasken dúdlik: it is tiid om te stopjen mei reparearjen en te begjinnen mei upgraden. As jo de kapasiteit wolle ferheegje, de presyzje wolle ferbetterje of nije materialen wolle snije, kin ynvestearjen yn in nije lasersnijder jo folgjende logyske stap wêze.
Priis fan lasersnijmasjine begripe
As jo sykje nei in priis foar in lasersnijder, sille jo in enoarm oanbod fine. De definitive kosten wurde bepaald troch in pear wichtige fariabelen dy't direkt ynfloed hawwe op prestaasjes en mooglikheden.
| Faktor | Priisynfloed | Beskriuwing |
| Fermogen (Watt) | Heech | In masine fan 1500W kin tin oant middelgrutte stiel ferwurkje, wylst in masine fan 4000W of 6000W nedich is foar it produksjesnijen fan dikke stielplaten mei hege snelheden. De priis nimt dramatysk ta mei it fermogen. |
| Type en grutte | Heech | It primêre ûnderskied is tusken CO₂-lasers (geweldich foar net-metalen lykas acryl en hout) en glêstriedlasers (dominant foar metaalsnijden). Derneist is de grutte fan it snijbêd in wichtige priisdriuwer. |
| Laserboarne | Medium | It merk fan 'e laserresonator (it ûnderdiel dat de laserstriel makket) is krúsjaal. Premiummerken lykas IPG en Raycus biede hegere effisjinsje, bettere strielkwaliteit en langere libbensdoer, mar komme mei in hegere ynisjele kosten. |
De bêste oplossing: In proaktyf previntyf ûnderhâldsskema
De bêste manier om problemen op te lossen is te foarkommen dat se ea foarkomme. In ienfâldige ûnderhâldsroutine is de meast effektive manier om masinebetrouberens en resultaten fan hege kwaliteit te garandearjen.
Deistich ûnderhâld (ûnder 5 minuten)
Kontrolearje en meitsje de tip fan 'e nozzle skjin.
Ynspektearje en meitsje de fokuslens fisueel skjin.
Wykliks ûnderhâld
Meitsje alle spegels yn it optyske paad skjin.
Kontrolearje it nivo fan 'e wetterkoeler en sykje nei fersmoarging.
Feie de latten fan it snijbêd ôf om resten te ferwiderjen.
Moanlikse ûnderhâld
Smeer alle liedingrails en meganyske lagers neffens de hantlieding.
Ynspektearje alle riemen op juste spanning en tekens fan slijtage.
Meitsje de ynterne ôfzuigventilator en kanalen fan 'e masine skjin.
Konklúzje: Betrouberens troch systematyske soarch
De measte lasersnijproblemen binne gjin mystearjes. It binne oplosbere problemen dy't weromfierd wurde kinne nei in spesifike oarsaak. Troch in systematyske probleemoplossingsoanpak te brûken - it kontrolearjen fan ynstellings, dan optyk, dan meganika - kinne jo it grutste part fan jo deistige snijproblemen oplosse.
Uteinlik is proaktive previnsje altyd better en goedkeaper as reaktive reparaasje. In konsekwint previntyf ûnderhâldsskema is it wiere geheim fan masinebetrouberens en perfekte snijwurk, elke kear wer.
Foar komplekse reparaasjes, oanhâldende problemen, of begelieding oer ynvestearjen yn nije apparatuer, aarzelje net om kontakt op te nimmen mei in betroubere tsjinstferliener foar profesjonele stipe.
Faak stelde fragen (FAQ)
Q:Wat feroarsaket ynkonsistente laserkrêftútfier?
A:Inkonsistente stroomfoarsjenning wiist faak op in defekte laserbuis, in smoarge of beskeadige fokuslens, of in probleem mei de heechspanningsstroomfoarsjenning. Kontrolearje ek oft jo wetterkoeler in stabile temperatuer behâldt.
Q:Hoe faak moat ik de lens en spegels fan myn laser skjinmeitsje?
A:Foar swier gebrûk wurdt in rappe deistige kontrôle en skjinmeitsjen fan 'e fokuslens oanrikkemandearre. In folsleine skjinmeitsjen fan alle spegels moat wykliks dien wurde. As jo materialen snije dy't in protte reek of resten produsearje, lykas hout of acryl, moatte jo se miskien faker skjinmeitsje.
Q:Hokker materialen moat ik noait mei in laser snije?
A:Snij nea materialen dy't chloor befetsje, lykas PVC of vinyl. As se ferwaarme wurde, litte se giftich chloorgas frij dat ekstreem korrosyf is en de optyske eleminten en meganika fan jo masine permanint kin beskeadigje, en it is ek gefaarlik foar jo sûnens. Foarkom materialen mei ûnbekende gearstallingen.

Pleatsingstiid: 4 augustus 2025



